
干簧管性能筛选试验方法研究
2013-10-21 00:57聂海涛
沈阳航空航天大学学报 2013年3期
栾 鹏,聂海涛
(沈阳航达机载设备公司,沈阳110122)
干簧管是由Western Electric 公司在1940年发明的,与传统继电器相比因其具有体积小、结构简单、可靠性高、使用寿命长等突出优点,被广泛应用于自动控制系统诸多领域[1],尤其在航空航天领域,干簧式在各种控制信号装置上使用频率越来越高[2]。本文通过改进筛选试验方法,期望有效地剔除有缺陷的干簧管,防止早期失效情况发生,提高干簧管总使用寿命和增加航空产品的可靠性。
1 干簧管在飞机耗油控制系统中的应用
1.1 干簧管使用中存在的问题
干簧管是由密封在真空玻璃管中两个相互平行的金属簧片组成。永磁铁的移动磁场会使干簧管两个簧片感受一定的磁场强度H,当磁场强度H 达到一定值的时候,两个簧片被磁化形成异性磁极,产生相互吸引力矩,产生吸合,接通电路自动工作。两个簧片之间重叠面积的大小影响簧片吸合的磁力,一般外加磁场吸合时的磁场强度为干簧管吸合安匝产生磁场强度的2.5~3 倍。磁浮子对干簧管的作用产生的触点吸合力为公式(1)所示:

式中:B—磁感应强度(T);
S—簧片重叠面积(mm2)。

式中:L—触点作用接触部分的长度(mm);
b—触点的宽度(mm)。
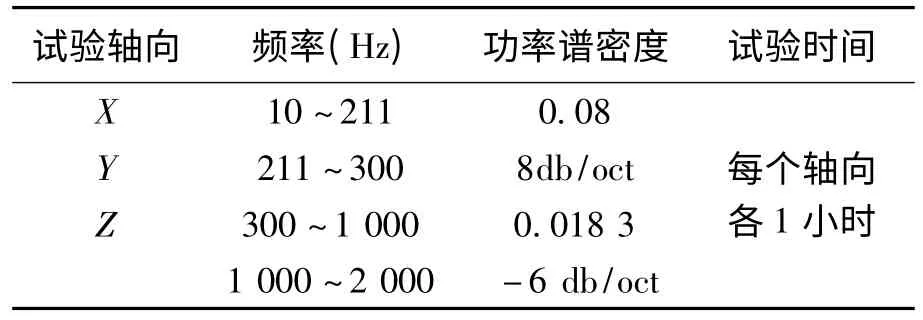
表1 某型飞机配套产品振动试验条件
干簧管对于飞行高度较高的新型号飞机也适用,如某新型号国产飞机要求在1.7 万米以上工作、高频高加速度随机振动(如表1 所示)、20 g以上的冲击、极端温度(低温-65 ℃)范围以及可靠工作10 000 次以上等要求[3],但是容易出现故障。为了适应这种极端工作条件,到现在为止,一直在进行着提高干簧管使用寿命的研究。
干簧管的故障主要为簧片不吸合或吸合后不断开。故障产生原因是簧片(含触点)、玻璃管生产制造过程中个别因素控制不好,加上极端环境应力的影响造成磁吸引力、触点压力、接触电阻和吸合释放安匝发生显著变化,使得干簧管动作失误,导致飞机燃油自动控制部件出现故障。
1.2 干簧管筛选试验
