微型数控铣床开发平台运动控制卡的设计
2013-11-09 05:48马西沛
上海电机学院学报 2013年5期
吴 婷, 马西沛
(上海电机学院 机械学院, 上海 200245)
微型数控铣床开发平台运动控制卡的设计
吴 婷, 马西沛
(上海电机学院 机械学院, 上海 200245)
根据开放式系统的设计理念,开发了微型数控铣床的运动控制卡系统。首先,对运动控制卡的功能及硬件结构进行详细设计;然后,根据功能需求将控制卡分成DSP系统、主轴电动机控制系统、XYZ轴步进控制系统及双端口RAM通讯系统进行详细设计;最后,根据设计原理完成控制卡的PCB图和电路板的设计加工调试工作。该运动控制卡已在微型数控铣床开发平台上实验成功,其设计方法对今后运动控制系统的设计具有较高的参考价值。
微型数控铣床; 运动控制卡; 双端口RAM
数控技术及装备作为发展新兴高新技术产业、尖端工业的使能技术和基本的装备,是培养机电一体化人才的一个良好平台,能从多个方面对学生进行培养。微型数控铣床是机电一体化实验平台不可或缺的设备,具有开放式的软、硬件的数控系统以及很好的通用性、适应性和可扩展性,是当今数控技术发展的重要方向[1]。针对学生实验的需要,为步进模式的微型数控铣床设计一套专用的运动系统是非常必要的。本文采用多CPU结构开发了运动控制卡,并对数控系统的上位机软件进行了设计,根据需求对专用数控NC代码的编译算法进行了研究,并建立NC代码的编译系统[2]。
1 总体设计
运动控制卡是数控铣床运动控制器的核心模块,主要负责接收计算机发送过来的命令和数据,并分析这些命令或数据,规划机床的运动轨迹,将控制电动机的信号发送给相应电动机的驱动器,从而控制电动机的动作。该模块由数字信号处理(Digital Signal Processing, DSP)控制系统、主轴伺服电动机控制模块、步进电动机控制模块以及双端口RAM通讯系统等部分组成,其组成框图如图1所示。

图1 数控铣床运动控制系统结构图Fig.1 Architecture of CNC milling system
运动控制卡中单片机系统主要是由4个控制器(MCU1、MCU2、MCU3、主MCU)构成的控制系统,其功能是读取双端口RAM里的数据,根据数据内容来控制X、Y、Z轴步进电动机的动作,同时通过串行外设接口(Serial Peripheral Interface, SPI)总线与DSP系统进行通讯,完成主轴的控制以及读取限位开关的状态[3]。