高强瓦楞原纸生产线的设计及主体设备配置
2013-11-12 07:03杨树忠
天津造纸 2013年1期
杨树忠
(天津造纸厂有限公司 研发中心,天津,300350)
商品包装是流通和供应链中十分重要的一个环节,它是使商品能安全完好的从生产厂家送到消费者手中的重要保证,随着经济的发展尤其是零售业的发展,包装工业获得很大的发展。瓦楞材料是最重要的纸质包装材料,通常是由箱纸板和瓦楞原纸加工成瓦楞纸板,再用瓦楞纸板加工成各式各样的瓦楞纸箱。瓦楞原纸是生产瓦楞纸板的重要组成材料之一。瓦楞原纸要求抗张强度要好,纸面平整,有较好的环压强度和适宜的紧度,要求有一定的弹性,以保证制成的纸箱具有防震和耐压能力。国产瓦楞原纸分为A、B、C、D 四个等级,其主要指标见表1 。
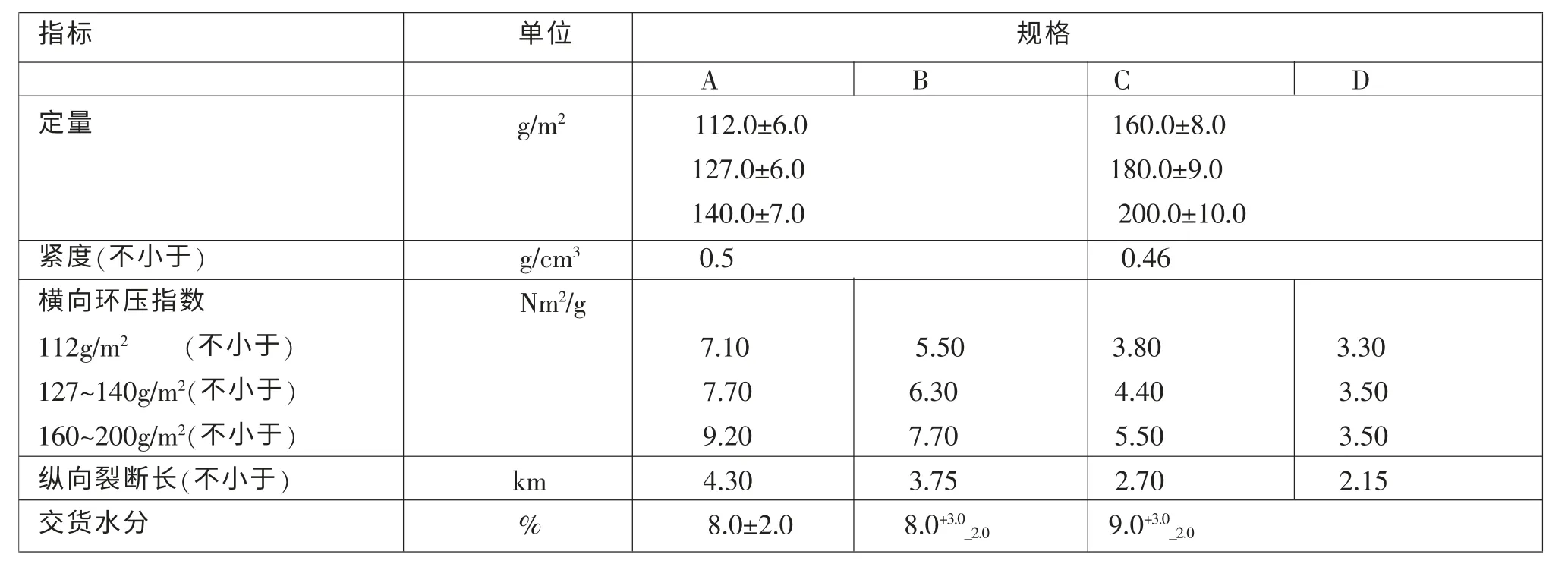
表1 瓦楞原纸规格
1 废纸处理工艺及主体设备的配置[1]
国内厂家使用11#美废AOCC(或俄废、日废、欧废)和国废OCC 做为主要原料经废纸处理后,用于抄造高强瓦楞原纸;使用的造纸机,当车速在250m/min 以下时,用圆网机的居多;当车速超过300m/min时,以叠网造纸机居多。本文介绍了一条日处理350吨AOCC/OCC 废纸及配有车速450m/min 二叠网造纸机的高强瓦楞原纸生产线,其工艺设计及主体设备配置介绍如下。
1.1 主要设备配备
⑴ 立式D 型连续水力碎浆机
水力碎浆机有卧式和立式两种,根据国内AOCC/OCC 的生产经验,采用立式D 型连续水力碎浆机更为合理,这种D 型连续水力碎浆机将水力产生的涡旋从中央移向一边,使一般在圆形槽中易悬浮并在水中旋转的大捆旧瓦楞箱纸板或其它混合废纸能迅速在D 形槽内下沉并为转子所破坏。本生产线选用的D 型连续水力碎浆机日生产能力350 吨。这种D 型连续水力碎浆机的底板孔径为15mm,操作温度一般为60℃。在疏解AOCC/OCC 时,保持一定的温度是重要的,因为每降低温度5.5℃将降低疏解能力5%,同时温度有利于污染物和纤维更有效的分离。
⑵ ZSC 型高浓除砂器
高浓除砂器的主要用途是除去废纸中的重杂质,如比重大于纸浆的金属、沙石等。由于采用3%~5%的高浓状态除渣,生产效率高,除渣能力强,能保护除砂器后面生产过程的疏解机、磨浆机等设备而延长它们的使用寿命。
⑶ ZDFF 型复式纤维分离机
