微波辐射相转移催化合成乙酸苄酯
2013-11-18 08:23:02郭祥峰贾丽华
化学反应工程与工艺 2013年6期
平 原,郭祥峰,贾丽华
(黑龙江省普通高校精细化工重点实验室 齐齐哈尔大学化学与化学工程学院,黑龙江 齐齐哈尔161006)
随着化工生产向高效、绿色和节能的方向发展,化工过程强化受到了普遍关注。化工过程强化是指在实现既定生产目标的前提下,通过大幅度减小设备的尺寸和装置的数目等方法,使工厂布局更加紧凑合理,生产设备化和生产过程得以强化[1]。近年来,微波作为一种强化过程的手段,在各领域中应用十分活跃,例如分离[2]、水解[3]、催化[4]、结晶[5]、粉体制备[6]、消解[7]和化学反应[8]等。将微波应用于有机反应,能大大加快反应速率,缩短反应时间,具有产物易于分离,产率高等优点[9,10]。乙酸苄酯具有强烈的茉莉花香,是一种应用广泛的酯类香料,同时也是造漆、纺织和染料等行业的优良溶剂,因其具有良好的溶解性能且低毒,在兽药及饲料行业中常用作药品的喷洒溶剂。综上所述,研究微波强化下乙酸苄酯的合成有着重要的意义。本工作以氯化苄和乙酸钠为原料,四丁基溴化铵(TBAB)为相转移催化剂,考察了水溶液中微波辐射相转移催化合成乙酸苄酯的反应条件,并研究了过量的原料乙酸钠等的直接重复利用。
1 实验部分
乙酸苄酯合成的反应方程式如下:

在装有回流冷凝管和搅拌器的50 mL 三口瓶中,加入四丁荃溴化铵(TBAB)、乙酸钠、氯化苄和水,在微波辐射下反应(微波反应器为MAS-II 型,上海新仪微波化学科技公司)。然后用CH2Cl2萃取反应液,有机相用无水MgSO4干燥。蒸出溶剂后残留物减压蒸馏,收集110~114 ℃(665 Pa)的馏分,得到无色透明液体。测定产物的酸值、折光率和红外光谱。L-7100 型高效液相色谱检测条件:C18色谱柱为Kromasil ODS(5 µm×4.6 mm×250 mm);流动相为甲醇-水(甲醇与水的体积百分比为70:30);流速1.0 mL/min;进样量5 µL;检测波长256 nm;乙酸苄酯的定量工作曲线为y=2.604 2x+0.059 5(R2=0.999 4)。反应结束后,直接称取一定质量的有机相,用流动相定容于10 mL 容量瓶中,取5 µL注入高效液相色谱(HPLC)中。采用外标法计算乙酸苄酯产率。
2 结果与讨论
2.1 产物表征
产物为无色透明油状液体,其折光率()为1.523 0,与文献(为 1.523 2)一致[13]。按GB/T14457.7-93 测定的产品酸值为0.29 mg/g,符合QB/T 2645-2004 中规定的酸值小于或等于1.0 的要求。产物的红外光谱见图1。可见,3 063.01 cm-1处为苯-氢伸缩振动,2 953.42 cm-1处为亚甲基伸缩振动,1 742.47 cm-1处为C=O 伸缩振动,1 490.41 cm-1处为苯-碳环内伸缩振动,1 353.42 cm-1处为-CH2-的弯曲振动,1 221.92 和1 024.66 cm-1处为C-O-C 不对称伸缩振动和对称伸缩振动,745.21 cm-1处为苯-氢面外变形振动。表征结果说明产物为乙酸苄酯。
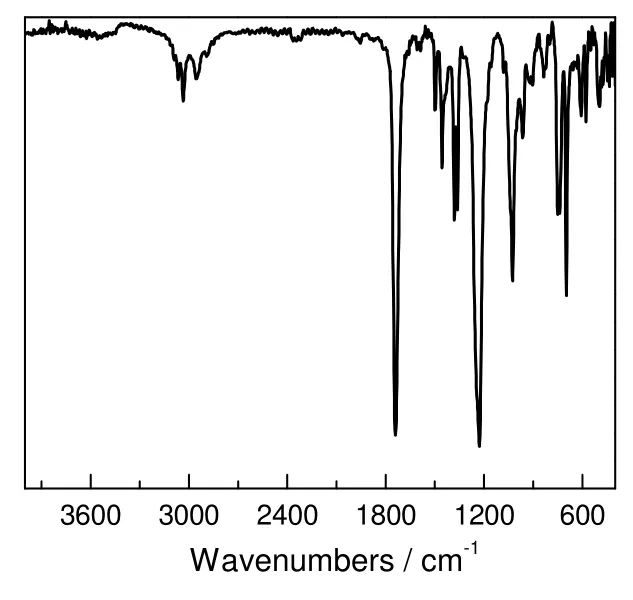
