非金属矿在冶金连铸保护渣中的综合应用研究
2013-11-14 02:38徐子勤吴治林王新江尹小冬亓丰源
中国非金属矿工业导刊 2013年1期
徐子勤,吴治林,王新江,尹小冬,亓丰源
(咸阳非金属矿研究设计院有限公司,陕西 咸阳 712021)
随着冶金工业的快速发展,冶金连铸技术以其高效、节能、易于实现自动化和智能化等优点,受到高度重视和发展,与之相配套的连铸保护渣的研究也得到了快速的发展,其主要原材料是非金属矿及其产品,因此,非金属矿的综合应用研究也越来越重要,已成为不可或缺的冶金辅助材料。
1 保护渣中的非金属矿物组成及作用
连铸保护渣主要由基料、熔剂材料和骨架材料组成,由多种非金属矿经过原料破碎、磨粉、制浆、研磨、喷雾造粒,制成的空心颗粒。它具有无粉尘、堆密度小、流动性好、成分均匀、不吸水及有利于自动加料等优点,是非金属矿在冶金工业中综合应用的重要体现。
连铸保护渣主要作用是减少通过渣膜的红外辐射传热量,同时不增加保护渣的结晶率和结晶温度,降低铸坯表面纵裂纹的发生机率,保证连铸工艺顺行和提高生产效率[1]。保护渣具有良好的润滑铸坯特性,能够显著降低裂纹敏感性钢连铸时铸坯表面的纵裂纹和皮下微裂纹,根据冶炼中钢的种类来调整各成分的配比。
1.1 基料中的非金属矿组分
连铸保护渣主要由硅灰石、石灰石、石英砂、萤石、锂辉石、石墨等几种非金属矿和工业用苏打等组成。其化学成分含量(%)为:CaO 28~42、SiO226~40、CaF210~20、Na2O 4~10、MnO22~8、Al2O3<6、C 2~10,CaO与SiO2的质量比为1.0~1.2,其中主要的化学成分是SiO2、CaO、Al2O3,在保护渣中占的比例是50%~80%(基料)[2-3]。
1.2 熔剂材料的组分及性能
主要组分为Na2O、Li2O、K2O、Na2CO3、CaF2、Li2CO3等,具有控制保护渣粘度和熔化行为的能力。
(1)碱度。
碱度是反映保护渣吸收钢液中夹杂物能力的重要指标,同时也反映了保护渣润滑性能的优劣,一般定义为组分中R(CaO/SiO2)的比值。通常碱度大,吸收夹杂物的能力也大,但随着它的析晶温度变大,将导致传热和润滑性能恶化[4]。
(2)粘度。
粘度是衡量保护渣润滑性能的重要指标。目前通常采用旋转法测定或根据经验公式计算。大多是测量其在1300℃条件下的值,常用保护渣的粘度为0.05~0.15Pa·s。粘度受化学成分和温度的控制,生产中主要靠助熔剂来调节。要想得到高质量铸坯且不发生粘结漏钢,必须要选择合适粘度的保护渣。保护渣粘度过低,渣液大量流入缝隙,造成渣膜不均匀,局部凝固变缓,导致凝固坯壳变形,引起纵裂和拉漏事故;粘度过大,会使铸坯表面粗糙[5]。
(3)熔化温度。
熔化温度是指以一定的升温速度使试样加热到由圆柱形变为半球形时的温度,包括烧结起始温度、软化温度(变形温度)、半球点温度和流动温度。实际应用中是将渣料制成锥形3mm×3mm的标准试样,在显微镜中测定。由于受保护渣的成分、碱度以及Al2O3含量等因素的影响,连铸生产中通常将保护渣的熔化温度控制在1200℃以下。熔化温度过高,润滑作用差且不均匀。