这是一台多功能的废纸处理设备,相当于卧式水力碎浆机和卧式压力筛结合,集疏解、除杂、筛选功能于一体,一机多用,是废纸处理流程中理想的二级碎解、除渣、筛选设备。
⑷ ZSW 型高浓压力筛
高浓压力筛是一种卧式的压力旋翼筛,可以在1.5%~3%的浓度下筛选废纸浆,这样可以提高筛选效率和降低用水量。该机采用封闭型转子,厚筛鼓,避免了杂质的缠绕。其特点是筛选浓度高、动力消耗低、生产能力大。据国内使用厂家的经验,该筛只要保证一定压力的反冲洗水即可有效地除去废塑料等杂质。
⑸ ZSC 型中浓除砂器
目前国内已发展了大流量的中浓除砂器。本流程中使用中浓除渣器的目的是为了进一步去除废纸中的砂石等重杂质,以保护压力缝筛的筛板。
⑹ ZSB 型外流式波纹板压力筛
本流程使用的压力筛为缝筛,筛缝为0.3mm,能有效地除去浆中的立体杂质,以弥补孔筛的不足,是纸浆生产线中的关键设备。本流程采用的是国内近几年研制的ZSB 型外流式波纹筛,而且在国内厂家使用良好。一台用波纹筛板的筛浆机与一台用平面筛板其开口大一个档次的筛浆机相比,可以有较高的进浆浓度、略高的生产能力和较低的粗渣排放率。
⑺ ZSC 型重质锥形除砂器
在纸浆净化过程中,尽量除去浆料中夹带的细小重杂质,本流程使用的是近几年我国在消化、吸收国外先进技术的基础上设计,制造的产品,能够代替同类的进口设备,使用效率良好,所用的动力低、纤维流失少、除砂效率高。
⑻ NLS 型轻质除砂器
轻质除砂器可以有效地去除较轻的杂质如乳胶、聚苯乙烯和部分热熔性的物质。本流程采用的是由国内厂家研制、吸收国外先进经验的基础上开发成功的NLS 型轻质除砂器。
⑼ ZNW 型园网浓缩机
本流程采用的是新型重力式圆网浓缩机,网笼结构较原重力式有所改进,重量轻、刚度大,且采用了变频调速控制,提高了生产能力,降低了动力消耗。圆网浓缩机用于控制纸浆浓度时,其产量为2.6~3.5t/m2.d 。
⑽ ZNX/ZNJ/ZDR 型热分散系统
根据国内的使用经验,在处理AOCC/OCC 本色废纸生产瓦楞纸板时,热分散系统一般是放在流程的最末端,其目的是将废纸浆中的各种杂质扩散到肉眼看不到的程度,最终产品只要求有个匀整清洁的外观即可,而不要求白度。
