基于工序质量信息的工艺优化技术研究
2013-11-19 09:27:18张胜文朱玉龙刘华昌
江苏科技大学学报(自然科学版) 2013年4期
张胜文, 朱玉龙, 刘华昌
(江苏科技大学 现代制造技术研究所,江苏 镇江 212003)
工艺优化是机械制造中保证产品质量、提高效率、降低成本的重要手段.工艺优化包括加工方法的选择、操作序列优化[1-3]、切削参数优化[4-5]和机床刀具优化[6]等.在一定生产条件下,零件设计图纸定稿后,加工方法和操作序列通常不会进行改动.为了满足设计要求,需要优化的是切削参数、机床和刀具.以往进行的相关研究中,通常将机床、刀具、切削参数分开考虑,分别对其优化,这就忽略了它们之间的相互影响.此外,通常生产加工中只有当发生质量事故,出现残次品之后才能发现需要优化的工序,然后采用试探性的方法寻找可能的优化解.这种优化方法不能避免问题的发生,也很难找到最优解.同时,联系工序质量信息的工艺优化技术相关研究也较少.
文中提出一种新的工艺优化策略:通过工序质量控制实时监控分析工序状态,查找存在异常的工序,从而找到需要优化的工艺,并采用必要的正交试验,优选合适的机床、刀具、切削参数.优化过程的流程图如图1.
1 工序质量控制
产品质量受到众多因素的影响,这就导致产品质量必然存在波动性.质量波动分为正常波动和异常波动.正常波动由随机因素产生的,它具有统计规律性,并且不能避免.异常波动是由于系统因素造成的,对质量影响较大,应该尽量消除.控制图可以用于区分这两类波动[7].

图1 工艺优化流程Fig.1 Flow chart of process optimization

(1)
(2)
(3)
R图控制界限计算公式:
(4)
(5)
(6)
根据式(1~6)绘制控制线,将样本点按时间顺序描在图上,就完成了控制图的绘制.然后可以通过观察控制图的走势和分布来判断工序是否失控,例如,有样本点分布在控制线外、有连续七点呈上升或下降趋势等,都可以判断工序异常.对于存在异常波动的工序,当排除人为因素的影响后,就可以考虑对其加工机床、刀具、切削参数进行优化.
处于可控状态,即稳定状态的工序,其工艺条件也并不一定合理.还要对其工序能力进行分析,查看工序能力是否充足.工序能力分析[7]就是考虑工序的设备、工艺、人的操作、材料、测量工具与方法以及环境对工序质量指标要求的适合程度.工序能力用工序能力指数Cp来衡量.
(7)
有偏移情形下:

(8)