(4)结晶温度(析晶温度)。
结晶温度通常可以在测保护渣粘度时测得,在保护渣降温过程中,熔渣出现结晶现象,将这一点的温度称为结晶温度。它是影响凝固坯壳导热性能的重要参数,主要受化学成分的影响,尤其是碱度。对裂纹敏感性特强的包晶类钢种应使用结晶温度高的保护渣。
(5)熔化速度。
通常以一定质量试样在测定温度下完全熔化所需的时间来表示。保护渣在结晶器中的熔化速度与渣料的组成及熔化温度有关。它是实现保护渣在结晶器中形成合理的三层结构的重要参数。为改善保护渣的熔化均匀性,一般通过调整渣料组成及改进加工粉料工艺以及采用预熔渣等方法加以解决。
(6)表面张力和界面张力。
保护渣的表面张力是影响钢渣分离、渣液吸收夹杂物并使之从钢液中排除的重要参数。为了更好地将钢中夹杂物分离,钢液的表面张力应尽可能大,熔渣的界面张力应尽可能小。这取决于渣的化学成分,一般采用渣中的活性成分Na2O和CaF2来调整熔渣的表面张力。测定方法有静滴法、气泡最大压力法、悬滴法等[6]。
(7)密度。
密度大小直接影响到保护渣在结晶器中的保温性,同时也是防止钢水二次氧化的重要参数。测定时可取50g渣料经漏斗流入250mL的玻璃量筒内,测出体积后,可计算其密度。保护渣的堆密度一般为500~900kg/m3。
(8)粒度及颗粒尺寸分布。
粒度组成是最重要的参数之一,它对保护渣的熔化速度和钢液面上未熔化部分的绝热性能有重要影响。大多数保护渣基本组成部分的粒度在0.1mm左右,最小约为0.06mm,最大约为0.3mm。某些保护渣的最大粒度在0.32mm以上,但其比例不超过5%。
(9)铺展性。
理想的保护渣应具有良好的铺展性。它可均匀覆盖在结晶器中的钢水表面,利于形成均匀的熔渣层结构。它取决于保护渣的配方、粒度和水分等因素,一般可用一定容积内的保护渣从规定高度下漏到平板上铺散的面积来衡量。
(10)水分。
水分是供应商必须满足用户的一个最基本且十分重要的指标,当水分超标后不能使用。因为它直接影响到保护渣的熔化和使用特性,造成铸坯的皮下气孔等质量问题,严重时可使钢中增氢,导致漏钢的发生。通常要求在105℃条件下测得的含水量不大于0.5%。
(11)渣耗量。
渣耗量是衡量保护渣润滑状况优劣的重要指标。如果渣耗量偏低,则润滑不良,往往会导致漏钢。渣耗量取决于浇铸的钢种、铸坯尺寸、结晶器振幅和频率、拉速及保护渣自身的性能等[6]。
1.3 骨架材料(碳质材料)
碳(炭黑、焦炭、石墨等)具有控制保护渣熔速的能力,不同的钢种选用不同的保护渣,其成分的变化将影响保护渣的物理化学性能,详见下表。
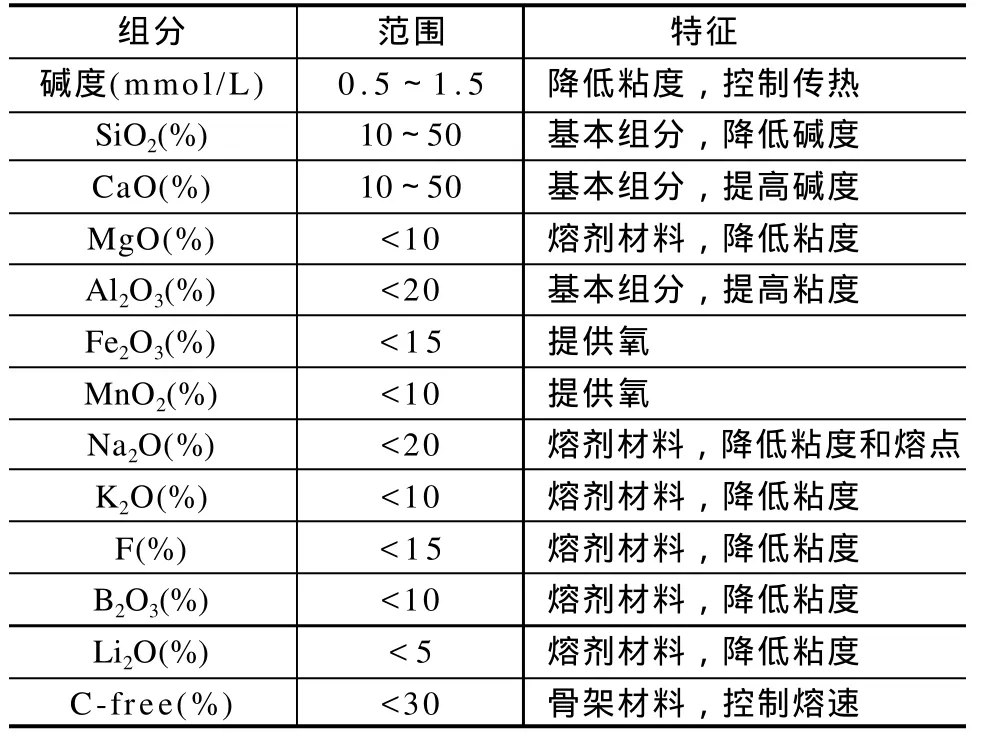
不同成分对保护渣物理化学性能的影响
1.4 保护渣在连铸过程中主要功能
(1)阻隔功能。
阻隔功能主要由渣液层完成,它可以隔绝空气和钢水的接触,阻隔了钢水的二次氧化,阻隔了富碳层和钢水的接触,避免铸坯表面增碳(低碳钢和超低碳钢表面增碳会产生脆坯),提高了铸坯表面质量,降低了钢的损耗。