其中MCU1、MCU2和MCU3负责读取各自对应双端口RAM中的加工数据并分别控制X、Y、Z轴电动机进行加工,当双端口RAM中的加工数据加工结束后再将反馈信息写入双端口RAM中并等待新的加工数据。主MCU主要负责与DSP通过SPI总线通讯的方式接收加工指令和反馈加工状态、控制主轴电动机的启动和停车、读取主轴的速度,同时主MCU还负责监测限位开关状态以及控制X、Y、Z轴同步控制[3]。
2 DSP系统的设计
运动控制卡中DSP系统主要完成与上位机和单片机系统的通讯,DSP系统通过控制器局域网(Controller Area Network, CAN)总线接收上位机发送过来的数据和命令,同时将铣床的状态反馈给上位机;DSP系统与单片机的通讯采用两种方式,一种是双端口RAM,实现X、Y、Z轴运动数据的传递;另外一种是通过CAN总线与主控单片机进行通讯,实现3轴的同步控制及状态的读取。DSP系统主要包括: 电源模块、联合测试行为组织(Joint Test Action Group, JTAG)接口模块、CAN总线模块等。
2.1电源模块的设计
系统输入电源为5V直流,TMS2812在工作过程中需要3.3V和1.8V两种电源,在此电路中电源监控部分选用芯片TPS767D318,该芯片是专门针对DSP设备提供双输出稳压电源,可用于不同输出电压的设备中,每一路输出都可容许最大1A的电流。电压漂移非常低,在最大输出电流为1A的情况下,电压漂移约为350mV。每路输出都有过热保护功能,并有复位和监控输出电压功能。其电路设计如图2所示。
2.2JTAG接口模块的设计
系统采用合众达公司生产SEED-XDSUSB硬件仿真器,其仿真信号采用IEEE1149.1标准,IEEE1149.1标准测试存取和边界扫描逻辑是国际电工电子协会(IEEE)于1990年颁布的专用于高密度集成器件及板级系统仿真测试的国际标准,又称JTAG标准。它取代传统的集成电路及其板级系统的测试方法,通过JTAG测试端口的4个必选引脚: TMS、TDI、TDO、TCK和一个可选的异步JTAG复位引脚TRST,即可对整个芯片及板级系统进行完整的测试和仿真。
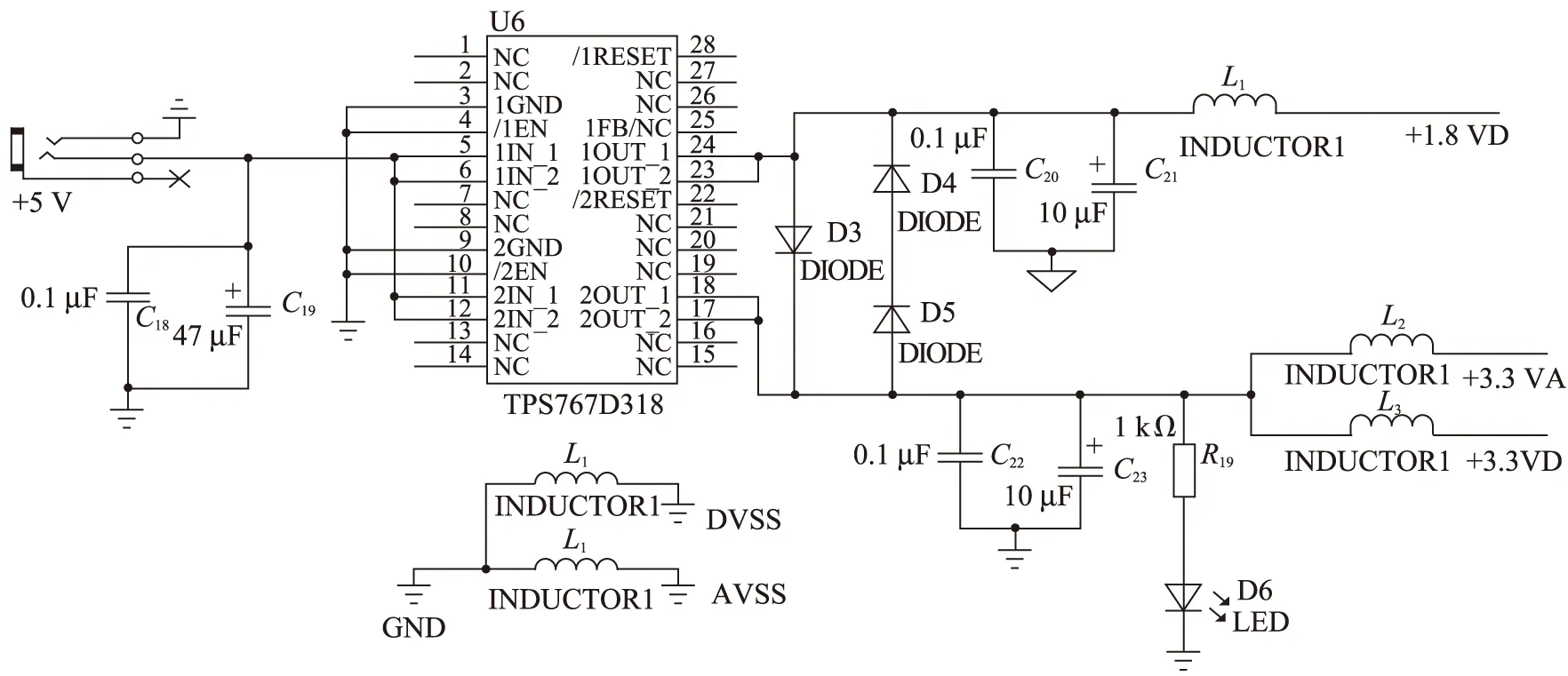
图2 电源模块设计原理图Fig.2 Schematic of the power model
2.3CAN总线通讯模块的设计
SN65HVD230是德州仪器公司生产的3.3VCAN总线收发器,主要是与带有CAN控制器的TMS320X系列DSP配套使用。该收发器具有差分收发能力,最高速率可达1Mb/s,广泛用于汽车、工业自动化、UPS控制等领域[4]。
