
卷烟包装机条烟人工分拣系统的改进与应用
2022-04-21 01:43雷国星喻树洪王文鼎易文超
现代制造技术与装备 2022年3期
雷国星 喻树洪 王文鼎 易文超
(湖南中烟工业有限责任公司长沙卷烟厂,长沙 410014)
FOCKE701 型包装机组是德国佛克(FOCKE)公司生产的硬盒硬条包装机组,采用双路直包包装方式,包装速度为每分钟1 000 包[1]。ZB48 型包装机组是中国烟草总公司引进德国佛克(FOCKE)公司技术,由中烟机械技术中心有限责任公司和上海烟草机械制造有限责任公司制造的高速双轨包装机组,是当前国内卷烟工业企业广泛使用的一种超高速包装设备,额定包装速度为每分钟800 包[2]。上述两种包装机的出口有两个方向:一个对接自动条烟输送系统,另一个对接人工分拣系统。正常情况下,出口对接自动条烟输送系统,条烟被输送至自动装箱工序;当自动条烟输送系统出现故障或关键时间段需要加强质检时,出口对接人工分拣系统,由人工进行条烟装箱。在生产使用过程中,条烟在进入人工分拣系统时经常出现堵塞的情况,严重影响产品质量和生产效率。通过研究人工分拣系统的工作原理,分析条烟堵塞的主要原因,采用改进条烟下落滑道及抬高条烟输送皮带轮等方法,以减少条烟堵塞次数,增加条烟运行的姿态稳定性,减少因烟姿不当而引起的分拣故障[3],提高设备运行效率。
1 人工分拣系统的组成及工作原理
FOCKE701 型包装机和ZB48 型包装机人工分拣系统主要由第一水平输送装置、条烟下落翻转装置、第二水平输送装置、分拣推板装置以及分拣平台组成,如图1 所示。
当需要人工分拣条烟时,条烟由第一水平输送装置输送至条烟下落翻转装置,在这里条烟由水平侧卧状态变为竖立状态并依靠自重下落,经过条烟下落翻转装置之后,条烟姿势翻转为水平直立状态。此时,条烟再经过第二水平输送装置输送至分拣推板装置。分拣推板装置处有一块挡烟板对条烟进行限位,即条烟运行至挡烟板处停止,而后由分拣推板一左一右推入分拣平台进行分流,最后在分拣平台以水平直立状态由人工进行装箱。
在实际生产过程中,条烟经常在下落翻转装置和分拣推板装置处发生挤压变形甚至堵塞,影响产品质量和设备运行稳定性。根据对卡坏的条烟进行分析可知,其中85%的卡坏条烟是条烟运行不到位引起的[4]。当检测器感应到通道堵塞后,会发出指令使设备紧急停机。一方面,条烟堵塞停机会造成成本浪费。统计显示,该部位每次紧急停机会剔除6 条烟,再加上卡坏的条烟,每次停机约会造成10 条烟的浪费。另一方面,频繁的堵塞和紧急停机也会对设备上的皮带、轴承及电机等造成一定的损伤,给操作和维修人员带来了不便,影响设备运行的稳定性。
2 条烟堵塞原因分析
2.1 条烟下落翻转装置
条烟在第一水平输送装置处为水平侧卧状态,而水平直立状态的条烟更便于人工分拣,所以在条烟下落处需要有一个翻转装置调整条烟姿势。条烟下落翻转装置由多根金属条扭曲而成。在条烟前进的方向上,条烟4 个侧面均受到金属导条的约束,其横截面形状的变化使条烟姿势发生扭转。在实际生产过程中,由于条烟自由落体的冲击,金属条容易出现磨损和变形。而该条烟下落翻转通道对金属条的扭曲形状和位置要求极高,稍有变化就容易导致条烟4 个侧面受力不均。在设备运行过程中,条烟受力不均时,轻则出现条烟划痕或碰伤,重则易导致条烟卡在金属条之间引起通道堵塞。当金属条产生磨损和变形后,很难将其校准至正常状态。维修人员有时采用粘贴纸带的方式降低摩擦力,进而减少条烟与扭曲金属导条之间的接触摩擦力,减少卡滞现象。但是,这只能暂时缓解条烟堵塞,不能从根本上解决问题。