在生产实际中,在无法提高干簧管生产质量标准的情况下,采取组装前的二次质量筛选试验,通过对干簧管的各项性能进行检测,剔除可能存在缺陷的干簧管,挑选出具有高质量触点的干簧管,来增加整体部件工作可靠性。
传统筛选试验项目主要有:密封性、绝缘电阻、吸合释放安匝、行程时间及工作行程、高低温工作、振动、寿命、湿热试验等内容[4]。
2 改进措施
本文针对极限环境下新型飞机燃油自动控制系统中干簧管的故障特点,总结其它文献资料成果进行分析,提出一些新试验方法和改进措施。
2.1 高低温试验方法的改进
原来的试验方法是在极端温度(高温65 ℃、低温-55 ℃)条件下,将各个干簧管置于GJB1930 中规定的各个检测线圈(10 000 匝、φ0.04 mm)中,再对线圈两端通电,干簧管能够正常吸合和断开即算合格,其检测原理见图1 所示。
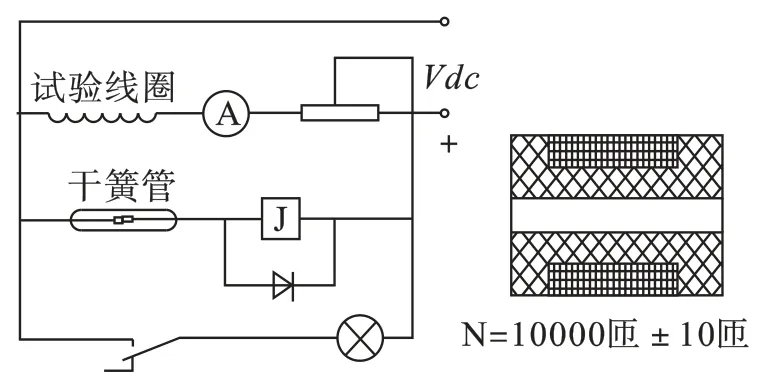
图1 干簧管高低温试验检测原理图
这种试验是针对干簧管继电器开关进行的试验,而飞机燃油自动控制系统中干簧管的动作是磁浮子式开关(见图2),与干簧管继电器工作原理相同,但是工作方式不同,尤其是在低温筛选试验中,线圈通电后,产生的磁场逐渐变大,在某一温度时会产生比较大的变化,容易产生对干簧管工作的误判。
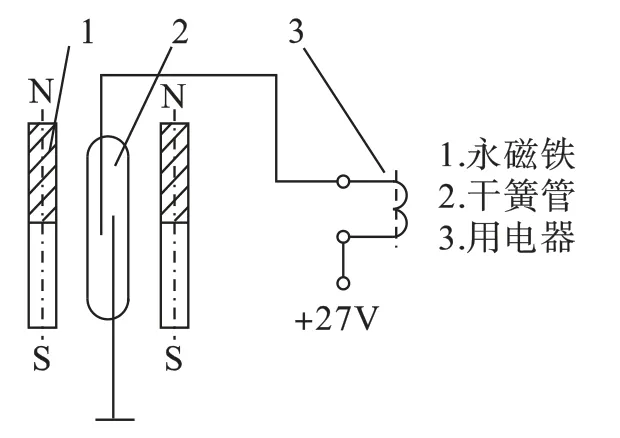
图2 磁浮子开关式工作原理图
所以针对以上情况改进试验装置,使干簧管的动作完全符合产品工作时的状况,装入产品外壳内,模拟正常工作状态。在极端温度下的条件下,通过模拟加放油使各个磁浮子能够上下动作,模拟出实际动作状态(装置见图3 所示),使各个干簧管能够吸合和断开。这种方式更符合实际工作条件要求,可以筛选出实际工作条件下可能产生的不合格的干簧管。

图3 组装成磁浮子开关式工作图
2.2 增加接触电阻稳定性检查
以前对出现故障的干簧管进行的复查过程中,在显微镜下观察,发现有许多干簧管簧片表面不光滑、有异物或有氧化层等微观缺陷现象,而且难以通过外观检验完全筛查出来,造成干簧管吸合后接触电阻增大,大大降低通过接触部分的电流[5],使与之后续连接的继电器不能工作。干簧管的两个触点是以面积接触触点的方式进行工作的,当接触电阻增大时可能大大降低接触时的电流,使得系统中控制电路中继电器线圈的吸合力小于复位弹簧的拉力无法吸合簧片,造成燃油自动控制耗油失灵。接触电阻的数值可由经验公式
