基于PLC 的T68 镗床电气控制系统的技术改造——为天津造纸机械有限公司设备改造
2013-11-12 07:03夏春茂贾宝媛
天津造纸 2013年1期
夏春茂 贾宝媛
(天津渤海职业技术学院,天津,300220)
1 T68 卧式镗床的主要结构与运动形式
T68 镗床主要用于孔的精加工,它可以进行钻孔、镗孔、扩孔、铰孔及加工端平面等,使用一些附件后,还可以车削圆柱表面、螺纹,装上铣刀可以进行铣削。T68 型卧式镗床主要由床身、前立柱、镗床架、后立柱、尾座、下溜板、上溜板、工作台等几部分组成。其结构如图1 所示。
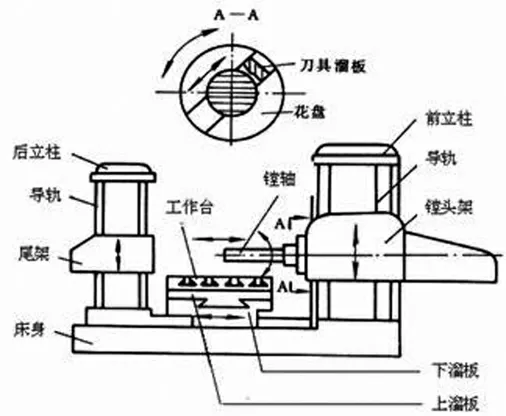
图1 T68 卧式镗床结构图
1.1 主要结构
镗床在加工时,一般是将工件固定在工作台上,由镗杆或平旋盘(花盘)上固定的刀具进行加工。
1)前立柱:固定地安装在床身的右端,在它的垂直导轨上装有可上下移动的主轴箱。
2)主轴箱:其中装有主轴部件,主运动和进给运动变速传动机构以及操纵机构。
3)后立柱:可沿着床身导轨横向移动,调整位置,它上面的镗杆支架可与主轴箱同步垂直移动。如有需要,可将其从床身上卸下。
4)要作台:由下溜板,上溜板和回转工作台三层组成。下溜板可沿床身顶面上的水平导轨作纵向移动,上溜板可沿下溜板顶部的导轨作横向移动,回转工作台可以上溜板的环形导轨上绕垂直轴线转位,能使要件在水平面内调整至一定角度位置,以便在一次安装中对互相平等或成一角度的孔与平面进行加工。