热分散系统由ZNX 型斜螺旋浓缩机、ZNJ 型螺旋挤浆机、ZDR 型热分散机三台设备组成。斜螺旋浓缩机的工作原理是低浓浆料由进浆口进入筛鼓,在螺旋的推动下,由底部向上输送,水在重力作用下从筛孔流入箱体并从白水口排出,浓缩后的浆料由上部出口排出。螺旋挤浆机的工作原理是浆料由滤鼓上方一端的进浆口进入滤鼓,在旋转区具有一定压缩比的螺旋主轴挤压作用下,不断脱水并输送至浆口处排出,浆料中挤出的水,穿过滤鼓进入接水盘,从白水出口流出,在螺旋出料处设有气动推盘,可控制出浆压力,以调节出口浆浓度。斜螺旋浓缩机和螺旋挤浆机串联使用以达到热分散机所需要的浆浓度。
⑾ 多台Φ550 双盘磨串并联打浆
每组采用三台双盘磨串联打浆(其中一台备用)用于调节纸浆的打浆度。
1.2 废纸处理工艺流程
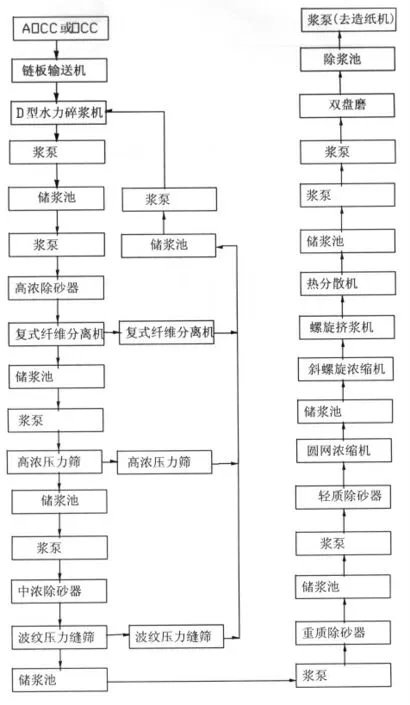
图1 废纸处理工艺流程图
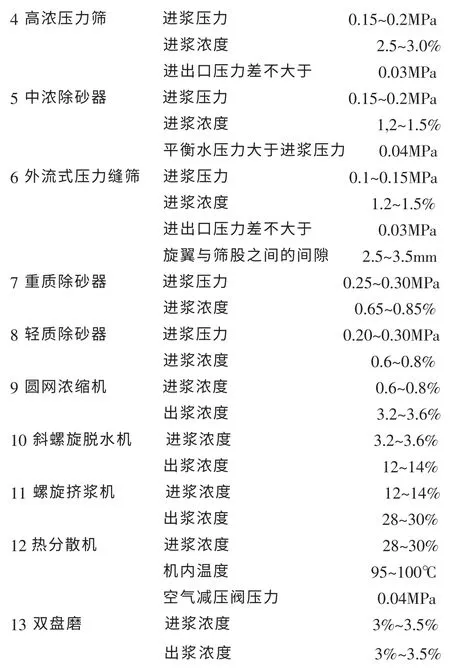
1.3 废纸处理工艺条件
2 高强瓦楞原纸的抄造
高强瓦楞原纸的抄造采用带有两套长网的叠网多缸造纸机。造纸机工作车速为450m/min,设计车速为500m/min,交流电机变频调速分部传动,双层厂房布置。
2.1 供浆系统
本机台的供浆系统由浆料的净化、稀释和泵送所组成。供浆系统的好坏与纸机成形质量有着密切的关系。因供浆系统而产生的纸病:例如,供浆不稳产生的纵向定量波动或尘埃超标,是纸机的调节所不能消除的。向造纸机提供流量稳定、浓度稳定、压力稳定、无气泡、低脉冲、均一洁净的浆料是供浆系统的基本任务。供浆系统为双套其每一套的主体设备选型如下。
(1) 机外白水槽[2]
在浆料的稀释上,本机台采用机外白水槽冲浆。与传统的网下混凝土白水池冲浆相比,机外白水槽冲浆具有如下的优点:①结构简单,占地面积小,操作方便。②槽体设有溢流口,槽内白水液位稳定,可避免冲浆泵吸入口产生压力波动。③白水在槽内有一气体释放过程,可有效避免空气进入浆内。白水槽主要供浆料稀释用,设备要求槽内白水液面下降的流速应小于0.14m/s,以便槽内白水中的空气有足够的时间上浮溢出。槽体容积应满足白水在槽内约有1min~1.5min 的停留时间。根据平衡计算,本机台选用35M3的机外白水槽。
(2) ZSB 型筛选设备
本机台选用外流波纹压力筛。该设备采用波纹筛鼓和新型旋翼,筛选效率高,并且能在旋转中产生负压脉冲自动清洗筛鼓,防止筛缝赌赛。根据供浆系统的生产能力及浆料的特征,本机台选用0.30mm 的ZSB 型外流波纹压力筛,可保证上网浆料的洁净。
(3) 冲浆泵