(1) SN65HVD230可用于较高干扰环境。该器件在不同的速率下均有良好的收发能力,其主要特点如下: ① 完全兼容ISO11898标准;② 高输入阻抗,允许120个节点;③ 低电流等待模式,典型电流为370 μA;④ 信号传输速率最高可达1Mb/s;⑤ 具有热保护,开路失效保护功能;⑥ 具有抗瞬间干扰,保护总线的功能;⑦ 斜率控制,降低射频干扰(RFI);⑧ 差分接收器,具有抗共模干扰、电磁干扰(EMI)能力。
(2) SN65HVD230在系统中的应用。SN65HVD230具有高速、斜率和等待3种不同的工作模式。其工作模式的控制可通过RS控制引脚SN65HVD230型CAN总线收发器的原理及应用来实现。
SN65HVD230在CAN总线系统中的应用如图3所示。由图可见,CAN控制器的输出引脚TX接到SN65HVD230的数据输入端D,可将此CAN节点发送的数据传送到CAN网络中;而CAN控制器的接收引脚RX与SN65HVD230的数据输出端R相连,用于接收数据[5-6]。
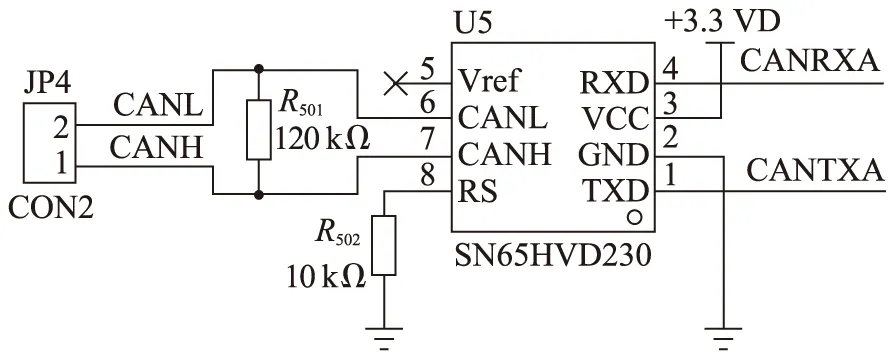
图3 SN65HVD230的应用原理图Fig.3 Schematic of SN65HVD230
3 主轴电动机控制电路的设计
主轴驱动电动机采用上海新宽科技稀土电动机有限公司生产的82SYXB14稀土直流电动机,该电动机具有普通直流电动机连续运行性与伺服电动机高精度控制性,它还具有过载能力强,低输出大扭矩,低速性能好,快速响应好的特性。主轴电动机驱动器采用MM23001C直流调速器,可实现手动调速或自动调速,同时也可实现点动控制。
主轴电动机调速系统主要由光电编码器、计数器和数字电位器3部分组成,其设计原理如图4所示。主轴电动机调速过程: ① 光电编码器HEDS-5500 I14将主轴电动机的转速转换成脉冲信号;② 译码器HCTL2020对脉冲信号进行计数;③ 主控制器根据计数器的值计算出主轴电动机转速并与给定速度进行比较,调整数字电位器X9318的阻值,进而改变主轴电动机的转速[7-8]。
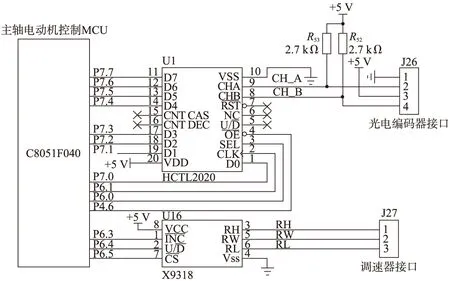
图4 主轴电动机调速电路Fig.4 Circuit of spindle motor speed
4 步进电动机控制电路的设计
X、Y、Z轴驱动电动机采用90BYG2501步进电动机,电动机驱动器采用SM-80驱动器。