(3)计算出来[6]。

式中:F—触点压力(N);
Rj—接触电阻(mΩ);
Kj—与接触材料和表面积情况有关的系数,
在此取0.17;
m—与接触形式有关的系数,取1.0。
所以接触电阻设计理论值为:Rj=100 mΩ。本项目试验,有别与传统意义进行的单一接触电阻筛查,而是考查接触电阻的稳定性,即对每个干簧管吸合动作10 次时(排除前5 次)的接触电阻数据,统计出最大值(Rmax)和最小值(Rmin),计算出稳定值Rd=Rmax-Rmin,只有Rd 最小值或在一定的范围内(设定为≤30 mΩ)为最优触点的干簧管,试验方法是采用国军标中规定的内容进行,试验原理见图4 所示。
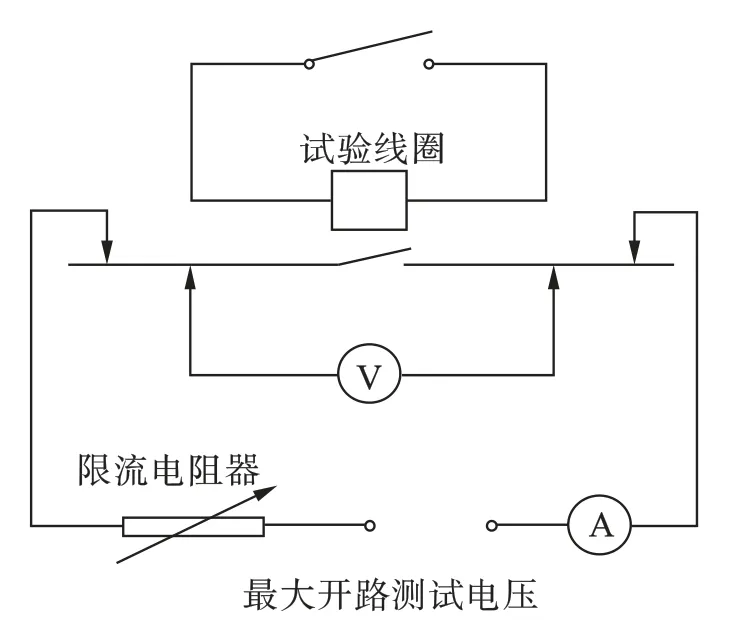
图4 接触电阻检测方法原理图
增加此项筛查后,对以前出现的不合格品进行分解,检测干簧管性能,可以检测出因为干簧管外观和密封性不好等原因而造成的干簧管接触电阻增大的故障,找到了飞机燃油自动控制系统部件产品故障原因主要为干簧管故障而引起的结论。
2.3 增加抖动时间检查
当两个簧片不够平行或不够对称等无法进行后序测量的情况,在永磁铁和簧片感应磁场的双重作用下,使两个簧片间产生侧向的相互扭转,改变线圈电流、极性和触点负载电流的稳定性,产生触点吸合过程中的抖动[7],见触点回跳示意图5。
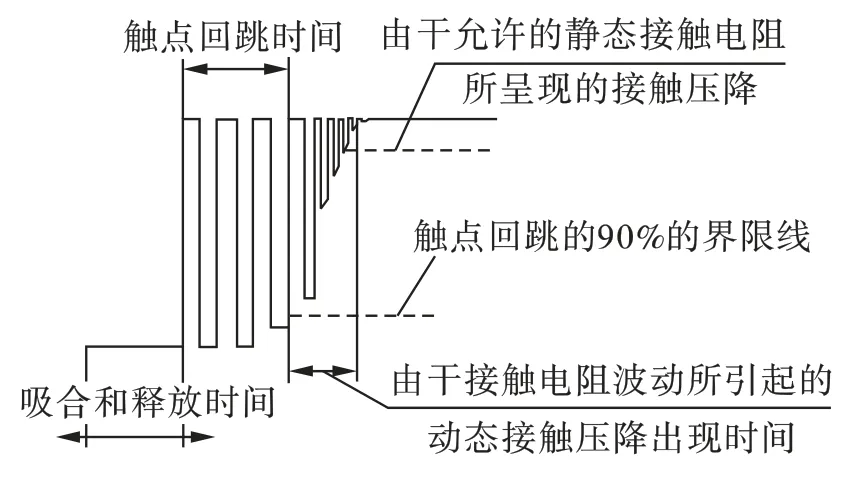
图5 典型触点回跳记录波形示意图
制定抖动时间检测方法,试验电路见图6 所示。
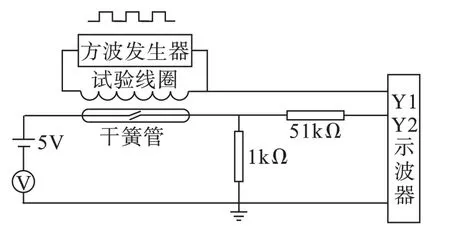
图6 抖动时间检测方法原理图
测试中线圈磁场为吸合安匝的2~3 倍为稳定工作值,试验中抖动时间过长为不稳定波形,超过要求抖动时间的干簧管应剔除,其抖动时间要求如下图7 所示。

图7 抖动时间测试范围图示
检测抖动时间对衡量触点总的质量来说至关重要,可以发现未来可能出现的触点磨损、氧化的情况,对于提高干簧管总寿命和成品可靠性具有重要意义。
3 改进方法后实际应用情况