图1 产物的红外光谱Fig.1 FT-IR spectra of the product
2.2 工艺条件对产率的影响
反应溶剂为水,所以设定反应温度为100 ℃。若温度过高,反应过程中水暴沸,难以控制;若温度过低,反应速率下降。由于设定了反应的温度,在微波辐射功率为反应器的最低功率(300 W)时,体系很快达到设定温度,所以,微波辐射功率对产率几乎没有影响,因此确定微波辐射功率为300 W。
由于反应是非均相反应,搅拌速率会对反应有影响。实验采用微波反应器配备的机械搅拌器。在氯化苄4.44 g(35 mmol),乙酸钠5.74 g(70 mmol),TBAB 0.45 g(1.4 mmol),水20 mL,温度100 ℃和反应30 min 的条件下,考察搅拌速率对产率的影响(表1)。从表1看出,随搅拌速率增加,产率逐渐增大。搅拌速率超过400 r/min 后,产率开始下降。由于搅拌过于剧烈,使反应液溅在瓶上较多,无机相液体挂在瓶壁上不能很快流回,反而使两相中反应物不能充分接触。故确定搅拌速率为400 r/min 较合适。

表1 搅拌速率和反应时间对产率的影响Table 1 Effect of stirring speed and reaction time on yield
在上述条件下,改变微波辐射时间,考察反应时间对产率的影响,结果见表1。由表可知,随辐射时间延长,产率逐渐增大,辐射时间为35 min 时,产率高达74.5 %;继续延长辐射时间,产率有所下降。这是由于辐射时间过长,氯化苄部分挥发和TBAB 部分分解造成的。故确定辐射时间为35 min。
在搅拌速率为400 r/min和微波辐射时间为35 min的条件下,考察了溶剂水的用量对产率的影响,结果见表2。可知,随着水用量的逐渐减少,产率逐渐升高。当水用量为5 mL 时,产率最高为93.5%,但水量减少的同时,反应结束反应液冷却后,晶体析出增多,后处理较为繁琐。故确定水用量为8 mL。
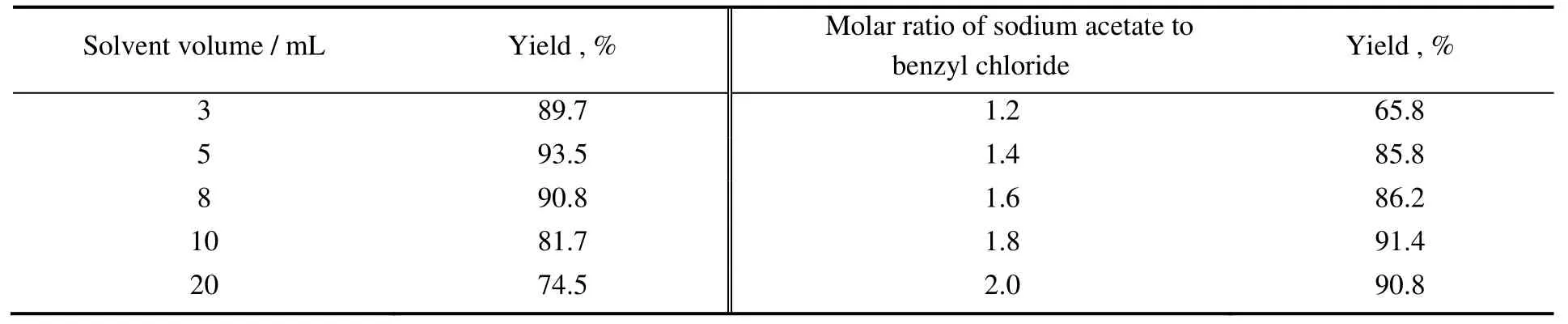
表2 溶剂用量和反应物料投料比对产率的影响Table 2 Effect of solvent volume and feed ratio on yield
在确定溶剂用量条件下,改变反应物投料比,考察了反应物物质的量之比对产率的影响,结果见表2。由表可看出:随反应物比增加,产率不断增大,当氯化苄与乙酸钠比为 1.0∶1.8 时,产率最大,为91.4 %;继续增加乙酸钠的量,产率略有下降。故反应物最佳物质的量之比为1.0∶1.8。
在确定溶剂用量和反应物投料比条件下,改变催化剂用量,考察了催化剂用量对产率的影响,结果见表3。从表3可知:随TBAB 用量增加,产率不断提高,当氯化苄与TBAB 的物质的量之比为1.00∶0.06时,产率达到最大(97.8%);继续增加TBAB 用量,产率逐渐下降。这可能是因为催化剂过量,导致副反应增多。故氯化苄与TBAB 物质的量之比为1.00∶0.06 较合适。

表3 催化剂用量对产率的影响Table 3 Effect of catalyst dosage on yield