由于X、Y、Z轴步进电动机在控制方式上完全一致,在进行控制电路的设计时采用了相同的设计方法。下面以X轴步进电动机控制电路的设计为例进行说明。步进电动机控制MCU通过P2.0、P2.1和P2.2分别控制步进电动机的启/停方向和速度。为了防止干扰,MCU控制信号没有直接接到步进电动机控制器的输入端,而是对信号进行了光电隔离。光电隔离元件采用高速光耦6N137。电路设计如图5所示,图中CN2接口是与步进电动机控制器SM-80的接口[9-13]。
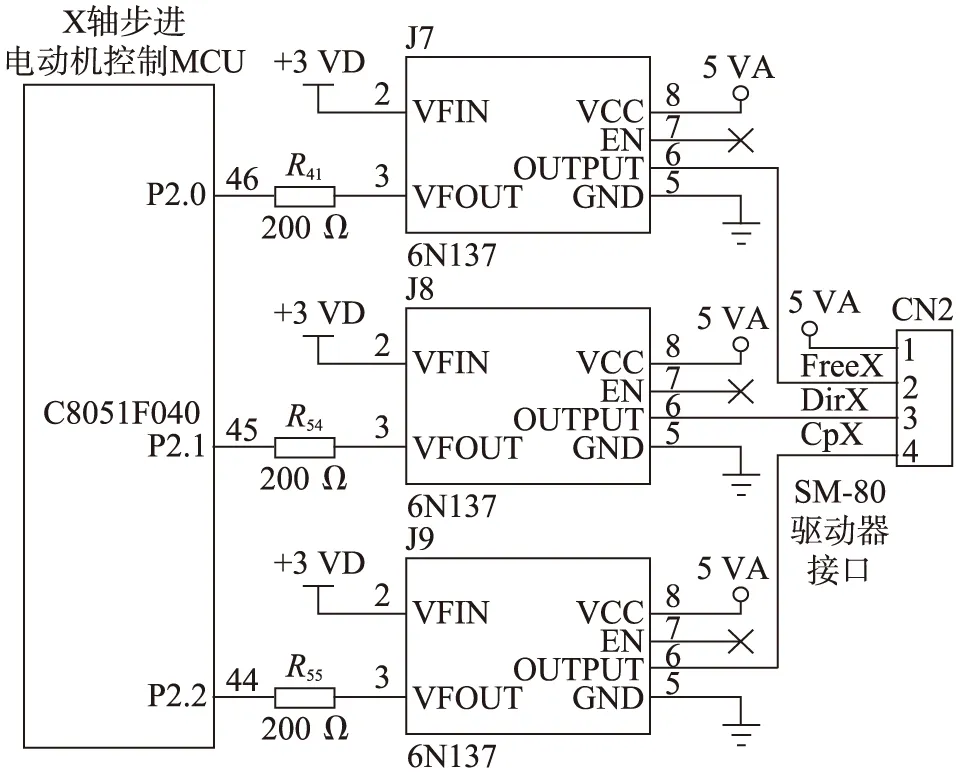
图5 步进电动机控制电路Fig.5 Control circuit of stepping motor
5 双端口RAM通讯系统的设计
5.1双端口RAM通讯电路的设计
数控铣床DSP与步进电动机控制MCU间的数据传输采用双端口RAM,可达到较高的数据传送速率。本系统采用IDT公司推出的IDT7007异步高速双端口静态RAM,其容量为32KB×8bit。该双端口RAM具有两组独立的地址线、数据线和控制信号线,允许两个控制器件中的数据通过共同连接的存储器来进行通信,双端口RAM系统原理如图6所示[14]。
系统中双端口RAM的右侧与DSP系统相连,TMS320F2812通过nXZCS0AND1对双端口RAM进行访问,其访问的地址范围为0x100000~0x1FFFFF。TMS320F2812的地址总线的低15位(XA0~XA14)与双端口RAM(IDT7007)地址总线(A0~A14)相连,TMS320F2812的地址总线高3位(XA15~XA17)与nXZCS0AND1通过译码器(74LS138)译码后产生6位译码输出,分别为: CRAM1、SRAM1、CRAM2、SRAM2、CRAM3、SRAM3,这6位译码输出信号分别作为X、Y、Z轴双端口RAM的片选信号和旗语选通信号,通过电路分析DSP系统访问X、Y、Z轴双端口RAM的地址范围如表1所示,为了方便操作将双端口RAM的地址分为基地址与偏移地址,当对某个地址单元进行操作时其操作地址=基地址+偏移地址。
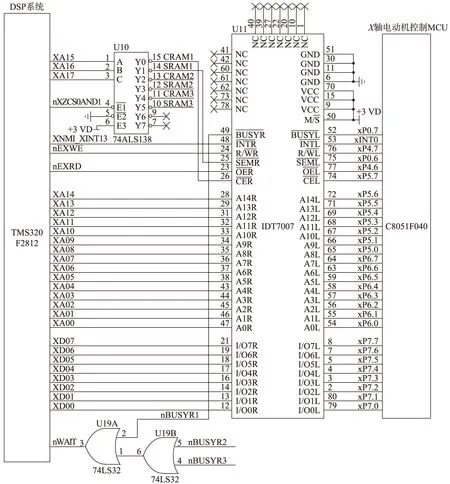
图6 双端口RAM系统原理图Fig.6 Schematic of double-ported RAM
5.2双端口RAM通讯协议的设计
为了方便对双端口RAM的操作,在该系统中将每个双端口RAM分成两个区(A、B区),每个区的大小均为16KB,偏移地址寻址范围分别为: A区是0x0000~0x3FFF,B区是0x4000~0x7FFF。每个区分为3个块: 标识块、头文件块和数据块,其分块示意图如图7所示。
