
方形螺母点焊加工工艺研究
2013-10-11 03:11:58信雅丽
哈尔滨轴承 2013年2期
信雅丽
(黑龙江瑞兴科技股份有限公司,黑龙江 哈尔滨 150030)
1 前言
轨道电路设备空芯线圈的安装结构是将线圈组装件用螺栓螺母固定到外壳体内。由于空芯线圈用在铁路铁轨旁,机车经过时会产生剧烈振动,时间长了,螺母容易松动甚至脱落,造成设备故障,影响机车正常运行。螺母的位置在壳体内部,维修时必须拆开壳体及部分工程配线,这样做不仅浪费人力、物力,而且造成很大的经济损失。
2 改进方案
为了防止螺母松动,改进现有连接结构,采取以下两个方案进行试验。
(1)组装前,在与螺母连接部位的螺栓头上涂抹螺丝锁固密封胶,可以增加锁固强度,但工作环境恶劣,不能从根本上解决问题。
(2)将六角螺母用方形凸焊螺母替换,直接将方形凸焊螺母点焊到线圈的支架上,安装时再用螺丝锁固密封胶,这样螺母不仅不会脱落,而且还会增加密封胶锁固强度,起到双重的保险作用,而且维修也很方便,这个方案得到公司的认可。
2.1 点焊工装的设计

图1 下电极结构图
我公司有一台型号为SSAN75-T33的座式点焊机,针对此设备制作一套专用下电极,下电极采用螺纹分体式结构,在下电极座和下电极帽内装有绝缘套、定位销及复位弹簧,绝缘套可克服电焊分流产生的影响,定位销头部外径比螺母内径略小一些,高度为螺母的1/2,可使螺母定位准确,操作方便,复位弹簧采用塔式结构,使定位销复位准确、可靠,下电极结构如图1 所示。
2.2 方形凸焊螺母的选择
经过调研及试验,选用方形凸焊螺母。试验表明,这种螺母焊接质量稳定、焊接强度高。方形凸焊螺母M8选用标准GB/T13680-92,如图2和表1 所示。

图2 M8方形凸焊螺母

表1 方形凸焊螺母尺寸参数/mm
2.3 焊接工艺
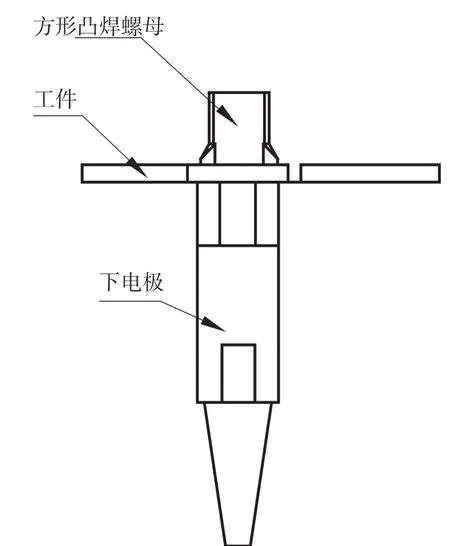
图3 焊接示意图
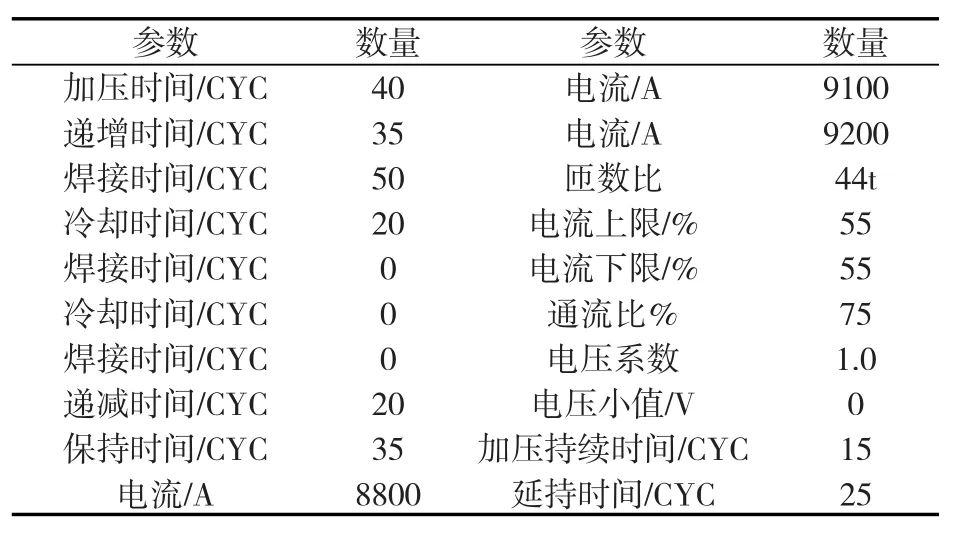
表2 点焊机参数设定
将工件和方形凸焊螺母套在定位销上,调节点焊参数,试焊,焊后测试点焊强度。如图3所示,我们采用简单方法测试,即在虎钳上夹持螺母,拧动钢板,钢板变形,螺母不脱焊。
采用SSAN75-T33的座式点焊机点焊方形凸焊螺母,须用严格的工艺规范进行焊接,焊接参数设定必须合适,设定不合适可能出现焊接不牢固、一侧烧黑、内螺纹变形和粘附焊渣等焊接缺陷,经过多次反复试验,确定点焊参数设定如表2 所示。
此工艺方法试验成功以后,用于批量生产,焊接质量相对很稳定,通过这次工艺改进,认为采用点焊方螺母的方式有以下几方面的优点:
(1)不需要专用的螺母点焊设备,可直接采用工厂现有的点焊机加专用点焊工装点焊螺母,节省了购置设备的费用。
(2)在钢板上点焊螺母可在有振动的场合下使用,适合我公司产品工作环境要求。
(3)生产效率高,每分钟可点8~10个螺母。
(4)降低产品故障率,节约了大量的维修成本。
3 结束语
通过工艺改进,掌握了方形凸焊螺母点焊的加工技术。实验证明,用此方法加工的空芯线圈,完全满足产品的使用需求。这种技术在其它同类产品中得到推广和应用,创造了一定的经济效益。
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
汽车实用技术(2022年5期)2022-04-02 10:04:42
冶金设备(2021年2期)2021-07-21 08:44:26
小哥白尼(趣味科学)(2021年3期)2021-07-16 07:47:32
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:24
有色金属加工(2020年4期)2020-08-20 04:35:04
福建质量管理(2018年20期)2018-11-14 04:42:46
小学生导刊(2017年34期)2017-07-09 03:01:08
焊接(2016年5期)2016-02-27 13:04:46