2.3 反应的重现性和放大
在上述优化条件下,进行了5 次重复性实验,产率为96.9%~97.8%,平均产率为97.4%。表明反应有较好的重现性。将上述优化反应投料量放大5 倍,总投料量为91.4 g,产率为97.3%。在微波合成法优化出的原料用量和反应温度下,将该反应移至电加热套中进行。达到相同产率,需加热400 min,而微波辐射仅需要35 min,反应速率提高近12 倍。
2.4 剩余原料的重复使用
上述反应的乙酸钠用量过量80 %。为提高原料利用率,进一步研究了剩余原料的直接重复使用对产率的影响。反应结束后,水相中析出大量白色晶体。为使更多的乙酸钠继续反应,将水相置于50 ℃恒温30 min,热过滤出不溶解的白色固体,经红外鉴定为氯化钠。根据乙酸钠的溶解度曲线[12],40~50 ℃的乙酸钠溶解度(每100 克水中溶解的乙酸钠的克数)从47/100 增加到66/100。同时发现在0.298 g/mL 乙酸钠水溶液中,随着温度变化,氯化钠的溶解度几乎不变。根据同离子效应,由于乙酸钠溶解度增大,溶液中钠离子的含量剧增,使氯化钠的电离平衡向左移动,故析出氯化钠。
理论上,催化剂TBAB 在反应过程中不损失。实验发现,如果连续投料之前不向体系中补加TBAB,乙酸苄酯的产率会大大降低,减至40 %左右,故必须向反应体系中补加一定量的TBAB。分别向体系中补加不同量的TBAB,考察其对产率的影响,结果如图2所示。当补加TBAB 0.453 g,即占TBAB初始投料量2/3 时,乙酸苄酯产率同初次投料时产率相当。
通过上述讨论可知,反应结束,分离出有机相后,将剩余的水相置于50 ℃水浴中恒温30 min,热过滤,向滤液中补加氯化苄,反应消耗的乙酸钠(略过量),0.453 g TBAB,2 mL 水(反应和后处理过程中损失),继续按照上述优化条件进行反应。反应剩余原料重复使用5 次,产率仍接近93 %,见表4。
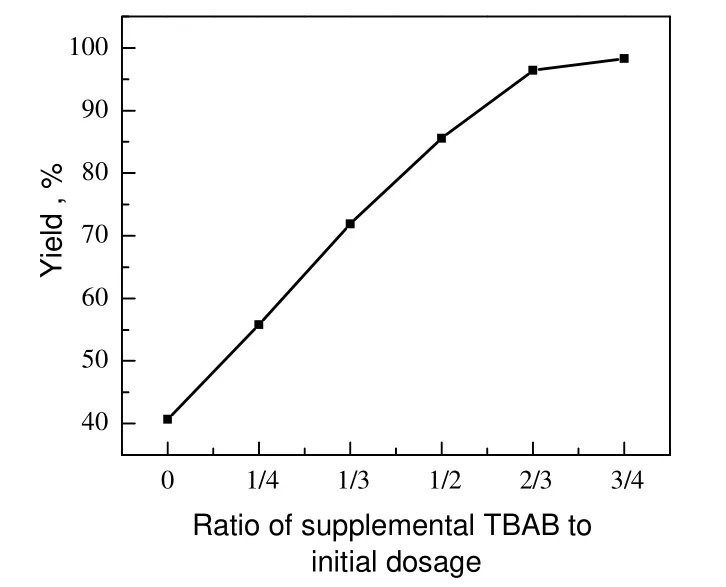
图2 补加TBAB 对产率的影响Fig.2 Effect of supplemental TBAB on yield

表4 反应原料重复使用对产率的影响Table 4 Effect of reuse of raw material on yield
3 结 论
研究了微波辐射相转移催化法合成乙酸苄酯,优化了其合成工艺,得到产物的产率约97 %,且其反应速率是传统加热法的12 倍,反应原料重复利用多次后,产率仍在92 %以上。该方法具有反应装置及操作简单,反应条件温和,反应速率快,产率高,反应原料可重复利用,后处理简单的优点,具有潜在的应用前景。
[1]方向臣, 黎元生, 刘全杰.化工过程强化技术是节能降耗的有效手段[J].当代化工, 2008, 37(1):1-4, 34.Fang Xiangchen, Li Yuansheng, Liu Quanjie.Application of process intensification for energysaving in chemical industry[J].Contemporary Chemical Industry, 2008, 37(1):1-4, 34.