5.2.1 DSP对双端口RAM的操作过程 ① DSP将要向A区写入的数据进行打包,大小不超过0x3FF8字节,并计算数据包的长度(以字节为单位);② DSP读取A区标识位(地址为0x0000),若该标识位未被清除(内容为0xFF)说明MCU还未对该区操作完毕,DSP将进行等待;③ 若该标识位已被清除(内容为0x00)说明MCU已经将该区的数据读取完毕,DSP可以对该区进行写操作;④ DSP将数据包的长度写入A区数据块大小所处的单元(地址为0x0004、0x0005低字节在前高字节在后);⑤ DSP从0x0003单元开始以字节为单位写入数据,直至数据包完全写入完毕;⑥ 数据写入完毕后DSP将A区标识进行置位(写入0xFF);⑦DSP查询B区标识,将对B区进行写操作(DSP对B区进行操作,操作过程与A区类似)。

表1 双端口RAM的地址范围

图7 双端口RAM分区示意图Fig.7 Partition of double-ported RAM
5.2.2 MCU对双端口RAM的操作过程 ① MCU首先读取A区标识,若该标识未被置位说明没有新的数据写入,则进行等待;② 若该标识已被置位(内容为0xFF)说明有新的数据写入,MCU对A区进行读操作;③ 首先从0x0001和0x0002地址读取数据块的大小,并根据数据块的大小从0x0003地址开始读取数据;④ 数据读取完成后对A区标识进行清零(对0x00地址写入0x00);⑤ MCU查询B区标识,将对B区进行读操作(MCU对B区的读操作过程与A区类似)[15-16]。
微型数控铣床运动控制卡设计实物如图8和图9所示。
图8 数控铣床运动控制卡PCB图Fig.8 PCB of motion control card

图9 数控铣床运动控制卡实物Fig.9 Motion control card of CNC
6 结 语
对数控铣床实验平台运动控制系统的核心部件——运动控制卡的设计进行了详细研究,完成了数控铣床运动控制卡的整体结构与功能设计,分别对DSP系统、主轴电动机控制系统、步进电动机控制系统和通讯系统等进行研究,并制定了通讯协议;根据设计要求设计出了运动控制卡的原理图和PCB图,并完成电路的焊接、调试等工作,根据通讯协议完成了软件编程,实现了数控机床的多种联动控制。
[1] 汪龙祺,李文明,李友一,等.基于运动控制卡的机电控制系统实现[J].微计算机信息,2011(17): 9-10,62.