改进筛选试验方法后,提高了不合格干簧管筛出率和准确率,为后续产品装配提高了有效的质量保障。半年内,各个型号飞机燃油控制系统中油量传感信号器产品的厂内外故障率下降了1.24%,证明了此筛选试验方法能够提高干簧管筛选合格率,筛选后的干簧管可靠性有了显著提高,各个改进结果的数据见下表2 的内容。

表2 干簧管改进结果对照表
4 结束语
干簧管和磁浮子组成液位信号开关装置技术的推广和应用实现了飞行过程中自动耗油控制,解决了飞机需人工干预进行耗油控制,实现耗油自动控制,对减轻飞 行员负担,都具有深远的意义[8]。
对干簧管试验筛选技术的改进,使为飞机配套的部件产品厂内检验合格率、外场配套装机合格率均有效增加,保障了飞机飞行安全性和可靠性。
(References):
[1]高晓蓉.传感器技术[M].成都:西南交通大学出版社,2003.9.
[2]任波,陈祥光,姜波,等.磁致伸缩液位传感器机理研究[J].传感器技术,2003,22(1):15-18.
[3]国防科学技术工业委员会.飞机数字式燃油油量测量系统通用规范[S].2003.
[4]国防科技工业委员会.航天电子元器件质量控制要求[S].2000.
[5]曹振华.电子元器件检修与应用教程[M].北京:国防工业出版社,2006.
[6]孙传友.测控系统原理与设计[M].北京:北京航空航天大学出版社,2002.
[7]Edward F.Sutherland,范国秀.对于衡量干簧触点质量的一些新试验评价[J].机电元件,2002,12(3):23-27.
[8]焦景堂.航空可靠性工程进展[M].北京:航空工业出版社,2003.
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
机械设计与制造工程(2022年4期)2022-05-17
装备制造技术(2021年12期)2021-04-23
中学生数理化·中考版(2020年10期)2020-11-27
军民两用技术与产品(2020年8期)2020-09-07
山东工业技术(2019年13期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
制造技术与机床(2017年3期)2017-06-23
通信电源技术(2016年5期)2016-03-22
学苑创造·C版(2015年11期)2016-01-13