本机台选用扬程为25m 的低脉冲冲浆泵,并根据高强瓦楞原纸定量的变化,采用变频电机,以便精确地控制上网浆量,并节约冲浆泵的电耗。冲浆泵到流浆箱的配管也很重要,设计要点是如何正确的选择管中的流速。流速选低了浆料易絮凝并产生气体,流速选高了浆流易振动。文献[3]推荐的流速在1.5~4.5m/s 之间,文献[4]推荐的流速在2.15~4.5m/s 之间,文献[5]推荐的流速在1.5~2.4m/s 之间。本机台取了一个折中值2.15~2.4m/s,并按这个速度配管。
2.2 纸机抄纸系统
2.2.1 两套匀浆辊气垫式流浆箱
上下长网各用一套气垫式流浆箱。流浆箱由锥管型布浆器、匀浆辊、唇口装置、箱体及支架、气垫压力控制系统组成,流浆箱上浆浓度0.6~0.9%,唇宽4400mm,其主要优点是结构紧凑、上浆匀度好。
⑴ 使用锥管型布浆器。早在60年代,在美国弗尼吉亚州的弗尼吉亚制浆造纸厂的实验室中进行了一项重要的研究工作。研究结果是制造出了一个锥形多管布浆器,该锥形管从纸机的一侧倾向另一侧,并以许多细长的小径支管送进流浆箱。这个带循环的锥形多管布浆器,解决了以前管道进浆不能均布于纸机全福的难题。尤其是在高车速的条件下多管布浆器的使用已是目前所有新兴流浆箱的共同特点。
本机台锥管布浆器的设计要点是:①过度管长度推荐6~8 倍的管径,流速在1.8~2.6m/s 的范围之内。②锥管由厚2.5mm 不锈钢板制造,外部有加强筋,两端有压力指示表。配有压力平衡管。可整体翻开清洗。锥管部分的设计参数国内外普遍采用拜钠斯方程及其修正直线法选定。③总管进口设计速度为2.6~3.1m/s 。④支管和总管的加速比应大于1.5~3 。⑤回流量通常按5%~15%考虑。
⑵ 使用匀浆辊[3][4][6]。匀浆辊装置设有30%开孔率闸辊和50%开孔率喉辊两根,为避免出现浆道子,本机台的匀浆辊孔排列形式采用双螺线排孔,机械蜗轮箱调速,可在9~50 转/分之间按工艺要求无极调速。匀浆辊配合应用锥管布浆器有较好的整流效果。匀浆辊的整流机理是浆流进出孔辊的孔眼,受到收缩和扩散,使浆流产生湍动,浆料得以分数。
匀浆辊在实际运行中也存在湍动尺度较大的问题,对整流效果有一定的影响,设计不好会使纸面产生浆道子,而且匀浆辊两端浆料流动不稳定,造成流浆箱边缘流动波动。浆料通过旋转的匀浆辊会产生一定的波动,经过一段距离才会消失,影响匀浆辊波动的原因很多,Mardon 等人进行了这方面的研究工作。他们提出了一个在匀浆辊流浆箱上确定波动长度的公式,这个公式在国内外得到了广泛使用,因为波动长度是匀浆辊设计的关键,该公式表示如下。