1.2 卧式镗床加工时运动形式
1)主运动:主轴的旋转与平旋盘的旋转运动。
2)进给运动:主轴在主轴箱中的进出进给;平旋盘上刀具的径向进给;主轴箱的升降,即垂直进给;工作台的横向和纵向进给。这些进给运动都可以进行手动或机动。
3)辅助运动:回转工作台的转动;主轴箱、工作台等的进给运动上的快速调位移动;后立柱的纵向调位移动;尾座的垂直调位移动。
1.3 T68 型卧式镗床运动对电气控制电路的要求
1) 主运动与进给运动由一台双速电动机拖动,高低速可选择;
2)主电动机要求正反转以及点动控制;
3)主电动机应设有快速准确的停车环节;
4)主轴变速应有变速冲动环节;
5)快速移动电动机采用正反转点动控制方式;
6) 进给运动和工作台水平移动两者只能取一,必须要有互锁。
2 T68 卧式镗床的电气控制线路
T68 卧式镗床的运动情况比较复杂,控制电路中使用了较多的行程开关,电气控制电路所用电器元件如表1 所示:
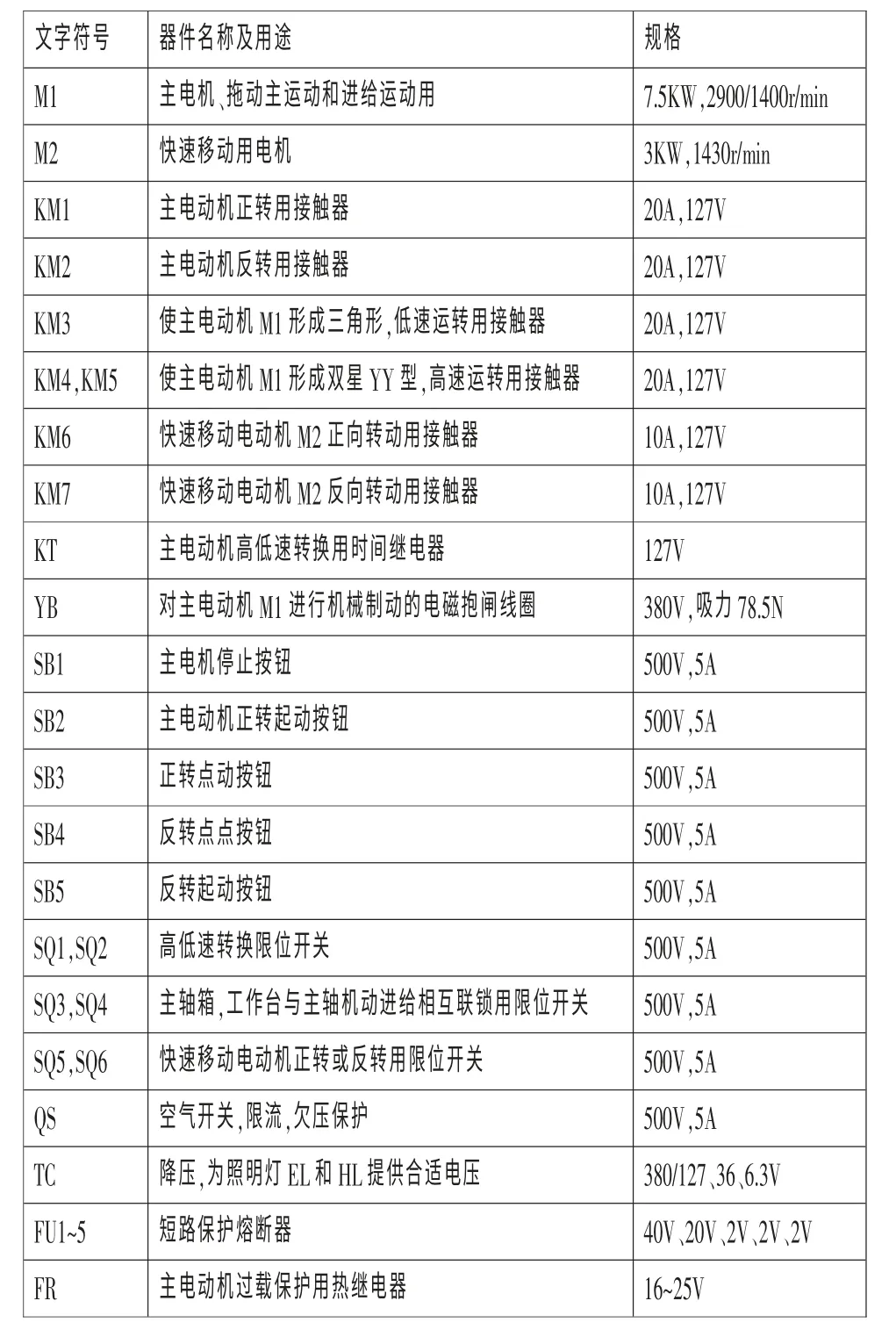
表1 T68 卧式镗床电气控制电路电器元件
2.1 主电路工作原理
T68 卧式镗床接触器-继电器控制电路原理图如图2 所示。T68 卧式镗床主电动机M1采用双速电动机,由接触器KM3、KM4和KM5作三角形/双星形变换,得到主电动机M1的低速和高速。接触器KM1、KM2主触点控制主电动机M1的正反转。电磁铁YB用于主电动机M1断电抱闸制动。快速移动电动机M2的正反转由接触器KM6、KM7控制,由于M2是短时间工作,所以不设置过载保护。
