浅谈三位一体模式在数控加工编程课程中的应用
2013-10-11 11:50程志青范君艳朱玉蓉
职业教育研究 2013年11期
程志青 范君艳 朱玉蓉
(上海师范大学天华学院 上海 201815)
传统本科院校在数控机床类课程的教学中,由于各方面条件的限制,对数控编程及加工技术只是作为一个章节,对学生的实践环节要求不高,学生对编程理论及编程方法的理解也不够深刻,严重制约了学生创新思维和动手能力的提高,极大地影响了教学质量与教学效果。我院以应用型本科学生动手能力的培养为目标,积极改变传统的教育模式,注重理论与实践相结合,试图探索一种适合机械设计制造及其自动化专业数控方向应用型本科教学行之有效的方法,旨在培养时代发展要求的创新型人才。
数控加工编程这门课程正是数控方向学生理论与实践相结合的典范,也是我院机械设计制造及其自动化专业的一门专业主干课程。教学的目的是使学生在了解数控加工技术基本概念的基础上,掌握数控车、铣、加工中心及线切割机床的编程和操作方法,培养学生数控刀具的选择和数控工艺分析的能力,为后续数控系统原理及应用的学习打下良好的基础。
互动式理论教学方式
互动式理论教学法在教学过程中应以师生之间的互相尊重为基本前提,以教学过程中的沟通交流为基本特征,以发现和解决问题为教学载体,最终达到激活学生的问题意识,在相互启发中消除疑惑的目的。
互动式理论教学方式的实施步骤为:课前预习——抛出问题——引导式回答——引出式讲授——间歇式发问——讨论式作答——总结陈述——课堂小结。下面以讲授“数控立式加工中心钻镗循环”为例,进行分析。
首先,在课前预习的基础上,抛出问题并作引导式回答。在已经对加工直线快速进给指令G00和工作进给指令G01熟知的前提下,抛出所示图形(如图1所示),加工图中所示的1号、2号和3号孔。之后,可以引导学生根据图中所示数字的顺序思考作答。
得出孔系的加工路径如下:1(G00定位1号孔)——2(G00下刀到安全高度)——3(G01切削加工)——4(加工完成,G00退回)——5(G00抬刀到2号孔安全高度)——6(G00定位2号孔)——7(G01)——8(加工完成,G00退回)——9(G00定位3号孔)——10(G00)——11(G01)——12(G04暂停,光整加工)——13(加工完成,G00退回)——14(G00返回初始点)。根据这样的路径,学生就可以按照比较清晰的思路用G00和G01指令不断地切换达到加工目的。但是,这样的加工方法对于数控系统来说读取时间较长,加工缓慢,而且程序冗长,与数控程序简单、明了的目的相悖。
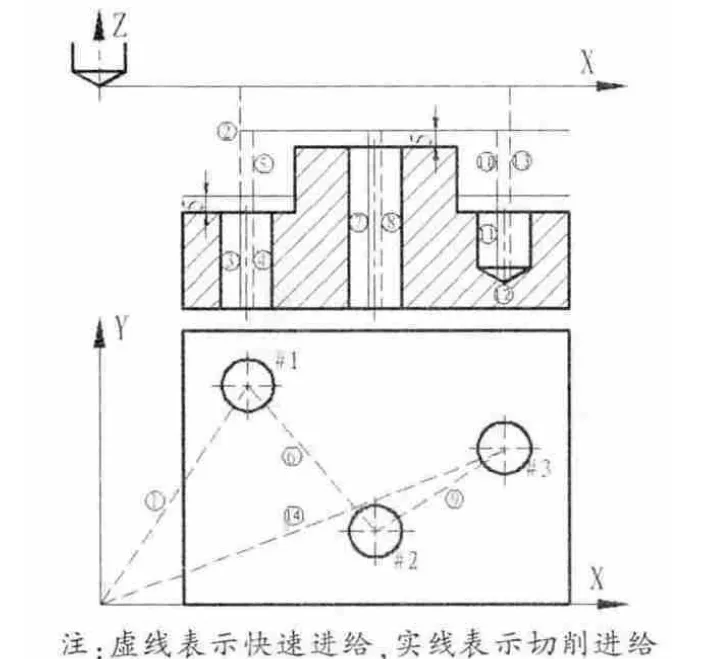
图1 孔系加工路径图
其次,引出式讲授穿插间歇发问。提醒学生回忆以往的学习内容:参照数控卧式车床编程的一种方法——固定循环指令——是不是有一种指令可以将几个程序段合而为一呢?如果可以,怎么合?哪些路径可以合起来?引发学生之间的讨论,进而对钻镗固定循环指令展开详尽的讲解。
