
条烟装封箱机新型箱坯料仓的设计
2013-10-14 11:01梁延刚张奕尹鹏飞张福华徐磊
机械制造与自动化 2013年5期
梁延刚,张奕,尹鹏飞,张福华,徐磊
(颐中(青岛)烟草机械有限公司,山东 青岛 266021)
0 引言
国内卷烟厂普遍使用的条烟装封箱机的箱坯料仓,多为链条滑座式结构、箱坯平放的方式提供箱坯,该结构缺点是箱坯储存量小,对箱坯品质要求较高。当箱坯在平放式料仓的数量达到50个以上时,如果箱坯较软,底层的箱坯就会向下产生一定的弯曲,导致在送箱过程中发生故障,因此也就限制了平放式料仓箱坯的储存量,增加了操作人员的放箱次数,而且对于不同的箱坯规格该装置不方便调整,不利于箱坯辅料的自动化。针对以上问题,本文研究开发一种条烟装封箱机的新型箱坯料仓。
1 总体结构设计
新型箱坯料仓,将箱坯存放形式由平放改为立放,同时增加料仓存放箱坯的数量,并且可以根据箱坯的尺寸,对料仓方便的进行调整。
新型箱坯料仓结构如图1所示,采用两条表面带花纹胶的同步齿形带作为箱坯的载体,由挡轮2、固定挡边3、活动挡边4和两条同步带5和6构成的空间作为箱坯存放库。设计箱坯在存放库中立式存放并向前倾斜15°,如此设计即可方便新型条烟装封箱机箱坯成形装置从箱坯料仓中抓取箱坯,可防止箱坯在料仓中存放不稳定而往后倒。
现在国内多数卷烟厂使用的装封箱机箱坯料仓不能方便的调整尺寸以适应不同规格、尺寸的箱坯。为解决这个问题,在新型箱坯料仓方案中,设计了三组手轮及丝杠滑座装置(图1),通过转动手轮2,可以方便的调整固定挡边的位置以便精确定位箱坯固定折边的位置;当箱坯规格变化时,通过转动手轮1可调整活动同步带6、活动挡边4的位置,从而使箱坯存放库尺寸变化以适应箱坯尺寸;同时又可转动手轮3带动活动挡边4相对于滑座A单独沿x方向移动,以便根据箱坯尺寸精确定位活动挡边的位置。在三组手轮上各装有一个数字指示器,可以根据数字显示非常直观的进行相应的调整。在每组丝杠滑座装置上都设有锁紧装置,调节到位后可以通过锁紧手柄将方便的将各活动部件锁定在要求的位置。
2 逻辑控制设计
新型箱坯料仓功能是为装封箱机提供箱坯,装封箱机每包装一箱条烟,纸箱成型装置的吸臂会从箱坯料仓中抓取一个箱坯用以包装下一箱条烟,当料仓中的箱坯被取用一个后,两条同步齿形带运行将剩余箱坯向前输送至吸臂抓取位置,保证装封箱机的需求,如此循环,当料仓中的箱坯数量低于一定数量时,需要人工补充箱坯。