2.2 控制电路工作原理
(1) 主轴电动机M1的正、反转控制12 区中的行程开关SQ3、SQ4在正常情况下是压合的。
①主轴电动机M1低速控制:将T68 卧式镗床高、低速手柄扳倒“低速”档位置,13 区中的行程开关ST9断开。按下主轴电动机M1正转启动按钮SB2,中间继电器K1通电闭合,继而接触器KM3通电闭合;18、19 区中K1和KM3的常开触点闭合,使接触器KM1通电闭合,22 区中KM1的常开触点接通接触器KM4线圈电源,主轴电动机M1接成Δ 形接法低速正转。按下主轴电动机M1的停止按钮SB1,主轴电动机M1反接制动停止。按下主轴电动机M1的反转启动按钮SB3,中间继电器K2通电闭合,继而接触器KM3通电闭合;19 区中K2和KM3的常开触点闭合,使接触器KM2通电闭合,23 区中KM2常开触点接通接触器KM4线圈电源,主轴电动机M1接成Δ 形接法低速反转。按下主轴电动机M1的停止按钮SB1,主轴电动机M1反接制动停止。
②主轴电动机M1高速控制:将T68 型卧式镗床高、低速手柄扳倒“高速”档位置,13 区中的行程开关SQ9被压合。按下主轴电动机M1正转启动按钮SB2,中间继电器K1通电闭合,继而接触器KM3、时间继电器KT、接触器KM1、KM4通电闭合,主轴电机M1接成Δ 形接法低速正转启动。经过一定时间,时间继电器KT 动作,接触器KM4失电释放,接触器KM5通电闭合,主轴电动机M1接成YY 形接法高速正转运行。