
加工球轴承防尘盖用凸凹模的改进
2013-10-11 03:11:38郝洪博
哈尔滨轴承 2013年2期
宋 薇,郝洪博
(1. 哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036:2. 哈尔滨轴承集团公司 推力轴承分厂, 黑龙江 哈尔滨 150036)
1 前言
深沟球轴承产品有开式和闭式两种,对于闭式轴承来讲,是需要加防尘盖的,防尘盖有一种是钢制防尘盖。防尘盖主要起到防止灰尘进入轴承、减少油脂渗出及延长轴承使用寿命的作用。加工钢制防尘盖需要用模具冲出外形,在这样一套模具中有一个零件是凸凹模(如图1),该凸凹模加工难度大,废品率高,工人劳动强度大,效率低、质量难以保证设计要求,严重影响分厂的生产。现经过研究,将其原来的凸凹模一体结构改为镶体式的结构,这种结构加工简便,加工精度高,加工出的产品质量好,工人劳动强度低,生产效率显著提高,节省了原材料,提高了经济效益。
2 凸凹模改进设计
凸凹模的形状如图1,在它的小圆柱的外圆面有一圈等分齿,这样冲出的防尘盖会相应的有一圈牙口,使其在与轴承相连时紧紧地铆在轴承上,防止掉落,起到密封效果。
图1 防尘盖凸凹模
2.1 凸凹模原加工工艺
(1)备料:棒料;
(2)车:车好外形;
(3)钳:钻孔、攻丝;
(4)线切割:切好凹模;
(5)钳:用凹模翻出凸凹模齿;
(6)热处理:淬火;
(7)平磨:磨好两平面;
(8)径磨:磨好外径。
因为原加工工艺中模齿是需要用凹模翻出的,因此在加工前要先做出相应的凹模,再由钳工翻凸凹模的模齿,钳工在加工时有时一次不能直接翻成形,需要二次翻,这样就要再做一个凹模,浪费材料,浪费时间,效率较低,并且在翻齿过程中如果稍有偏差,就会产生废品,废品率高。根据这种情况,我们经过研究,现将其结构改为下面镶体结构,其结构如图2 所示。

图2 凸凹模镶体结构
2.2 设计思路
将原一体结构改为两体结构,由凸凹模模头、凸凹模模座和锁紧螺母组成。原凸凹模小径部分为模头,大径部分为模座,模头与模座由锁紧螺母连接。这样,模头部分的模齿就可由线切割直接加工出来,比钳工翻模要省时、省力、省材料。模座和锁紧螺母亦为易加工零件。