L=(k/138)(v4/3d1/2)/D1/3
L-----波动距离mm
k-----波动系数
v----通过匀浆辊孔眼的浆流流速m/min
d-----匀浆辊小孔直径mm
D----匀浆辊直径mm
在公式中,k 系数与匀浆辊的开孔率和直径有关。一股地说,开孔率50%的匀浆辊,对于25 毫米的孔径,k 系数为28 ;对22 毫米孔径,k 系数为27;19 毫米孔径的k 系数为26 。如果开孔率小于50%,k 系数变化很大,对于40%开孔率的匀浆辊,孔径25 毫米时,k 系数为48 。
设计时,从匀浆辊到网面的距离L 要恰到好处。距离过长浆流湍动消失,浆料在上网后会形成大的浆团,使网上成形匀度恶化;L 距离过短,浆流湍动波动仍较大时就上网,会把较大的波动带到网面上而使湿纸页产生浆道子,造成质量不良的纸张。实际的L 距离要考虑到长网纸机的车速、流量、浆种和纸种对L 长度的影响,设计时一定要经过必要的修正后才能最后确定下来。
匀浆辊的间距,即侯辊与闸辊之间的距离决定了流浆箱浆池的长度。这个长度必须以通过辊筒后的浆料在达到下一个匀浆辊之前,对浆料有理想的分散效果的恰好距离,因为匀浆辊对浆流所产生的波动要经过一段距离后才能消失,如果间距安排不当,距离太近没有足够的消能时间,这种波动会随浆流带上网,影响纸页的成形。若辊间距太远,湍流过早消失,纤维产生絮凝,又失去整流的意义。辊间距与开孔率有密切的关系,如表2 所示。按一般的标准,两匀浆辊之间的中心距离为前段匀浆辊孔径的10~20 倍。

表2 辊间距(b 匀浆辊孔边之间的距离)
(3) 唇板
流浆箱的上唇板为双关节结构,可以调节唇板开度及前后位置,上唇板出口处设有直立小唇板,直立小唇板配有精密的蜗轮百分表显示的微调机构,小唇板开度调节开度采用手动涡轮箱。
(4) 箱体
流浆箱底座为铸铁材料,底座前覆有不锈钢,以档胸辊向后甩出的水。流浆箱箱体用不锈钢氩弧焊接制作,箱体内配一根喷雾管,材料为不锈钢。流浆箱的操作侧墙板及后墙板配有可以打开的视镜。流浆箱箱体流道横断面按0.25m/s 浆流速设计。
(5) 流浆箱的压头控制
气垫流浆箱总压头的变化,可引起浆速的变化。而气垫流浆箱总压头是由恒定的浆位形成的液体压头和流浆箱密闭箱体内的气垫压力形成的压头叠加而成的,即液位压头和气垫压头形成了总压头。根据不同的车速,要求有不同的气垫压力,在流浆箱箱体上有一总压指示器,可以根据车速与总压的换算关系对应调整[4][6]。浆速与理论压头对应关系见表3 。