按下主轴电动机M1的反转启动按钮SB3,中间继电器K2通电闭合,继而接触器KM3、时间继电器KT、接触器KM2、KM4通电闭合,主轴电动机M1接成Δ 形接法低速反转启动。经过一定时间,时间继电器KT 动作,接触器KM4失电释放,接触器KM5 通电闭合,主轴电动机M1接成YY 形接法高速反转运行。
③主轴电动机M1制动停止控制:正转制动控制:档主轴电动机M1高、低速正向启动运行,其转速达到120r/min 时,21 区中的速度继电器KS2正转动作常开触点闭合,为主轴电动机M1的制动做好了准备。按下主轴电动机M1停止按钮SB1,接触器KM1失电,接触器KM2及KM4得电闭合,主轴电动机M1串电阻R 反转反接制动。当转速下降至100r/min 时,KS2正转动作常开触点断开,接触器KM2、KM4断电释放,主轴电动机M1完成正转反接制动控制。反接制动控制:当主轴电动机M1高、低速反转启动运转,其转速达到120r/min 时,14 区中的速度继电器KS1反转动作常开触点闭合,为停车反接制动做好了准备。其他的过程同正转制动。
④主轴电动机M1点动、变速控制:分别按下按钮SB4或SB5,主轴电动机M1可正向或反向点动运转。当拉出主轴变速操作盘,想成开关SQ3复位,KM3失电释放,使得KM1或KM2及KM4或KM5失电释放,主轴电动机M1停转。转动主轴变速操作盘,调整转速后,将操作盘压回原位。若主轴变速齿轮不能很好的咬合,则将压下行程开关SQ6,主轴电动机M1作短时的冲动,使主轴变速齿轮能很好的咬合。