[2] 何 均,游有鹏,陈 浩,等.步进运动控制系统最优插补周期研究[J].中国机械工程,2009(23): 2811-2815.
[3] 刘 伟,孙以泽,马西沛.多CPU结构数控系统的研究[J].东华大学学报: 自然科学版,2009(6): 342-345.
[4] 陈 阳.CAN总线在DSP数据采集系统中的应用[J].科技信息,2008(17): 79-80.
[5] 马西沛,陈 蕾,刘 伟.基于CAN总线的开放式铣床数控系统的研究[J].上海电机学院学报,2009,12(2): 106-110.
[6] 於新华,曹少中.基于DSP的多电机同步控制CAN总线通信.北京印刷学院学报,2011(4): 42-45.
[7] 蔡继祖,陈 健,黎 勉.基于运动控制器的伺服电机同步控制插补算法改进[J].广东工业大学学报,2008(3): 70-72.
[8] 刘恩惠.简析基于CPLD的步进伺服系统中插补运算的设计[J].中国科技纵横,2010(10): 24-25.
[9] 王 滨,袁训山,张文明,等.基于PIC单片机的数控机床圆弧插补程序设计[J].机床与液压,2011(18): 94-96.
[10] 蒋志冬,丁庆生.基于FPGA实现的多轴数控雕刻机系统[J].机电产品开发与创新,2006(1): 129-131.
[11] 陈玉洁,孟 婥,李 玮,等.机电一体化创新实验柔性平台软件开发[J].东华大学学报: 自然科学版,2009(3): 342-345.
[12] 曹胜彬,马西沛,贾会欣,等.微型数控铣床控制系统及NC代码编译算法的研究[J].机械设计与制造,2013(3): 159-161,164.
[13] 施 群,王小椿.步进伺服系统高效插补控制算法研究[J].电气传动,2005(35): 30-32,35.
[14] 马西沛,曹胜彬,贾会欣,等.步进模式数控系统插补算法的研究及实现[J].机械设计与制造,2013(8): 193-195,199.
[15] 刘玉珍,张 晔.双端口RAM在ARM与DSP通信系统中的应用[J].计算机系统应用,2011(11): 214-216.
Design of Motion Control Card for Miniature CNC Milling Machine
WUTing,MAXipei
(School of Mechanical Engineering, Shanghai Dianji University, Shanghai 200245, China)
Based on the design principles for open systems, a motion control card is developed for miniature CNC milling machines. First, the function of motion control card and hardware arrangement are designed. To meet the demand of system functions, several systems are developed, including a DSP system, a main shaft motor control system, a stepping motor control system in three directions, and a dual RAM communication port system. The PCB diagram of the control card is designed, and the circuit board debugged. The control card has successfully been applied in a platform of miniature CNC milling machine. the method described in this paper is a good reference in further design of control system.
miniature CNC milling machine; motion control card; dual RAM communication ports system
2095-0020(2013)05 -0246-07
TG 547.0235
A
2013-05-03
国家自然科学基金项目资助(30570485);上海市教育委员会重点学科建设项目资助(J5902)
吴 婷(1980-),女,副教授,博士,主要研究方向为机电一体化、机器人技术、信号处理等,
E-mail: wut@sdju.edu.cn
猜你喜欢
机电工程技术(2022年8期)2022-09-22
科技创新与应用(2019年32期)2019-12-02
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年3期)2016-05-17
新教育时代电子杂志(学生版)(2015年31期)2015-12-20
电子工业专用设备(2015年4期)2015-05-26