(2)绝热保温。
绝热保温主要由固态渣完成,它可以大大改善工厂操作环境(热辐射),便于连铸操作。足够厚的固态渣层能更好的发挥保护渣的保温性能,防止结晶器钢液面上凝结成冷钢和浮钢。结晶器弯月面区域温度的提高将避免很多的问题和事故。如裂纹、铸坯表面气孔等。
(3)吸收、熔解杂物。
吸收、熔解杂物主要由液渣层完成,它能够有效吸收熔解夹杂物(系统耐火材料,脱氧产物等金属夹杂物),并且保护自身的性能不发生改变、净化钢水、提高铸坯表面的纯净度。保护渣的粘度低和某些成分控制适当对吸渣有利。
(4)润滑功能。
保护渣优良的润滑功能,能大大降低铸坯与铜壁之间的摩擦力,从而保证铸坯的顺利,为控制铸坯的速度不断提高提供保证。提高控制铸坯速度与工艺有关。此外与优良的保护渣也有关系。
(5)控制及均匀传热。
均匀传热:渣膜不能均匀的流入铜壁和坯壳之间,将造成传热的不均匀,所有裂纹的产生都是传热不均匀导致的。
控制传热:对于金包晶钢,应控制传热速度以降低包晶反应的程度,否则铸坯表面可能产生严重的裂纹[1]。
2 非金属矿物制备保护渣的应用
制备连铸保护渣将用到多种非金属矿原料,按其构成材料的功能可分成基料(水泥熟料、硅灰石、石英粉、长石、电厂灰、高炉渣、镁砂、玻璃粉等),熔剂(纯碱、冰晶石、萤石及含氟化合物等),熔速控制剂(炭黑、石墨和焦炭等)。保护渣必须有良好的物理及化学性能、合理的熔融特性及层状结构、稳定均匀的熔渣层,三者缺一不可。
咸阳非金属矿研究设计院有限公司研制的喷雾造粒生产保护渣流程为:原料破碎—配料—混合—制浆—研磨—干燥、造粒—筛分—成品包装。工艺配置如右图所示。
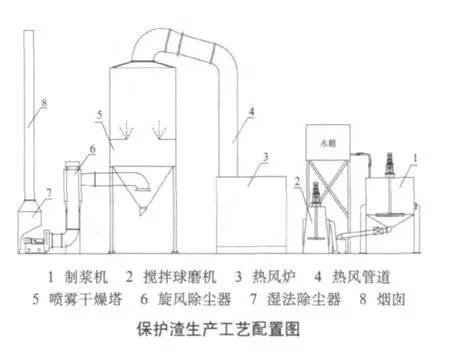
非金属矿原料经破碎、配料,高速搅拌制浆机、湿法搅拌球磨机研磨处理后,通过泥浆筛过滤,由柱塞泵送至干燥塔中部的压力式雾化器,压力式雾化器(压力喷枪)将料液均匀地雾化为60~80μm左右的雾滴群;在热风炉内混合燃烧后产生的热空气沿热风管道进入干燥塔顶部的分配器,呈螺旋状,均匀地在干燥塔内自上而上运动,热风与料浆雾滴群接触使水分迅速蒸发,干燥、造粒;颗粒大小与柱塞泵的雾化压力、喷孔板孔径的大小、喷雾角等因素有关,也与产品工艺、配方、料浆所添加的粘合剂等因素有关。干燥后的颗粒产品由干燥塔底部下料器输出;干燥后的尾气携带部分细粉进入袋式除尘器、湿法除尘器分离、收集,废气经烟囱排空。
3 喷雾造粒采取的节能措施
3.1 提高热风的进塔温度
在出塔温度恒定的条件下,热风的进塔温度(又称进风温度)越高,带入的总热量就越高,单位质量的热风传递给泥浆雾滴的热量就越多,单位热风所蒸发的水分也越多。在生产能力恒定不变的情况下,所需热风风量减少,降低了喷雾干燥制粉的热量消耗,提高了热风的利用率及热效率。但进塔热风温度不可过高(≤750℃),温度太高,就会烧坏塔顶分风器。
3.2 保持热风的出塔温度
在进塔热风温度一定的情况下,出塔热风温度越低,进出塔温差就越大,热风传递给泥浆用于干燥的热能就越大,所以热风利用率就越高。但排风温度也不可过低,低于150℃时粉料含水率达不到产品要求,影响正常干燥。