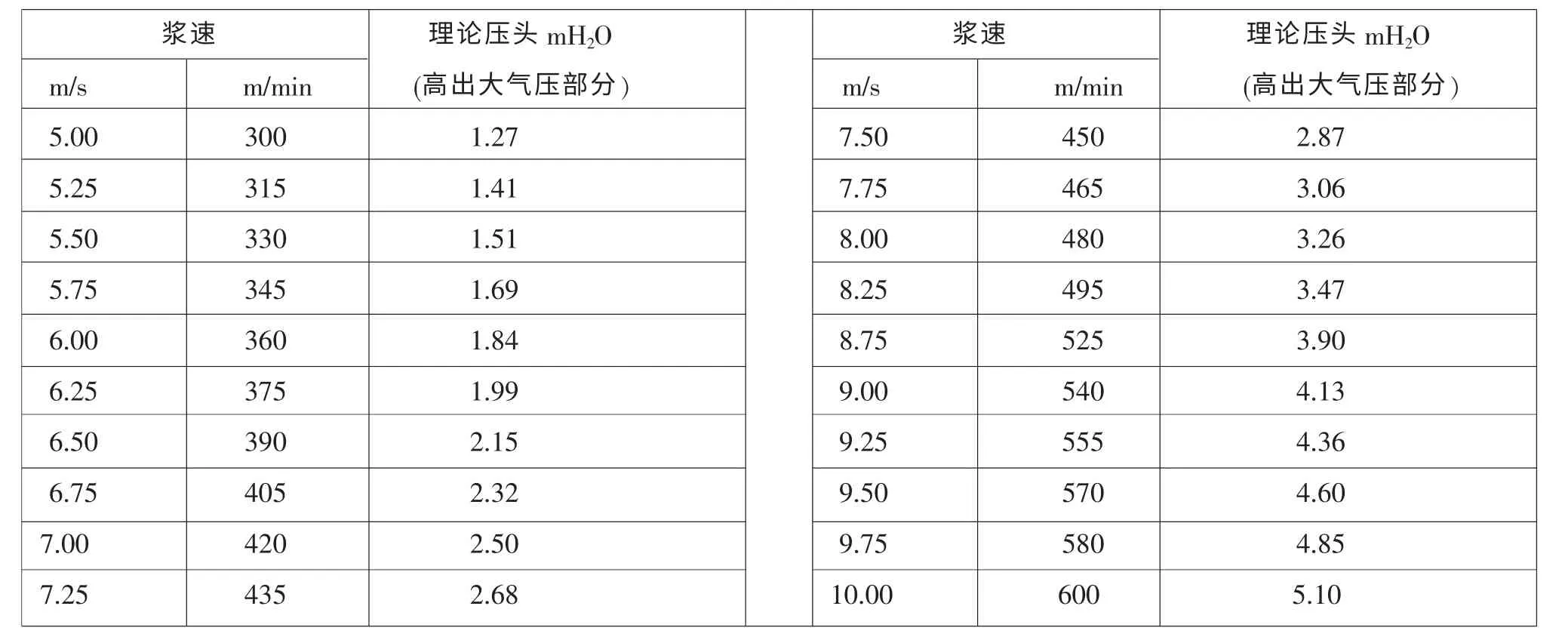
表3 浆速与理论压头对应表
为了有效地避免及抑制所需气源的压力波动而导致总压的波动从而导致纸张的纵向定向波动,要求气垫所需的气源首先进入一个容积较大的气灌进行缓冲,气罐需10 立方米左右,并且配置一个一英寸的阀门,平时以适当的开度开着,以平抑气源的波动。通过储气罐和流浆箱内腔空间的缓冲及适当地排气,气源的波动可得到有效控制。浆位的恒定主要由装在传动侧的浆位调节装置来调节,这套装置为机械式调节装置,简单实用,造价低。其原理就是在浆位的水平面上开有一个偏心圆孔,当由于浆泵及总压波动导致浆位有波动时,浆位的上下波动导致跑气量及跑浆量的相反变化,即如浆位在恒定线下,则跑气量偏多,跑浆量少。这样,势必使气垫下降,总压下降,从而又使浆位向上偏移,从而使浆位在永不停止的波动中保持相对的液位恒定。
2.3.2 网部
在纸板生产中,如果质量方面允许,成形部的层数最小化是一种节能途径。典型案例是德国和波兰新建的挂面纸板/瓦楞纸板机,这两家工厂采用两层流浆箱和一个夹网成形器的技术方案[9]。本造纸机网部采用二叠网形式上浆,见图2。
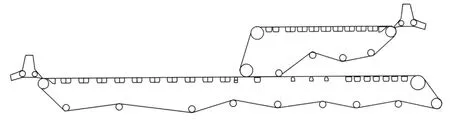
图2 二叠网简图
该纸机网案宽 4400mm,上网网案长8500mm,下网网案长24000mm,最大网张力6kN/m,设计网张力7kN/m。网部由聚酯成形网、辊类、脱水元件、各种附属器件组成,具体规格见表4、表5、表6。网案台架采用悬臂换网结构。台架的大梁、中间梁外覆不锈钢;悬臂梁、定位梁、立梁、机架为不锈钢和型钢焊接不锈钢相结合。网部白水盘为不锈钢结构,白水盘分上、下两层布置,不锈钢支撑梁上铺2mm 不锈钢白水盘;承水盘为不锈钢焊接结构。网部真空管路由真空总管、支管、汽水分离器、真空调节阀、真空表等组成,真空管路采用高位布置[7][8][9]。真空总管和支管材料为不锈钢,真空泵及其他器件也用不锈钢材质。
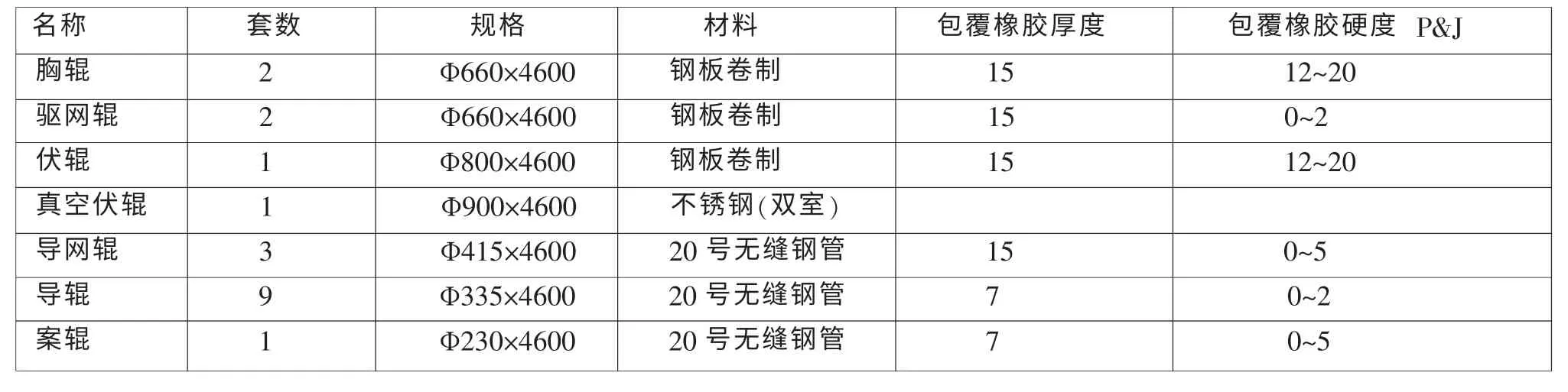
表4 辊类元件[6][7][8]
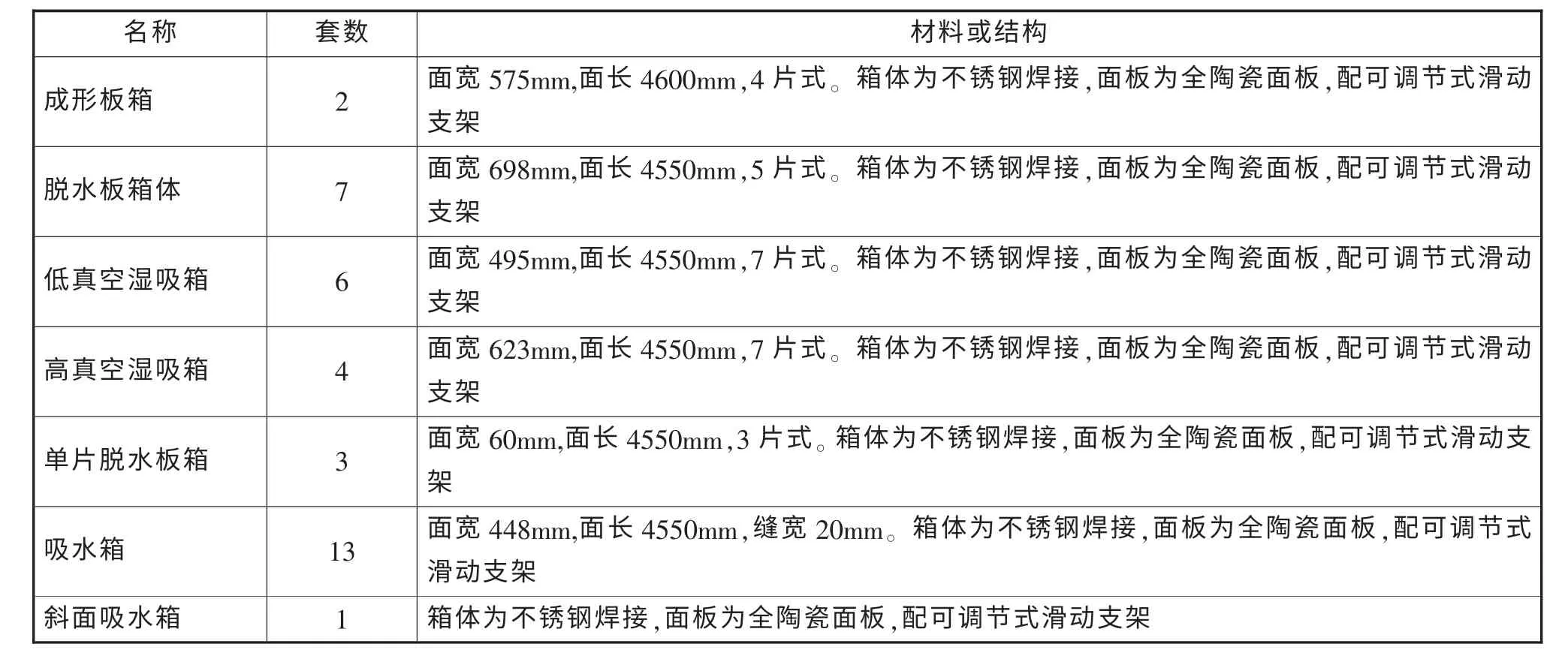
表5 脱水元件[6][7][8]