2.2 条烟分拣推板装置
条烟经过下落翻转装置后,在下落惯性和第二水平输送装置的双重作用下继续向前输送至条烟分拣推板装置。分拣推板装置由分道气缸和推烟板组成,挡烟板组件由挡烟板和到位传感器组成[5]。当传感器感应到条烟到位后,分拣推板对到来的条烟进行左右分流。在实际生产过程中,由于挡烟板和条烟本身存在一定的弹性,条烟到位后可能会发生反弹(见图2),导致分拣推板动作时条烟位置不正确,造成条烟卡阻。
3 改进方法
3.1 改进条烟下落翻转装置
为改进条烟下落翻转装置,重新设计了条烟姿势调整滑道,采用整体式固定导向块(见图3),将条烟姿势调整的方式由封闭式改为开放式。条烟进入开放式滑道后,滑道的形状使条烟一侧缓慢抬高,直至条烟翻转90°,由横卧状态变成竖立状态。该滑道装置的侧挡板对条烟进行限位和保护,确保条烟能被正常送入第二水平输送装置。相比于改进前的金属导条,固定式导向块对条烟的约束更少,条烟活动空间更大。此外,固定式导向块不易磨损和变形,条烟在此处堵塞的次数大幅降低,提高了条烟输送稳定性。
3.2 抬高第二水平输送装置皮带轮
针对条烟在挡烟板处反弹的问题,可以调整第二水平输送装置的通道宽度,夹紧侧挡板,以提升其对条烟的减速效果,降低条烟从第二水平输送装置输出时的速度,减少条烟反弹势能。但是,该项调整难以精准控制调整量,且调整效果受条盒和透明纸辅料影响大。当辅料表面摩擦力发生变化时,还需重新调整。确定了抬高皮带轮的改进方式后,还需要确定抬高的高度。高度过高会导致条烟在此处下跌,造成条烟碰伤质量缺陷;高度过低则起不到改进效果。通过设置不同的高度参数进行试验,观察运行效果,结果见表1。最终选定高度10 mm,既确保改进效果,又不造成质量缺陷。

表1 皮带轮抬高高度参数试验统计表
由于将第二水平输送皮带轮抬高后,原分烟推板将与皮带轮产生干涉,于是相应的将分烟推板的前端缩短30 mm,使其在保证分流效果的同时,不与皮带轮发生干涉。
4 改进效果
通过对长沙卷烟厂6 台设备进行跟踪对比,改进前后人工分拣系统的条烟堵塞次数统计如表2 所示。可见,人工分拣系统条烟堵塞的次数由改进前的平均每天8 次下降至0.5 次,有效解决了人工分拣系统条烟堵塞的问题,降低了条烟划伤的质量隐患。因人工分拣系统引起的挤压变形的条烟大为减少,有效减少了操作工的劳动量[6],提高了FOCKE701 型包装机和ZB48 型包装机设备运行效率。
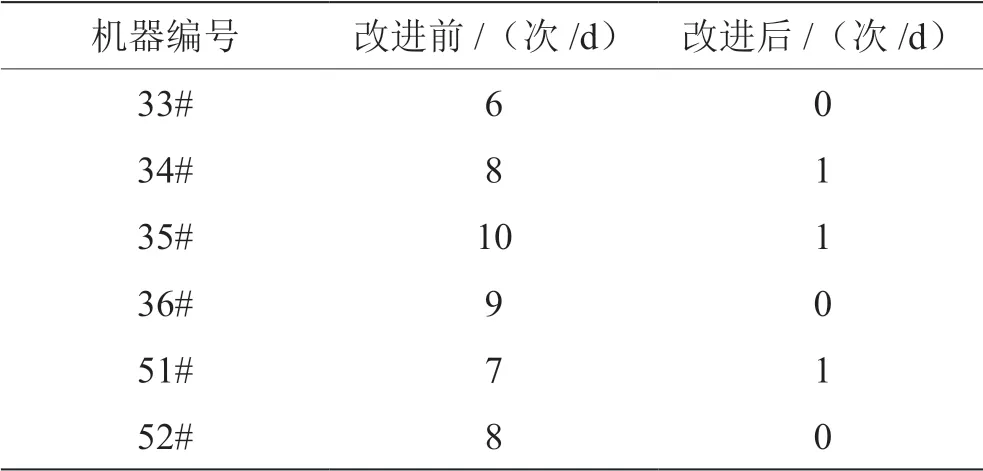
表2 改进前后条烟堵塞次数对比
5 结语
对条烟人工分拣系统的改进达到了预期效果,FOCKE701 型包装机和ZB48 型包装机出口人工分拣系统的堵塞次数大幅降低,由改进前的平均每天8 次下降至0.5 次,有效减少了操作工的劳动量,提高了设备运行效率。
猜你喜欢
军事文摘(2022年8期)2022-11-03
包装工程(2022年13期)2022-07-27
包装工程(2022年11期)2022-06-20
农业工程学报(2022年4期)2022-04-24
内燃机与动力装置(2021年3期)2021-06-22
哈哈画报(2021年11期)2021-02-28
汽车零部件(2020年4期)2020-05-25
中国电气工程学报(2019年25期)2019-09-10
大陆桥视野·下(2018年2期)2018-03-03
家教世界·创新阅读(2016年9期)2016-05-14
