
整体硬质合金刀具在航空业的应用
2013-10-11 14:10厦门金鹭特种合金有限公司
金属加工(冷加工) 2013年22期
厦门金鹭特种合金有限公司 海 天
1.航空材料的发展和特点
现代航空器使用的主要材料有:碳纤维复合材料、铝合金、钛合金和钢材。目前航空器上越来越多地采用碳纤维复合材料。加工碳纤维复合材料刀具要求刃口锋利且耐磨损;航空铝合金加工必须考虑排屑和润滑问题,可采用高速加工提高生产效率和产品表面质量;航空高温合金又称耐热合金,高温时强度高,属于难加工材料。
2.碳纤维复合材料加工用整体硬质合金刀具
金刚石涂层硬质合金刀具是复合材料加工的理想工具,其特点是:硬度8000~10000HV,高热导率,涂层表面光滑,不受刀具几何外形限制。金刚石涂层硬质合金刀具能保证刀具刃口锋利,耐磨性好,复材不易被烧伤,不易分层,加工效率高。
目前,厦门金鹭合金公司开发亚微晶金刚石涂层、纳米晶金刚石涂层及多层复合金刚石涂层,如图1所示。多层复合金刚石涂层的特点是:纳米晶体涂层表面光滑,刀刃锋利、坚韧,耐磨损能力极强。

图1 多层复合金刚石涂层
碳纤维复合材料孔加工刀具有:适合纯复合材料加工的钻铰复合刀具(案例见表1),W形复合材料加工刀具,倒角钻头。适合复材与钛或铝合金叠层板加工的刀具有:钻头、扩孔钻、铰刀及螺纹柄钻头。其中,螺纹柄设计适合于工作空间狭窄时装配使用。
碳纤维复合材料侧边加工刀具包括:适合粗加工的左右交错菱齿立铣刀(案例见表2),适合精加工的人字形立铣刀,如图2所示。
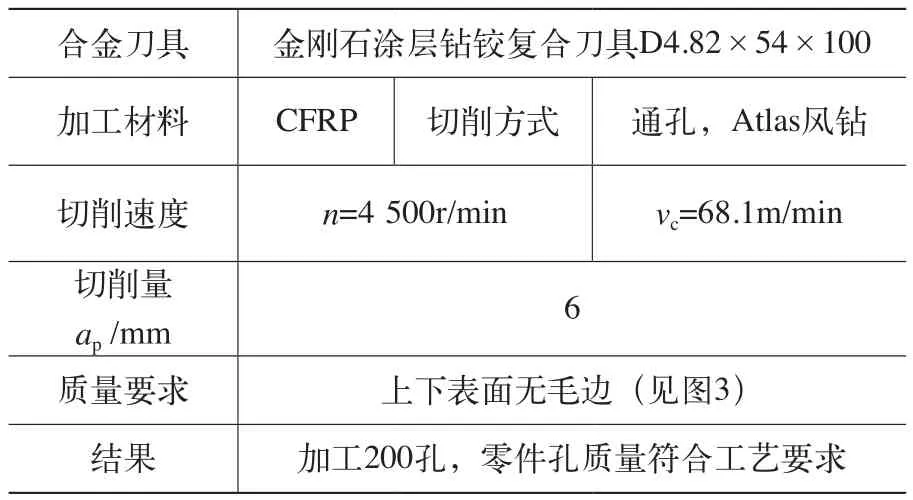
表1 纯复合材料孔加工用钻铰复合刀具应用案例
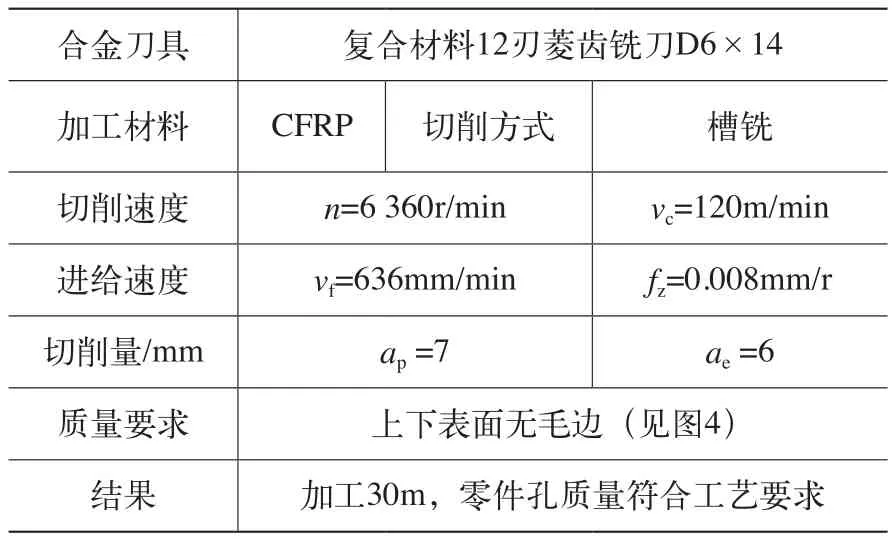
表2 复材用菱齿铣刀加工案例

图2 复合材料加工刀具

图3 复合材料孔
3.航空铝合金加工用整体硬质合金刀具
航空铝合金铣削加工用整体硬质合金刀具分为3个系列:高速立铣刀、中速立铣刀和内冷立铣刀。以金鹭公司高速立铣刀为例:刀体采用减振结构,带修光刃,大圆弧槽排屑,刀具动平衡品质:22000r/minG2.5,刀柄公差为h5,刃部跳动不大于0.005mm。该刀具适合高速型腔和侧铣加工。
金鹭公司D20×24×R3铝合金三刃长颈立铣刀(见图5),加工7075-T651,切削速度vc=1256m/min,进给速度fz=0.2mm/r,切深5mm,切宽5mm,圆弧顺铣,外冷却。加工42h后,零件表面粗糙度值Ra=0.8μm。

图4 复合材料槽

图5 铝合金立铣刀
4.航空钛合金加工用整体硬质合金刀具
钛合金加工用整体硬质合金立铣刀设计特点为:刀体合金棒材抗弯强度高,硬度高;采用减振设计,切削刃不等分布有效抑制振动;切削刃口采用强化处理技术,刃口锋利且强度高;刀具专用Cr-Al系涂层,耐高温,抗粘结磨损性能好(见图6)。
金鹭公司D12×24×R3钛合金4刃圆角立铣刀,加工TC4,切削速度vc=80m/min,进给速度fz=0.048mm/r,切深10.8mm,切宽12mm,内冷却。加工2h后,零件质量符合工艺要求。
图6 AlCrN 涂层
5.航空高温合金加工用整体硬质合金刀具
高温合金刀具采用细晶粒硬质合金,抗弯强度高,红硬性好;刃口钝化处理,采用Cr-Al系涂层。适合高温合金的槽型,切削刃不等分布,能有效抑制振动,如图7所示(加工案例见表3)。

图7 高温合金立铣刀

图8 加工零件图

表3 高温合金4刃圆角立铣刀应用案例
猜你喜欢
山东冶金(2022年4期)2022-09-14
金属加工(热加工)(2021年8期)2021-08-26
石材(2020年10期)2021-01-08
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2019年12期)2020-01-06
四川冶金(2019年4期)2019-11-18
金属加工(冷加工)(2018年3期)2018-03-26
凿岩机械气动工具(2016年1期)2016-11-11
凿岩机械气动工具(2016年3期)2016-03-01
超硬材料工程(2016年1期)2016-02-28