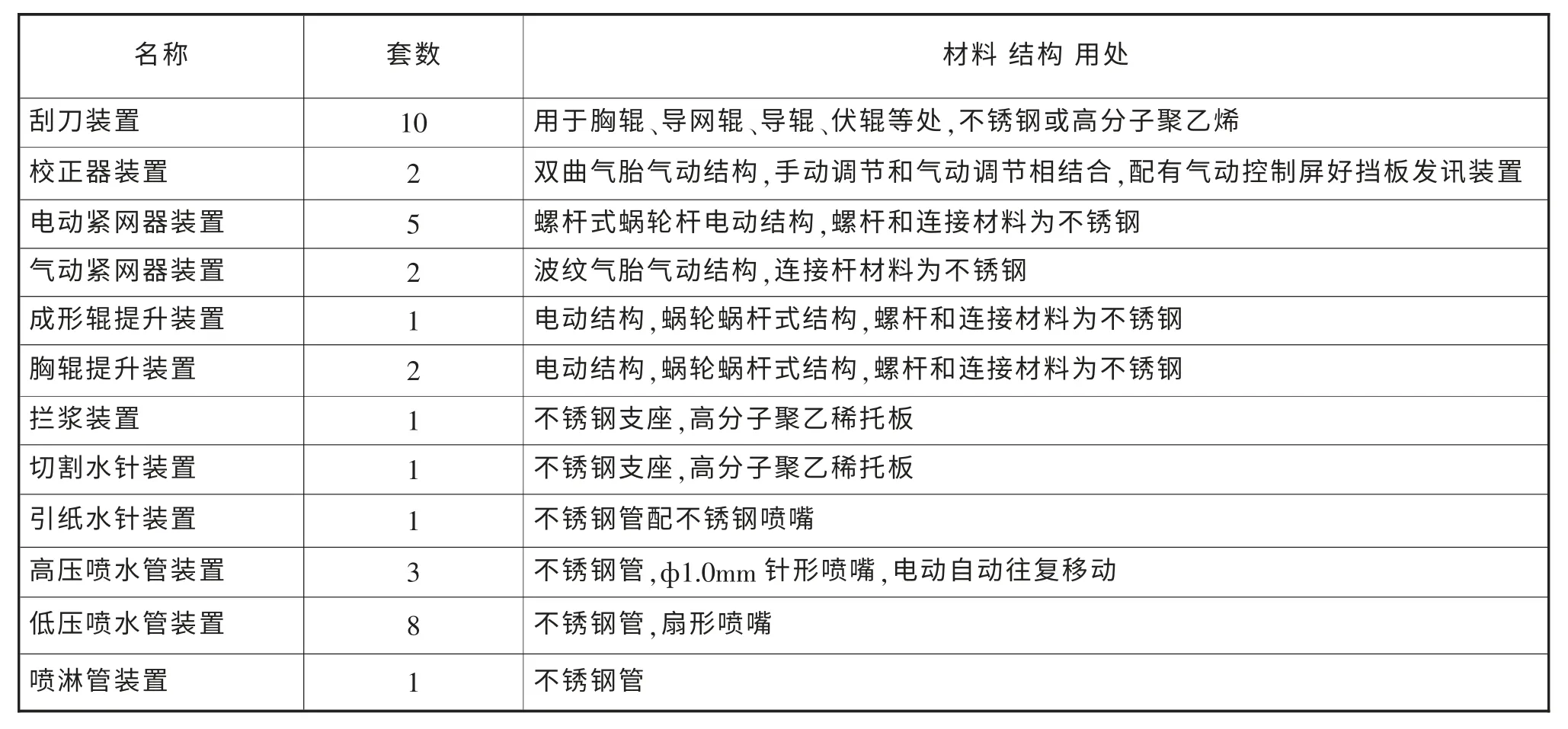
表6 辅助器件[6][7][8]
2.4 压榨部
2.5 干燥部
2.5.1 干燥部主体设备的配置[8]
干燥部由44 只ф1800×4350mm 的烘缸组成。封闭齿轮箱传动,轴承采用稀油站润滑。配有型钢支架及铝板罩板的全封闭气罩。设计干网张力:5KN/m。缸体及辊类结构参数如下:

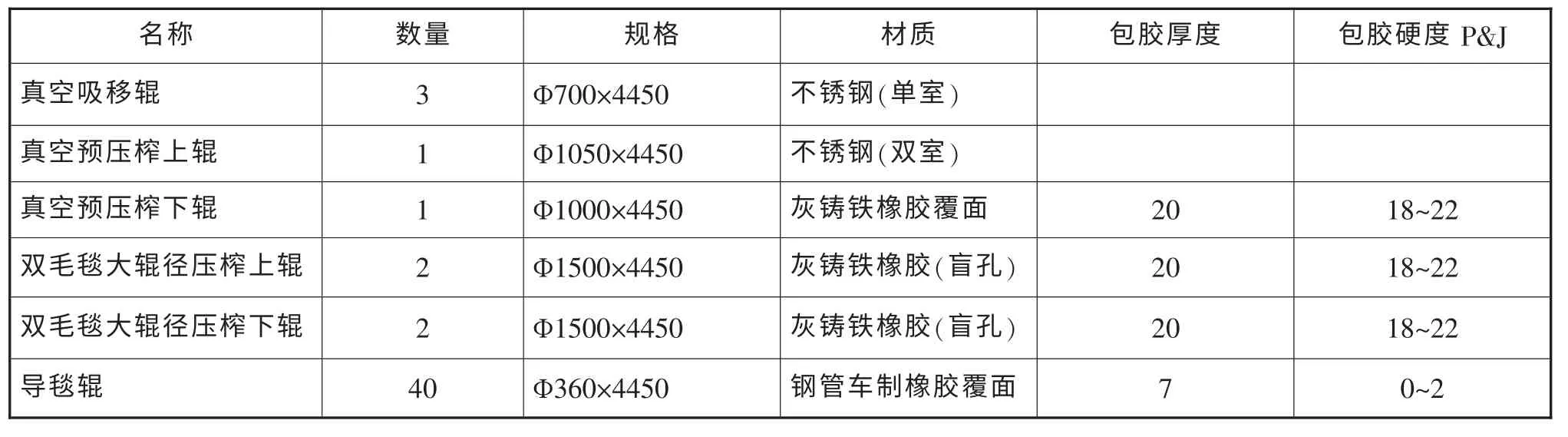
表7 压榨辊与导毯辊[6][7][8]
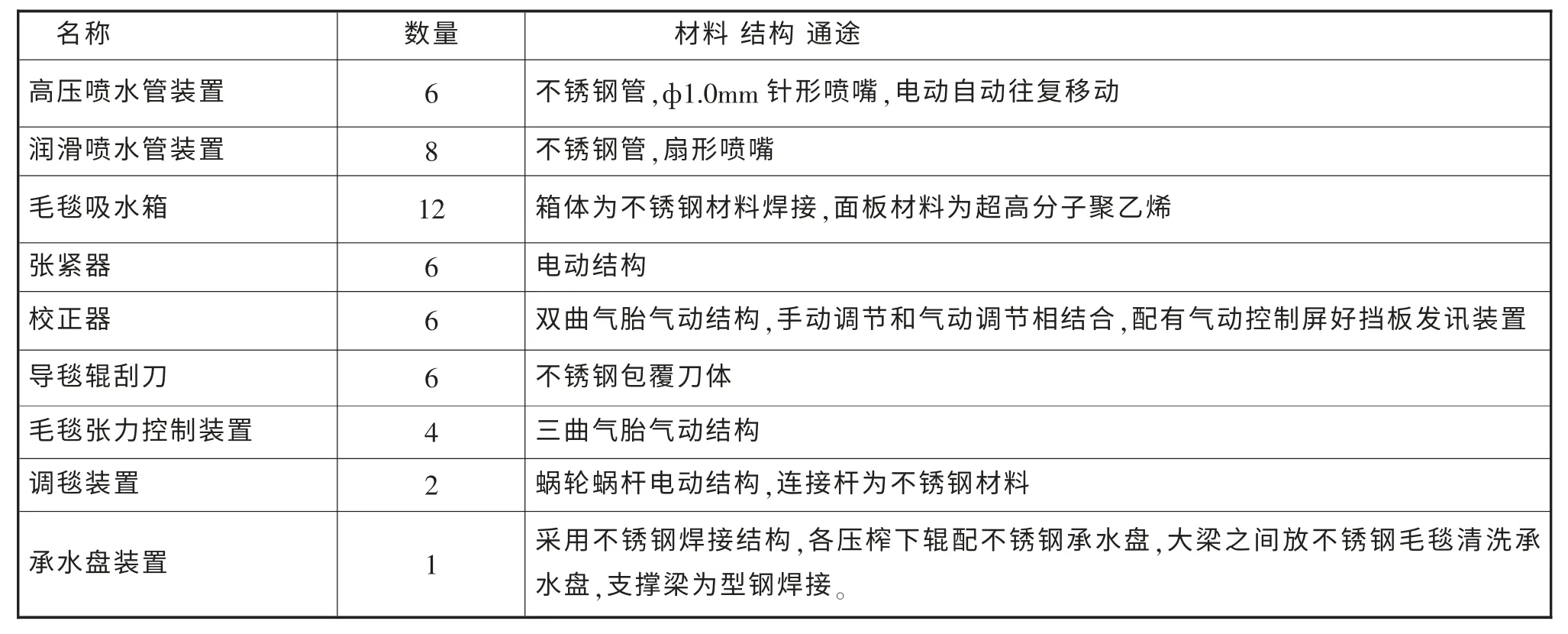
表8 压榨辅件[6][7][8]
D 其他辅助器件见表9
2.5.2 干燥部蒸汽和凝结水系统[8][4]
为提高干燥效率和方便操作,这台纸机采用了热泵通汽系统。国内90年代以来,热泵开始在新型纸机的多段通气中普遍使用,使纸机的干燥效率获得了进一步提高。用热泵后,低压蒸汽借助于高压蒸汽在热泵中的混合与升压,使之成为中压蒸汽,而后回到本段烘缸作为热源。这种系统对每个烘缸提供完全独立的压力控制并可自由地分配烘缸。图3为这台纸机的热泵通汽系统简图。
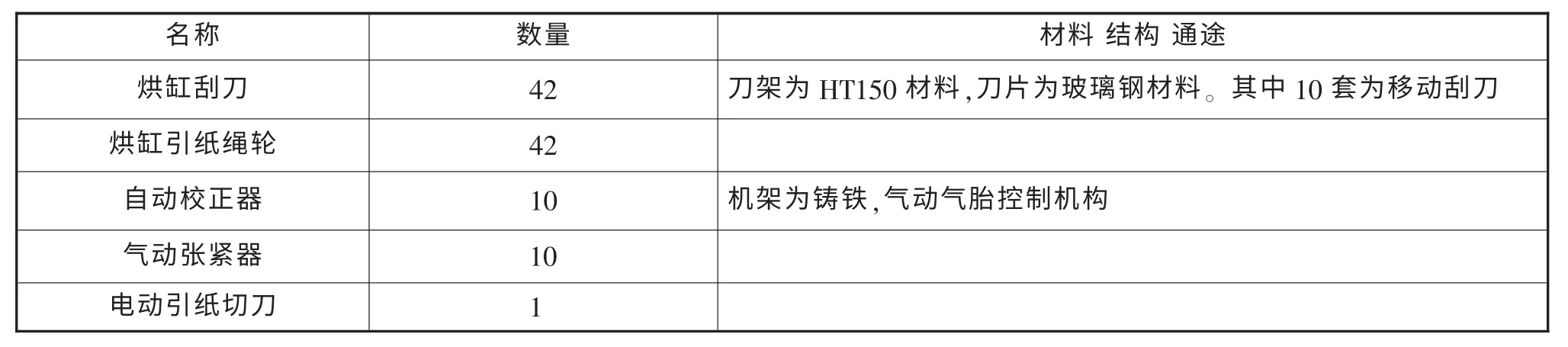
表9 干燥部辅助器件
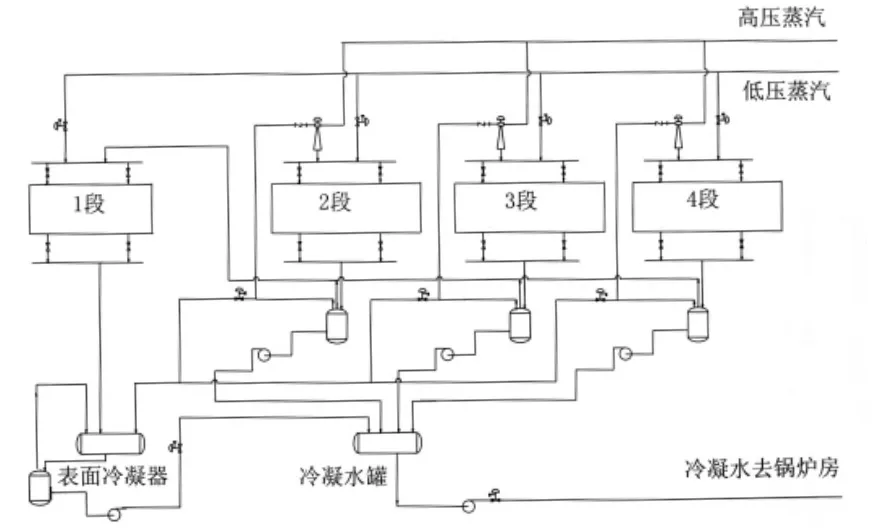
图3 热泵供汽系统
本机台热泵通汽与之相配套使用的是旋转虹吸式排水装置,在虹吸管靠近烘缸内表面附近设有排汽孔,这个排气孔允许蒸汽夹带凝结水从虹吸管中排出,这就是“喷吹蒸汽”。喷吹蒸汽的存在有利于冷凝水和不凝气体的排出。为了使喷吹蒸汽顺流的通入虹吸管,在虹吸管设计时采用了下述两种方法:①在虹吸管上开有直径6mm 的汽孔,使一部分蒸汽从该汽孔进入,蒸汽在虹吸管内形成20~50m/s 的流速,形成压力降,使烘缸内的凝结水和不凝气体迅速排出。②虹吸管的吸水头设计成喇叭状,吸水口表面积为排水管径的3.5 倍,吸水口与烘缸内壁的距离控制在2mm 左右,这样可以提高排水能力。采用喷吹蒸汽排水,在冷凝水中含有16%~30%的未凝结蒸汽,采用热泵技术可以充分利用这部分汽体。
2.6 瓦楞原纸的卷取、白水回收及废水处理
瓦楞原纸的卷取使用水平式卷纸机1 台,卷纸机缸面宽4200mm。高效浅层气浮白水回收机2 台,回收的白水供废纸处理和抄纸机使用。气浮后的多余废水经初级沉淀后,再采用耗氧加厌氧的方法进行生物二级处理,厌氧塔产生的甲烷气体供锅炉燃烧,处理后的水质达到国家造纸工业废水排放要求后再排放。