当1.33≤Cp<1.67时,过程能力充足;Cp≥1.67时,过程能力过剩;Cp<1.33时,过程能力不足.
2 正交试验与工艺优化
通过控制图分析和式(7,8)的工序能力计算,可以查找到不稳定的或者工序能力不足的工序,当排除人为操作等外界因素影响后,即可以将其视为需要优化的工艺.但是,需要优化的条件却不容易识别,特别是当各个条件之间相互影响和制约时,不能简单地对某一个加工条件进行优化.因此,需要综合考虑刀具、机床、切削参数等条件对工艺的影响.
当存在多种因素时,会导致试验次数较多.如果试验安排得当,就能使试验次数减少.正交试验[7]就是一种科学安排和分析试验的方法.它利用“均衡分散性”和“整齐可比性”的正交性原理,从大量试验点中挑选适量的、典型的试验点来解决多因素试验问题.
正交试验是基于正交表进行的.最简单的正交表L4(23)如表1,其中3表示最多可以安排3个因素,2 表示每个因素可安排2个水平,4表示一共进行4次试验.当各个因素水平相同时,可以直接使用标准正交表安排试验.当水平不同时,可以使用拟水平法,对水平较少的因素虚拟几个水平.
文中研究的对象是铣削加工过程的工艺优化,需要优化的对象包括机床、刀具、切削速度v、每齿进给量fz、轴向切深ap.试验的结果有多个,是多指标优化问题.试验指标包括:工序稳定性、工序能力、质量数据分布情况、平均加工时间.其中,工序稳定性和工序能力的分析方法上文已说明.数据分布情况用直方图查看,分布中心与尺寸规格中心偏离度越小越好.平均加工时间越短越好,可以保证加工效率,缩短加工成本.
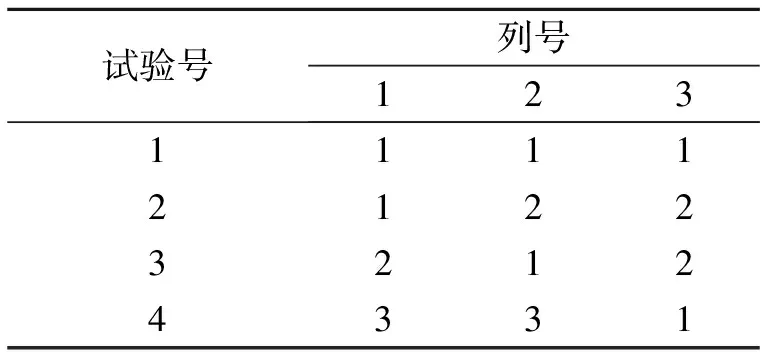
表1 L4(23)正交表Table 1 L4(23) orthogonal array
4个试验指标中,工序稳定性只有稳定和失控两种状态,工序稳定是其他数据优化的前提.其他3个试验指标要计算各因素不同水平的指标和、极差、平均值,通过观察对比可以判断各因素对指标的影响大小,从而找出最优的工艺方案.如果最优方案不在试验栏目中,还需要对最优方案进行试验验证.
3 实例分析
控制
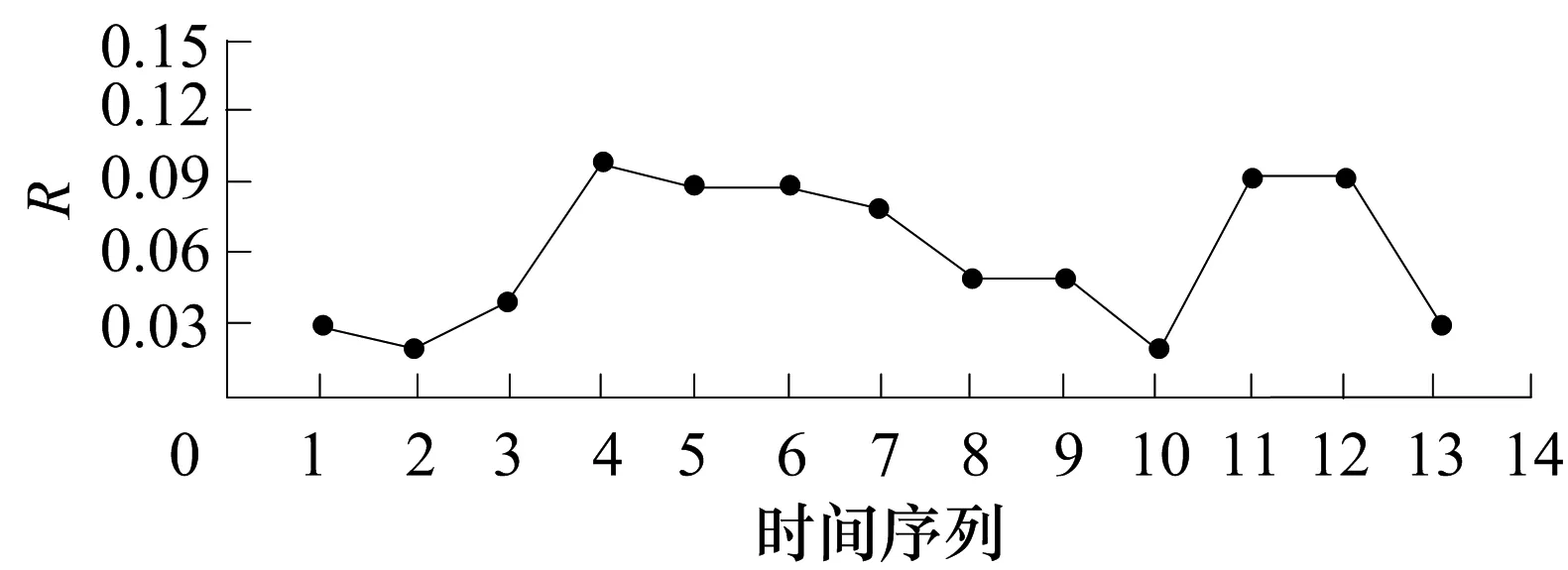
b)R控制