3.3 塔体密闭型控制
系统采用负压操作,若有漏风就会增加能耗,所以设备各部位及连接法兰处,热风炉、热风管道、排风管道的热电偶插孔,塔体上的负压测量孔,以及塔体下锥翻板下料器出料口,旋风除尘下料口等部位必须密封好,不能漏风。
3.4 热风炉的控制
热风炉是喷雾塔干燥造粒的热风源,其燃料消耗直接影响干燥成本的高低,是喷雾干燥塔节能的关键部分。热风炉效率主要取决于燃料是否完全充分燃烧,燃烧充分时,热效率最高。
3.5 泥浆的质量控制
(1)降低泥浆的含水率,干燥所需热量就少,但是含水率低的泥浆流动性又不好,流动性差雾化效果就差。为解决这一矛盾,加入合适的减水剂或电解质,来调节泥浆的流动性,同时降低泥浆的含水率。提高泥浆温度可有效降低泥浆粘度,改善泥浆雾化性能,防止因泥浆结晶而堵塞雾化喷嘴。
(2)泥浆雾化喷嘴的雾化角、喷射高度、喷枪角度都应控制在合适的范围内。一般雾化喷嘴的雾化角α为90~120°[7],喷射高度为4~4.5m,喷枪角度保持在110~120°之间,以保证喷雾料与热风可以进行充分的热交换。
4 结论
非金属矿原料用于生产连铸保护渣工艺技术是近几年才出现的。目前,我院已经将该工艺技术成功地应用在河南和江苏等地的高新材料公司连铸保护渣生产线上,不仅扩大了非金属矿的应用领域和价值,而且明显地提高企业的经济和社会效益,对建设资源节约型、环境友好型和可持续发展的和谐社会具有现实意义。
[1]刘承军,姜茂发.连铸保护渣的绝热保温性能[J].钢铁研究学报,2002,14(3):1-4.
[2]国家经济贸易委员会.YB/T 185-2001连铸保护渣粘度试验方法[S].北京:中国标准出版社,2004.
[3]国家经济贸易委员会.YB/T 186-2001连铸保护渣熔化温度试验方法[S].北京:中国标准出版社,2004.
[4]曾建华,李桂军,杨素波,等.低碱度高结晶率连铸保护渣的应用与研究[J].钢铁,2004,39(6):17-21.
[5]章耿,刘承军.高拉速连铸保护渣粘度特性的研究[J].炼钢,2002,18(3):33-36.
[6]蔡开科,程士富.连续铸钢原理与工艺[M].北京:冶金工业出版社,2002:361-375.
[7]金国淼.干燥器[M].北京:化学工业出版社,2008:202-203.
猜你喜欢
工业加热(2022年10期)2022-11-28
山东冶金(2022年4期)2022-09-14
上海金属(2022年3期)2022-06-01
中国金属通报(2020年21期)2021-01-04
安徽冶金科技职业学院学报(2020年2期)2020-08-04
中国科技纵横(2019年21期)2019-12-30
重型机械(2019年4期)2019-09-05
魅力中国(2019年35期)2019-01-13
中国非金属矿工业导刊(2015年5期)2015-12-22
安徽冶金科技职业学院学报(2015年3期)2015-12-02