(2)进给电动机M2的控制
①机床工作台的纵向和横向进给:将快速手柄扳至快速正向移动位置,行程开关SQ8被压下,24区中的常开触点闭合,接触器KM6线圈得电闭合,进给电动机M2启动正转,带动各种进给正向快速移动。将快速手柄扳至反向位置时压下行程开关SQ7,接触器KM7线圈得电闭合,进给电动机M2反向启动运转,带动各种进给反向快速移动。
②进给速度控制:其控制过程与主轴变速过程基本相同,只不过拉出的变速手柄是进给变速手柄,将主轴变速控制中的行程开关SQ3换成SQ4,而进给变速冲动的行程开关变为SQ5。
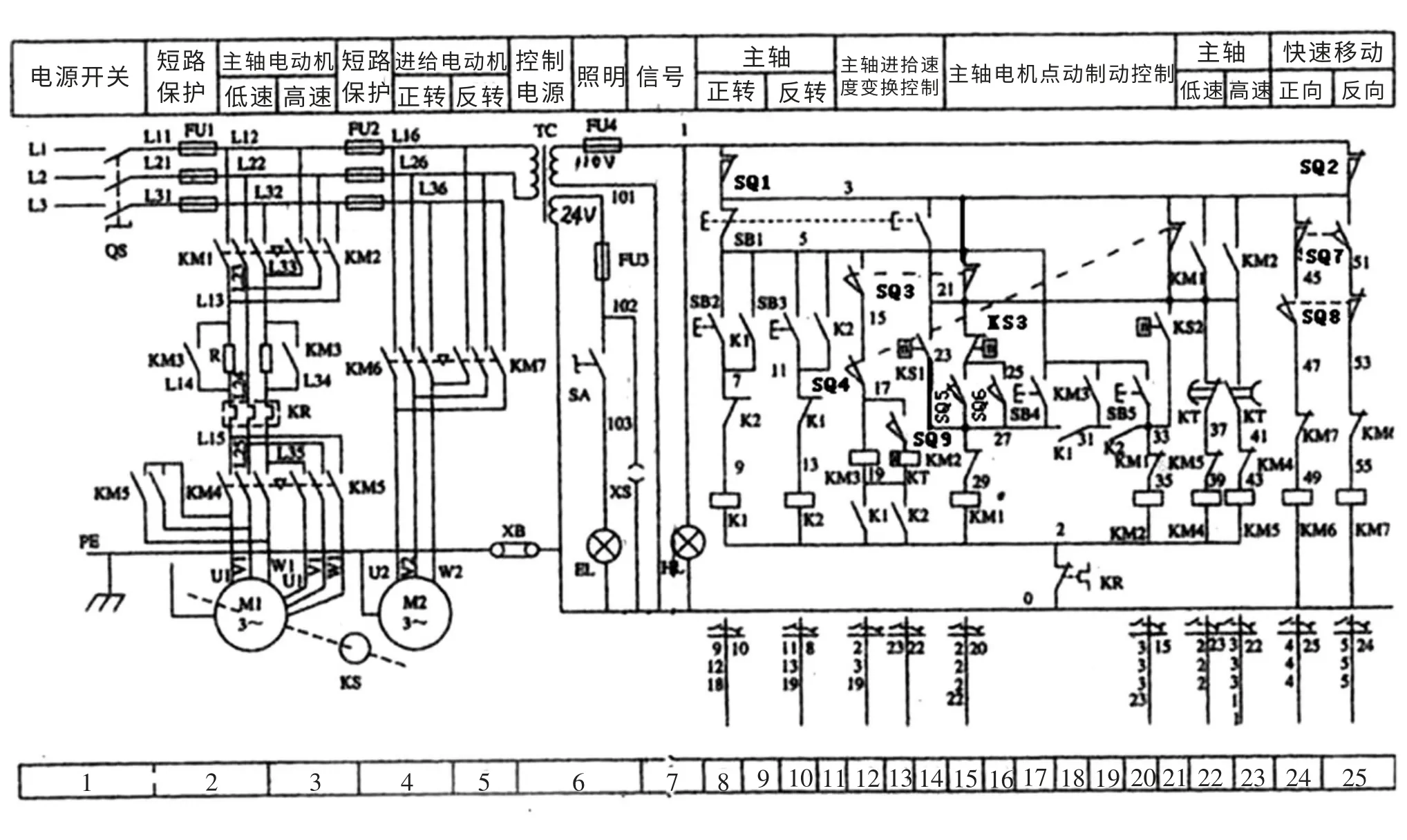
图2 T68 型卧式镗床接触器—能电器控制电路原理图
3 PLC 对T68 型镗床控制系统改造方案
根据以上T68 镗床运动形式、电气控制系统的原理及控制要求采用S7-300 型PLC 的技术改造方案如下:
3.1 T68 型卧式镗床PLC 的I/O 地址分配与接线
PLC 的I/O 地址分配与接线见图3。
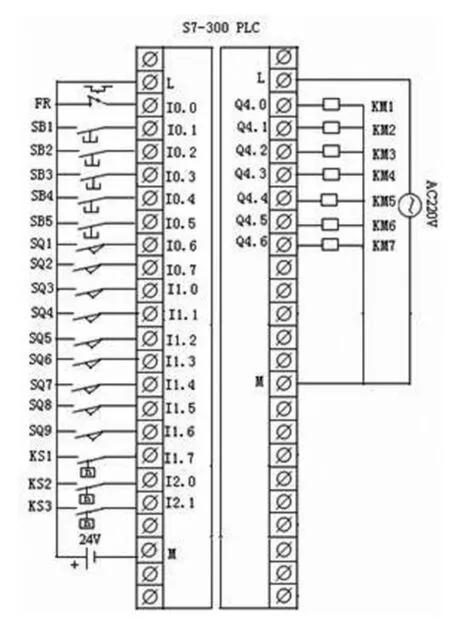
图3 I/O 地址分配与接线图
3.2 梯形图控制程序(如图4 所示)
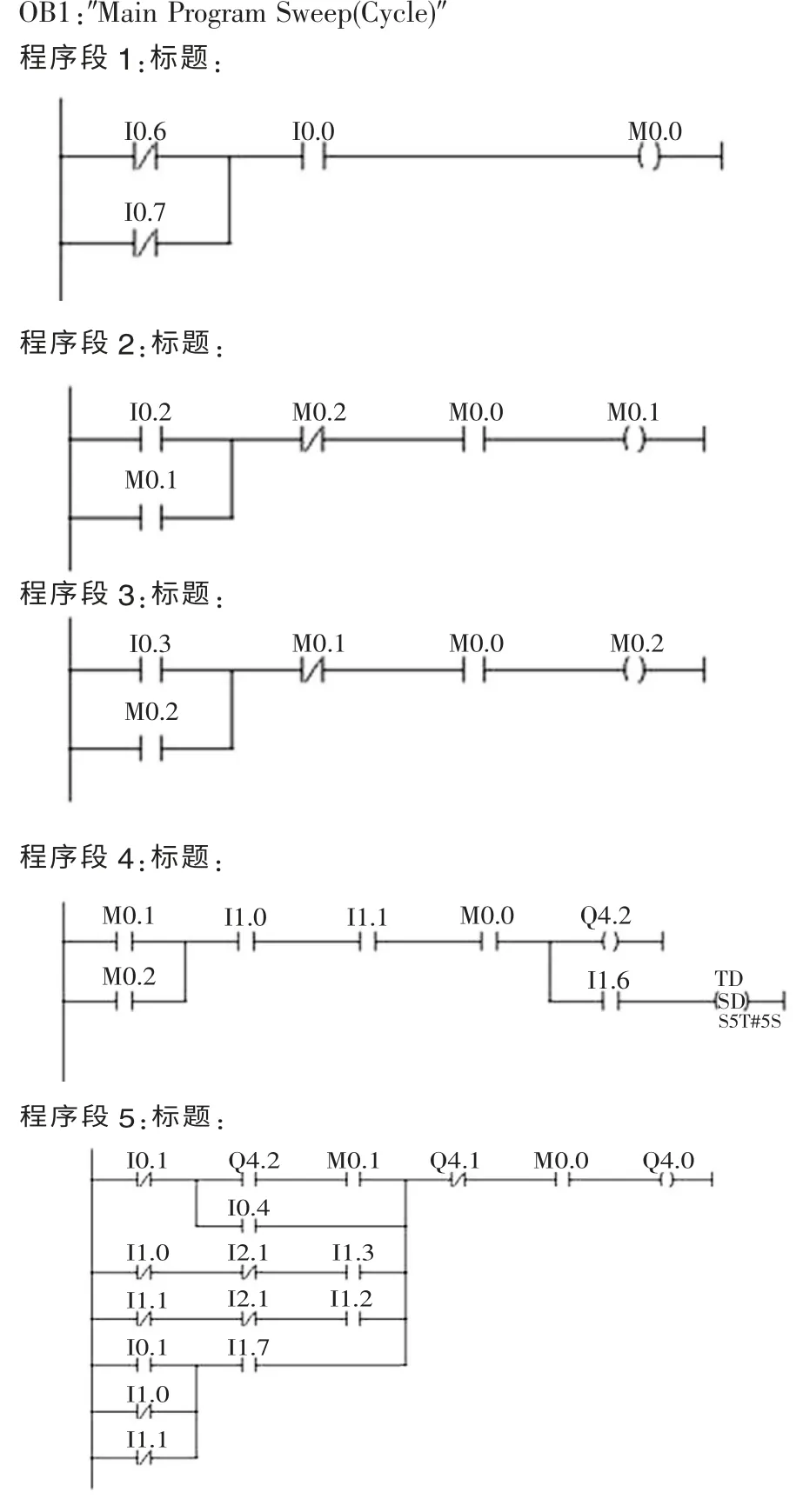
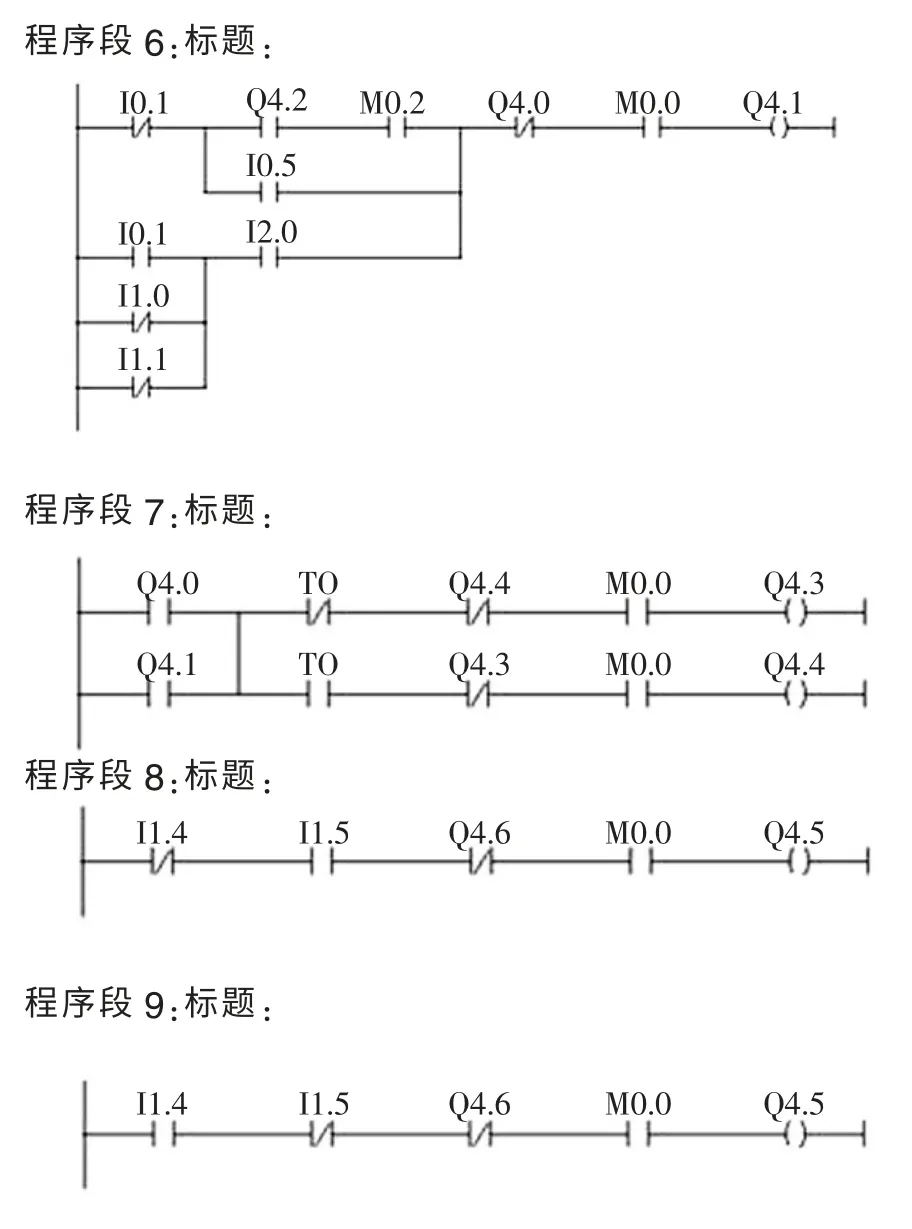