试验需要优化的因素有5个,每个因素选用4个水平.各因素水平如表2所示.根据因素个数和因素水平,选用L16(45)正交表,试验安排如表3所示.
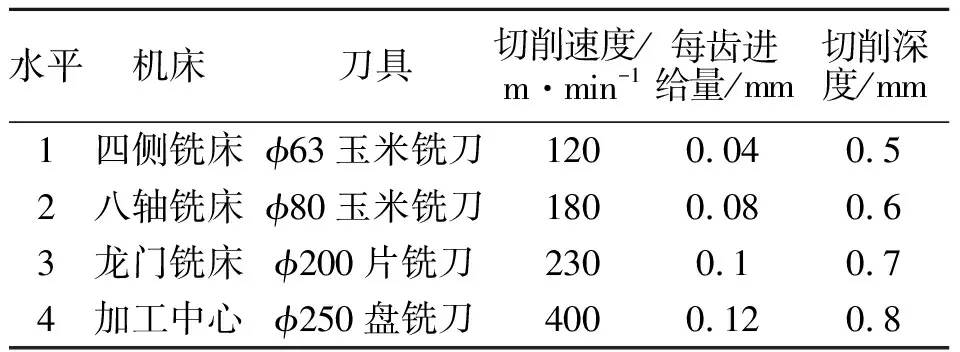
表2 因素水平表Table 2 Factors level
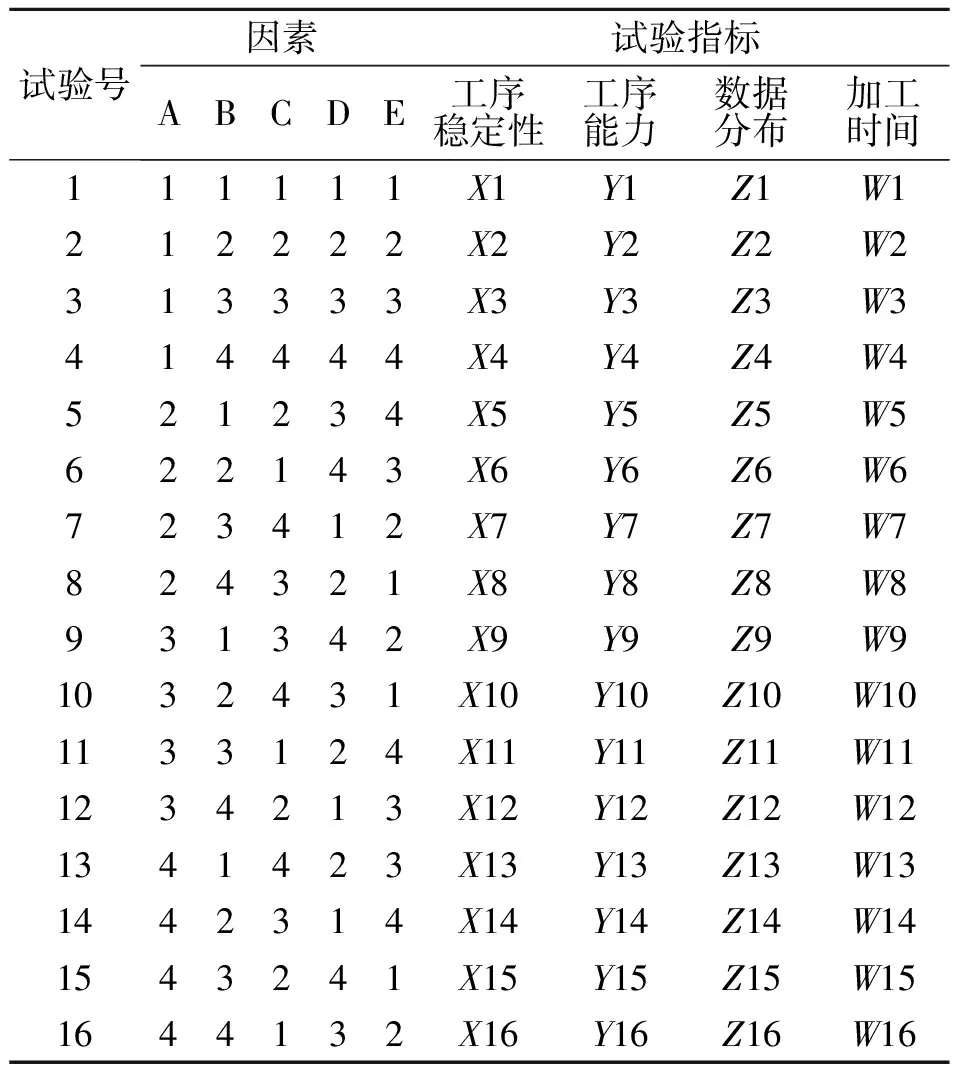
表3 正交试验计划和结果Table 3 Orthogonal test and results
结果分析:
1)工序稳定性:统计每种因素4个水平下稳定工序和失控工序的数量.例如B因素水平2的4个结果X2,X6,X10,X14中稳定工序和失控工序的数量.如果失控工序占多数,说明其不适用于此工序,应该排除.反之,说明可以考虑.
2)工序能力:找到Y1~Y16中的最理想值,即区间1.33≤Cp<1.67范围内的最大值.然后计算每种因素4个水平下的工序能力之和,以及平均值和极差.按照平均值的理想情况和极差大小分别排序.例如,因素C下4个水平的平均值:
(9)
…

