
硬质合金圆锯片切削性能分析
2013-10-11 03:11:58孙世滨
哈尔滨轴承 2013年2期
孙世滨
(哈尔滨二工具科技有限责任公司,黑龙江 哈尔滨 150078)
1 前言
硬质合金圆锯片切削钢材比高速钢镶片锯片的切削性能高,其原因是硬质合金材料的硬度、耐磨性比高速钢好。为合理选择硬质合金圆锯片刃部的几何形状、锯片尺寸和切削参数,对硬质合金圆锯片和高速钢镶片锯片的性能进行了对比试验,叙述如下。
2 圆锯片的切割过程
高速钢镶片锯片切割钢材时,按照被切材料的不同性能,切削速度范围选为0.08~0.6m/s,而硬质合金圆锯片的切削速度范围可以为1~3.3m/s。由于硬质合金圆锯片切削宽度和每齿进刀量近乎于一致,故切削速度与切削效率成比例的提高,单位时间里所切割的面积增加5~8倍。随着切削速度的提高,锯齿的切入频率也按比例地增加。此外,刀齿的形状对锯片的运转状态有较大的影响,硬质合金圆锯片刃部表面质量磨削得越好,锯片的运转就越平稳,耐用度、寿命和经济效益也就越高。

图1 具有粗切齿和精切齿的硬质合金圆锯片的刀刃形状和齿形
3 硬质合金圆锯片结构
3.1 锯片盘体
采用工具钢制成,其抗拉强度为1300 N/mm2~1500N/mm2,考虑到齿面重磨的可能性和防止盘体卡入工件中,选择小于切削齿宽度(an)的盘体厚度(ast)(见图1)。
实践证明,表1 所标出的齿数组是可靠的。当锯片直径确定后,以齿数决定齿距和容屑槽。当确定切削横截面时,锯片的齿数和齿距要认真选择,要有足够大的容屑槽,以获得最佳的切削效果。
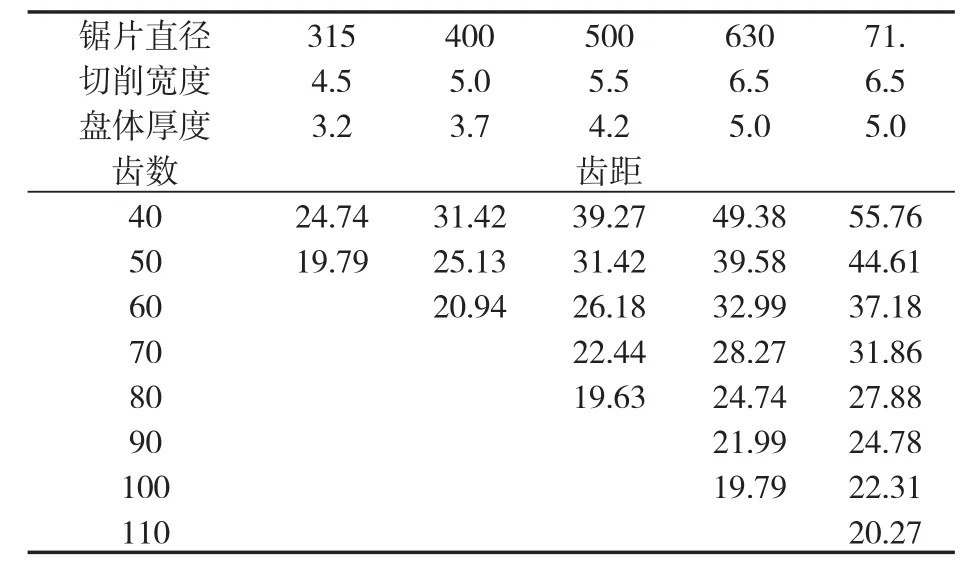
表1 与齿数、锯片公称直径相关的齿距/mm
3.2 硬质合金刀片
3.2.1 硬质合金要求
锯切时,由于进行断续切削承受大的负荷,因此要求其具备足够的韧性,以不使刀刃和刃角发生崩裂为宜,选用高耐磨性和韧性理想的硬质合金,主要使用的硬质合金为YG8、PS30等。
3.2.2 刀片规格
硬质合金刀片的长、宽和厚度取决于锯片的直径和齿距(见表1)。
虽然刀片厚度可以提高锯齿的抗弯强度,但是,为了增加容屑槽空间和满足齿背强度的要求,刀片厚度不允许超出所规定的极限值,齿高h和容屑槽半径r将取决于齿距t和刀片长度lp。必须根据规定的切削用量,确定这硬质合金刀片的齿形和高度、长度、宽度数值。根据硬质合金锯片所需要加工的直径,在保证锯片加工的强度的基础上,先确定刀齿的宽度an和盘体的厚度ast,根据刀齿的厚度为齿宽的3/5,齿高为齿宽的2倍左右为宜(见图1)。
3.2.3 刀刃的几何形状
硬质合金圆锯片的主刃和副刃是由砂轮刃磨而成,切削齿的前面和后面也是由许多单一面所组成(见图1)。除了由主刃和副刃构成的切削刃角外,在一条主刃和一条副刃的多边形中还存在着其他的切削刃角,一个单一面所测得的角取符号为α、β和γ,其角度总和必须为90°,α+β+γ=90° 。切割钢材的硬质合金圆锯片的切削刃角大部分都是负角,按照切削钢材的硬度和强度的不同,切削角在-8°~-12°之间,相应的后角范围为5°~10°,后角大适宜于强度大的软性钢材,同样,刃倾角和主偏角将按工件强度及选择的切削宽度的分布面有所修正(见图1)。
3.2.4 圆锯片的重磨
与高速钢镶片锯片相比,硬质合金圆锯片的径向和端面圆跳动要求明显的小,与锯片直径大小相关的硬质合金圆锯片径向圆跳动在20μm~50μm,端面圆跳动不超过锯片端面跳动的50%。必须仔细地磨削每个前刃面、后面和副后面,接合面应尽可能对称地按锯片中心排列。
4 圆锯片的切削参数
4.1 切削速度
由于摩擦系数与切屑和前刃面之间的速度有关系,随着切削速度v的变化,切削力Fc和进给力Ff也起变化,切削速度的提高使切屑在切削面上的滑动速度成比例的提高,切屑面上的摩擦系数也将减小。此外,锯片切削时,提高切削速度会相应地降低耐用度。
为了利用硬质合金圆锯片切削钢材的经济性,必须按照切削加工任务选择速度,这中间不仅要考虑尽可能地提高切削效率,又要考虑到耐用度的高低。
4.2 锯齿进给量
锯齿进给量(SZN)可由进给速度v、转速n和齿数z,即由齿对数zN或者由切削速度v、进给速度v及齿距t中求得。