2.3 凸凹模模头的设计
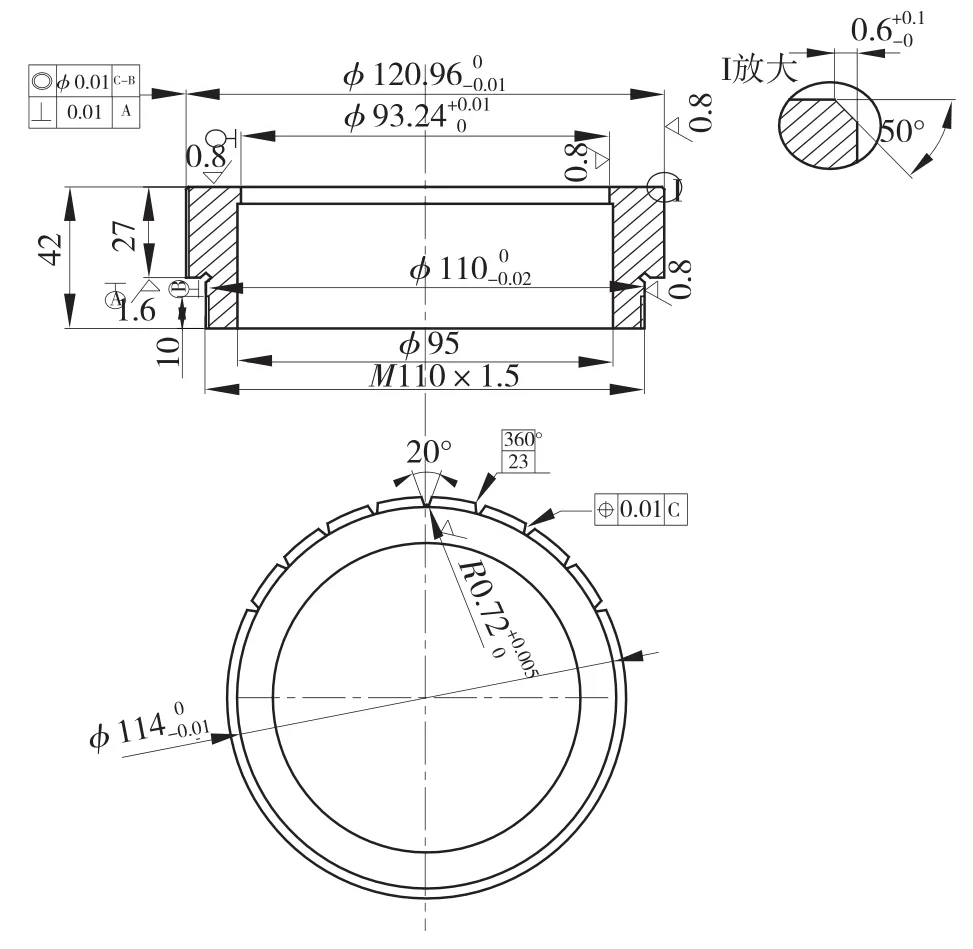
图3 凸凹模模头
具体形式如图3 所示,模头的材料用GCr15,淬火后加工齿用线切割切出保证其形状尺寸和形位公差。
2.4 锁紧螺母的设计
材料采用45号钢,上面设计四个等分丝孔,使其与锁紧螺母相连,其示意图如图4。

图4 锁紧螺母
2.5 凸凹模模座的设计
其具体形式如图5。模座用45号钢,保证底面与两侧面垂直,大孔与凸凹模轴配合,各丝孔、销孔按原设计加工,并在其上做四个沉孔,用来与锁紧螺母相连。
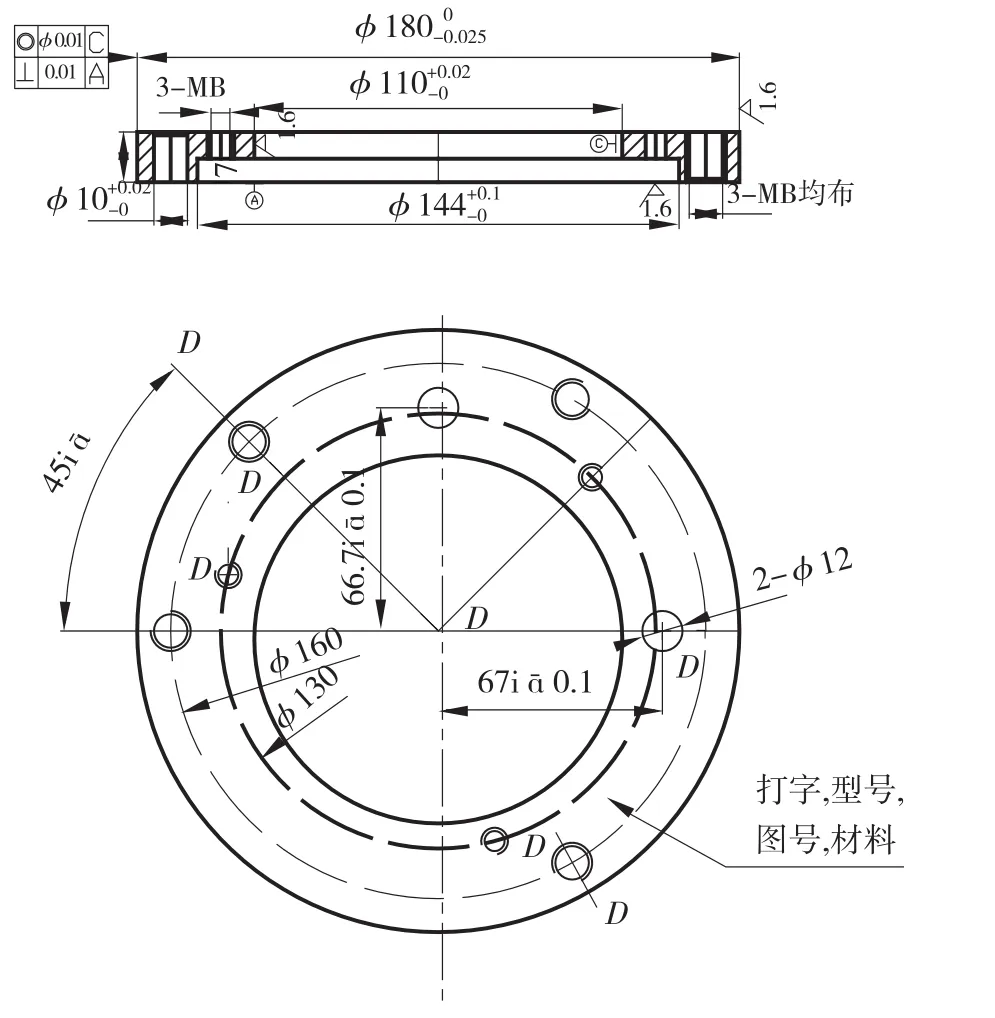
图5 凸凹模座
3 部件的装配要求
按以上各图加工各零件后,就可以组装了,先用锁紧螺母来锁紧模头,将锁紧螺母与模头紧密配合好保证没有间隙,再用螺栓将锁紧螺母与底座连接好,使之达到设计要求。
4 结束语
经过设计改进,大大提高了加工效率,减少了废品率,因为省去了钳工翻模而节省了翻模用的凹模,从而节约了材料料,为分厂关键任务的完成提供了保证,受到操作者、分厂使用者和领导的好评。这种方案解决了类似产品加工的问题,这种设计改进也为其他似类似产品加工设计提供了参考。
猜你喜欢
散文诗(2022年12期)2022-11-11 04:08:07
散文诗(青年版)(2022年6期)2022-07-05 07:05:53
机电工程技术(2022年4期)2022-05-12 09:41:28
模具制造(2022年2期)2022-03-25 11:41:26
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
模具制造(2021年7期)2021-09-14 00:27:36
中国设备工程(2021年1期)2021-02-01 04:41:18
设备管理与维修(2020年21期)2021-01-05 03:26:40
制造技术与机床(2018年11期)2018-11-23 01:07:36
现代塑料(2018年3期)2018-04-13 10:23:22