[2]郑 成, 杨 铃, 陈建辉.微波辅助强化提取显齿蛇葡萄中二氢杨梅素的机理探讨[J].化工学报, 2006, 57(5):1198-1203.Zheng Cheng, Yang Ling, Chen Jianhui.Mechanism of microwave-enhanced extraction of dihydromyricetin from Ampelopsis Grossedntata[J].Journal of Chemical Industry and Engineering, 2006, 57(5):1198-1203.
[3]Orozco A, Ahmad M, Rooney D, et al.Dilute acid hydrolysis of cellulose and cellulosic bio-waste using a microwave reactor system[J].Process Saf Environ Prot, 2007, 85(5):446-449.
[4]Cecilia R, Kunz U, Turek T.Possibilities of process intensification using microwaves applied to catalytic microreactors[J].Chem Eng Process, 2007, 46:870-881.
[5]马空军, 贾殿赠, 孙文磊, 等.物理场强化化工过程的研究进展[J].现代化工, 2009, 29(3):27-31, 33.Ma Kongjun, Jia Dianzeng, Sun Wenlei, et al.Advances in physical fields used to enhance processes of chemical engineering[J].Modern Chemical Industry, 2009, 29(3):27-31, 33.
[6]张晓琳, 李保平, 王介强.微波辐照对制备Y3Al5O12纳米粉体的影响[J].中国粉体技术, 2008, 14(2):8-11.Zhang Xiaoling, Li Baoping, Wang Jieqiang.Influence of microwave irradiation on preparartion of Y3Al5O12nano-powder[J].China Powder Science and Technology, 2008, 14(2):8-11.
[7]Al-Harahsheh M, Kingman S, Somerfield C, et al.Microwave-assisted total digestion of sulphide ores for multi-element analysis[J].Anal Chim Acta, 2009, 638:101-105.
[8]Hansen T S, Woodley J M, Riisager A.Efficient microwave-assisted synthesis of 5-hydroxymethylfurfural from concentrated aqueous fructose[J].Carbohydr Res, 2009, 344:2568-2572.
[9]Kappe C O.Controlle microwave heating in modern organic synthesis[J].Angew Chem Int Ed, 2004, 43:6250-6284.
[10]Bogdal D, Loupy A.Application of microwave irradiation to phase-transfer catalyzed reactions[J].Org Process Res Dev, 2008, 12:710-722.
[11]刘光启, 马连湘, 刘 杰.化学化工物性数据手册(有机卷)[M].北京:化学工业出版社, 2002:69.
[12]程能林, 胡声闻.溶剂手册[M].第二版.北京:化学工业出版社, 1987:564.
猜你喜欢
当代化工研究(2023年16期)2023-09-11 04:24:45
能源与环境(2022年5期)2023-01-10 02:24:28
中学生数理化·高一版(2022年4期)2022-05-09 15:36:00
中国烟草学报(2021年4期)2021-09-26 07:30:38
煤炭与化工(2021年1期)2021-02-26 05:26:48
水泵技术(2021年4期)2021-01-22 03:31:13
山东煤炭科技(2018年1期)2018-12-05 08:22:22
军事文摘·科学少年(2016年10期)2016-12-08 16:22:36
浙江大学学报(工学版)(2016年9期)2016-06-05 09:20:57
当代化工研究(2016年5期)2016-03-20 16:21:29