按照切削宽度的不同分配,必须将相适应的齿数z填入公式中,硬质合金圆锯片具有粗切齿和精切齿时,zN=Z/2,也就是说,每一个粗切齿和每一个精切齿构成了总的切削宽度。每个齿就是这个总的切削宽度,即zN=z,但是,这一事实还不能确定,带分屑槽的锯片能够达到双倍的进给速度和耐用度。实践证明:锯切整块材料时虽然获得较高的切削效率,但是耐用度没有相应的延长。在每齿进给和相关的切削力平均值之间存在一个函数关系,锯齿进给量的减小,按照双曲函数切削力的平均值会很快地增加,造成相同的切削效率情况下传动功率的急剧上升,相关切削力的平均值的确定:
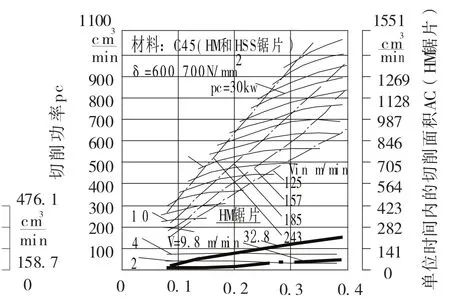
图2 每齿进给量S ZN

切削速度的平均值hm和锯齿配对ZeN的啮合数可以借助旋转角γ1和γ2、啮合角γe和啮合量e1和e2以及齿的对数zN来求得:


带分屑槽锯片的公式:

各种不同的切削条件所产生的影响,根据试验而定,d为锯片的直径。
4.3 切削效率
锯切时的切削效率可由下列关系式求得:

图2 展示了硬质合金圆锯片和高速钢镶片锯片在不同切削速度下,切削功率和锯齿进给量之间的相互关系,从图2 中也可以得出切削效率Q2(单位时间内切除量),即每一单位时间里锯切面Ae和齿进给量SZN之间的关系。
5 结束语
通过以上分析可知,使用硬质合金圆锯片切削钢材要比高速钢锯片提高切削能力和单位时间内切除量5~8倍,这就是采用硬质合金材料的结果。
猜你喜欢
光学精密工程(2023年20期)2023-12-04 02:39:22
石材(2022年4期)2022-06-15 08:55:26
冶金设备(2020年2期)2020-12-28 00:15:34
重型机械(2020年2期)2020-07-24 08:16:12
测控技术(2019年9期)2019-10-18 07:26:30
电子机械工程(2018年4期)2018-10-13 07:13:32
科学与财富(2018年19期)2018-08-20 19:01:38
重型机械(2016年1期)2016-03-01 03:42:06
大型铸锻件(2015年5期)2015-12-16 11:43:22
焊接(2015年12期)2015-07-18 11:13:04