图4 梯形图控制程序
3.3 输入、调试及运行程序
⑴用梯形图编程软件STEP7 按上述梯形图控制程序编程后下载到PLC 的存储器中。
⑵先在上位机应用PLCSIM 仿真软件调试程序。
⑶按T68 镗床电气主电路与PLC 控制接线图连接好线路。检查无误后,通电调试运行程序。如达不到控制功能后,检查程序及接线情况,直至达到控制要求。
采用PLC 对T68 镗床电气控制系统的技术改造,使之变得操作方便;从控制系统运行的结果来看,系统工作可靠,故障率极低,加工精度和生产效率得到较大的提高;镗床电机运行稳定,无冲击,调节时过渡过程时间短暂,很好地满足了T68 镗床对造纸机械加工系统的工艺要求。
[1]李方园,《PLC 行业应用实践》,中国电力出版社,2007
[2]廖常初,《大中型PLC 应用教程》,机械工业出版社,2006.5
猜你喜欢
防爆电机(2022年2期)2022-04-26
有色设备(2021年4期)2021-03-16
环球市场(2021年11期)2021-01-15
新商务周刊(2019年24期)2019-12-22
北京汽车(2019年1期)2019-03-13
制造技术与机床(2018年9期)2018-09-19
数码世界(2018年6期)2018-07-12
制造技术与机床(2017年6期)2018-01-19
电子制作(2017年20期)2017-04-26
中国市场(2016年45期)2016-05-17