3 结语
以AOCC/OCC 为原料生产高强瓦楞原纸,在国内生产中遇到的主要问题就是胶粘物对整个生产系统的不利影响,这在白水回收和利用的设计上应给与充分的重视。其次,层间结合是叠网纸机的一个重要问题,纸板脱层要比圆网机厉害的多,目前解决纸板脱层的办法是:首先,两湿纸页在层间结合处的干度要尽可能的低,带来的缺点是由于车速波动等因素易使各层纸页在结合时易受到损伤。其次,提高两湿纸页在层间处的压力,带来的缺点是结合压力太高易在纸页的表面留下网痕。第三,层间噴加淀粉提高结合强度。本机台在设计上考虑了喷加淀粉装置,以便在应用前两种方法消除纸张脱层效果不佳时,以利于在层间喷加淀粉来解决纸张脱层问题。
[1]陈庆蔚 编著.当代废纸处理技术[M].北京:中国轻工业出版社,1999
[2]苗林,李洪荣.单泵机外白水池流送系统的设计探讨[J].中华纸业,2006,27(2):78-80
[3][日]石黑久三郎 著,张尔聪 译.最新造纸技术的理论与实践[M].北京:轻工业出版社,1989
[4][美]B.A.紹帕编,曹邦威译.最新纸机抄造工艺[M].北京:中国轻工业出版社,2009
[5][日]纸浆造纸技术协会 编,王燕生,周文莺 译.纸的抄造[M].北京:轻工业出版社,1989
[6]王忠厚 主编.制浆造纸工业计算手册[M].北京:中国轻工业出版社,1994
[7]马伯龙 编著.造纸机原理结构与设计[M].北京:轻工业出版社,1985
[8]陈克复 主编.制浆造纸机械与设备[M].北京:轻工业出版社,2005
[9]聂小荣.美桌制浆造纸新技术[J].中国造纸,2009,12:56-61
猜你喜欢
商品与质量(2019年45期)2019-06-16
VOGUE服饰与美容(2019年4期)2019-06-11
作文与考试·小学高年级版(2019年10期)2019-05-09
电子技术与软件工程(2019年1期)2019-01-30
青春期健康·家庭版(2018年3期)2018-04-12
青春期健康(2018年6期)2018-03-27
造纸化学品(2017年1期)2017-01-21
中国造纸(2015年6期)2015-01-26
中国造纸(2014年1期)2014-03-01
中国造纸(2014年1期)2014-03-01