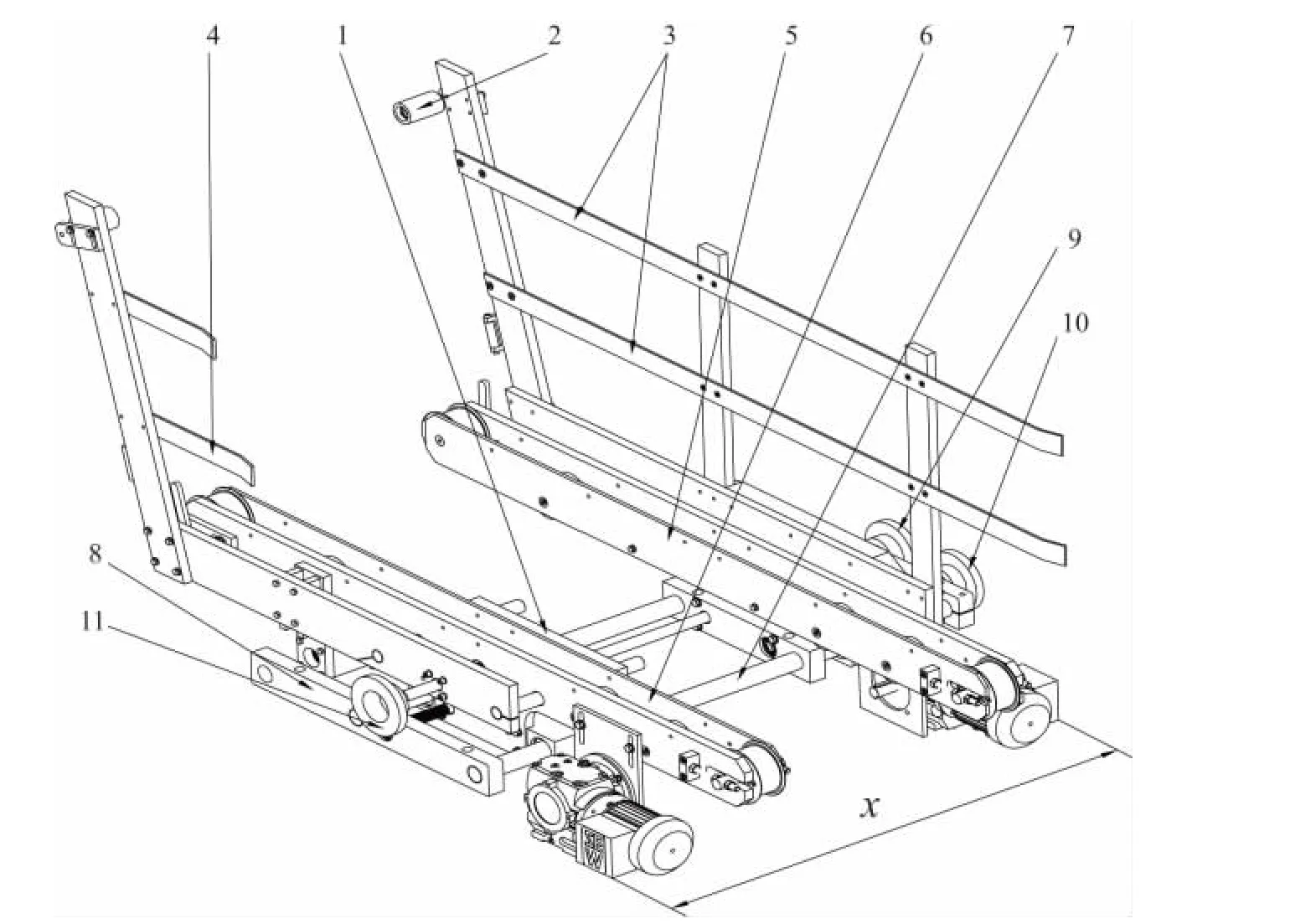
图1 新型箱坯料仓结构示意图
新型箱坯料仓的两条同步齿形带分别由两个减速电动机驱动,可单独运行,为使吸臂能够准确抓取箱坯,在料仓前端吸臂抓取位置两侧各设有一个检测装置,如果箱坯放置倾斜或者两侧不能同时到位,则根据检测装置反馈的信号,相应的同步带运行,保证箱坯两侧同时到位;两条同步齿形带上覆盖花纹胶,可增大与箱坯之间的摩擦,防止运转时箱坯打滑。
3 技术参数及对比
通过实际运转检测,新型装封箱机箱坯料仓能达到了设计要求,技术参数比较如表1所示。

表1 技术参数比较
4 结语
目前该新型箱坯料仓已经在YP18新型装封箱机上应用,运行稳定、效果良好,达到了预期设计目的,取得了显著的经济效益和社会效益。
目前需要进一步解决的问题是如何实现与AGV送料小车的自动对接,最大限度地提高整个卷烟生产自动化水平,降低操作工人的劳动强度。
[1]章建浩,戴有谋.食品包装大全[M].北京:中国轻工出版社.2003.
[2]程凌敏.食品加工机械[M].北京:中国食品出版社,1998.
[3]付家才.工业控制工程实践技术[M].北京:化学工业出版社,2003.
[4]《机械设计手册》[M].第三版.北京:化学工业出版社出版.
[5]姜丽波,等.WinCC高速数据采集应用[J].电气传动自动化2006(11).
[6]siemens ag.wincc simatic wincc 系统描述.[p].germany:siemens 2000.
猜你喜欢
价值工程(2022年27期)2022-10-10
现代制造技术与装备(2022年3期)2022-04-21
设备管理与维修(2021年1期)2021-03-05
河北农机(2020年10期)2020-12-14
精密制造与自动化(2018年3期)2018-09-19
制造技术与机床(2018年9期)2018-09-19
新乡学院学报(2016年3期)2016-09-20
设备管理与维修(2016年7期)2016-04-23
橡胶工业(2016年6期)2016-02-24
科技传播(2012年7期)2012-07-06