(10)


(11)

3)数据分布:计算每种因素各水平分布中心与设计尺寸中心的偏差平均值和极差,平均值按从小到大排序,极差按从大到小排列.
4)加工时间:计算每种因素各水平加工时间的平均值和极差,平均值按从小到大排序,极差按从大到小排列.
5)综合分析:要找到最合适的工艺条件,首先要根据1)将无效的工艺条件排除.然后根据2),3),4)的极差排序,确定各个因素对试验指标的影响大小.根据2),3),4)的平均值排序,确定每个因素对于试验指标的最好水平.最后,综合考虑影响大小和最好水平,确定各个因素的水平,为最优解.例如,工序能力的影响大小排序为DCBEA,最好水平为A3B2C1D3E1;数据分布的影响大小排序为:DCEAB,最好水平为A4B1C2D3E1;加工时间影响大小排序为:CDEBA,最好水平为:A2B1C4D4E4.可以看出因素D对工序能力和数据分布的影响最大,对加工时间的影响处在第2位,综合3个指标,选用水平3较好;因素C对工序能力和数据分布的影响排在第2位,对加工时间的影响最大,综合3个指标,选用水平4较好;同理E选水平1较好,B选水平2较好,A选水平4较好.至此,得到新的因素水平组合为:A4B2C2D3E1,这一条件在16个试验中没有出现过,需要应用该条件,重新试验一遍,验证其综合指标是否最优.
4 结论
将工序质量管理与工艺优化技术相结合,提出了一种新的工艺优化技术,即运用工序质量控制监控工序异常,查找需要优化的工序,然后运用正交试验分析各个工艺要素对产品质量、生产效率的影响情况,根据正交试验的结果,查找最优的工艺条件,实现工艺优化设计,避免质量事故的发生.
[1] Irani S A, Koo H Y,Raman S. Feature-based operation sequence generation in CAPP[J].InternationalJournalofProductionResearch, 1995, 33:17-39.
[2] 王忠宾,王宁生,陈禹六.基于遗传算法的工艺路线优化决策[J].清华大学学报:自然科学版,2004,44(7):988-992.
Wang Zhongbin,Wang Ningsheng,Chen Yuliu.Optimization of process routing based on the genetic dgorithm[J].JournalofTsinghuaUniversity:NatrualScienceEdition,2004,44(7):988-992.(in Chinese)
[3] Bhaskara S V,Shunmugam M S,Narendran T T. Operation sequencing in CAPP using genetic algorithms[J].IntJProdRes,1999,37(5):1063-1074.
[4] Sonmez A I, Baykasoglu A, Dereli T,et al. Dynamic optimization of multipass milling operations via geometric programming[J].InternationalJournalofMachineToolsandManufacture,1999, 39(2):297-320.
[5] 蓝渊.数控铣削加工切削参数优选系统的研究[D].陕西西安:西北工业大学,2007.
[6] 林勇,周洪玉,李振加,等.刀具优选的权重决策[J].哈尔滨理工大学学报,2005,10(3):28-30.
Lin Yong,Zhou Hongyu,Li Zhenjia,et al.The weight decision-making for optimized cutter selection[J].JournalofHarbinUniversityScienceandTechnology,2005,10(3):28-30.(in Chinese)
[7] 李卫红,杨练根.质量统计技术[M].北京:中国计量出版社,2006.
猜你喜欢
昆钢科技(2022年2期)2022-07-08 06:36:14
武汉工程职业技术学院学报(2022年1期)2022-04-13 06:31:30
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
中学数学研究(江西)(2019年5期)2019-06-11 12:47:28
衡阳师范学院学报(2016年3期)2016-07-10 07:16:27
工程建设与设计(2016年1期)2016-02-27 10:50:23
中学数学杂志(高中版)(2014年2期)2014-05-26 13:42:42
电测与仪表(2014年6期)2014-04-04 11:59:46
中学数学杂志(初中版)(2014年1期)2014-02-28 21:05:24