再次,讨论式作答并作总结陈述。以提问的方式请学生对刚刚讲述的指令对号入座:采用简单钻孔循环指令加工1号孔,采用深孔往复排屑钻孔循环指令加工2号孔,采用孔底有暂停的钻孔循环指令加工3号孔。得出的最终加工路径:1(定位1号孔)——2——3——4(用一个指令G81完成)——5——6(定位2号孔)——7——8(用一个指令G73完成)——9(定位3号孔)——10——11——12——13(用一个指令G82完成)——14(返回),使原来要用14个程序段完成的指令用5个程序段完成,大大简化了编程。
之后还可以对本节内容进行总结陈述。这样,学生可以很容易地理解并掌握概念,同时也可以体会到同一个表面的加工可以通过不同的方式得到,但是考虑到现代加工的经济性问题,则必须选择一种最方便快速的方式。
目标式课后实验
每一种类型的机床编程方法讲述结束之后,都会安排3个课时的机床实验环节,让学生有针对性地对课堂所学的编程方法作更进一步的理解和掌握。仍然以图1所示的零件为例来简要说明实验过程。
在实验时,先将学生分成3~4人一组,每组学生拿到的只是一个长方体的毛坯零件。学生拿到毛坯件之后,可以分工合作。首先,分析零件图纸,看清设计基准、技术要求、精度要求等内容,观察加工对象的类型,选择合适的机床及刀具材料与类型。同时,也要对拿到的零件毛坯的工艺性做简单分析,确定毛坯余量是否充分及均匀,毛坯件如何定位装夹等。
其次,要对零件做更详尽的工艺分析。分析的内容包括工序的划分,工步的安排,走刀路线的确定,切削参数(切削深度/宽度、切削速度Vc、进给量f)的选择等。需将这些内容细化之后填写数控加工的刀具卡和数控加工工序卡。
再次,在编程之前还需进行数值计算。主要根据每个工步的加工路线确定基点及坐标值,在图样上画出走刀路线。然后就可以根据事先安排好的加工路线加入刀补之后进行加工。因为实验的机床都具有刀具补偿功能,此时,可以根据零件轮廓进行编程。
最后,将以上所有准备工作完成之后,就可以安装毛坯,保证毛坯的安装精度;安装刀具,进行对刀操作;输入所有的程序及刀补参数,对车床试运行加工。在粗加工时或空走刀时,尽量选择大的切削用量和加工速度;精加工时,则选择较高的主轴转速和较低的进给速度,以保证加工精度。
经过一个零件完整的编程实践,可以让学生深刻地体会到编程不仅仅包括程序编制,编程之前的工艺分析也是必不可少的重要环节。通过本课程的学习与实践,不仅加深了学生对课程本身的认识,同时也强化了与机械制造技术基础课程的联系,为后续的专业课程设计奠定了实践基础。
拓展式实习实训
正常的教学环节结束后,还会安排为期4周的CAD/CAM实训,内容包括两周的CAD/CAM软件实训和两周的加工实训。两周的软件实训主要运用UG进行三维造型设计,通过UG软件的CAM功能,按照图2所示流程完成图纸的仿真模拟,可以根据模拟结果修改加工参数。两周的加工实训则是对实验的补充,可以满足每名学生都能上机操作的要求。同时,进行宇龙仿真软件的实训,将数控车、铣、加工中心等机床的实际加工操作,以虚拟的方式展现出来,使学生真正实现仿真与实操的结合,能更加深刻地理解先进制造技术的概念。另外,课余时间,我院还鼓励学生参加数控中级、高级培训,为学生的就业添砖加瓦。目前,我院机械系2010、2011两级学生已完成了数控中级工的培训和考核,部分学生已顺利拿到了数控中级工证书。
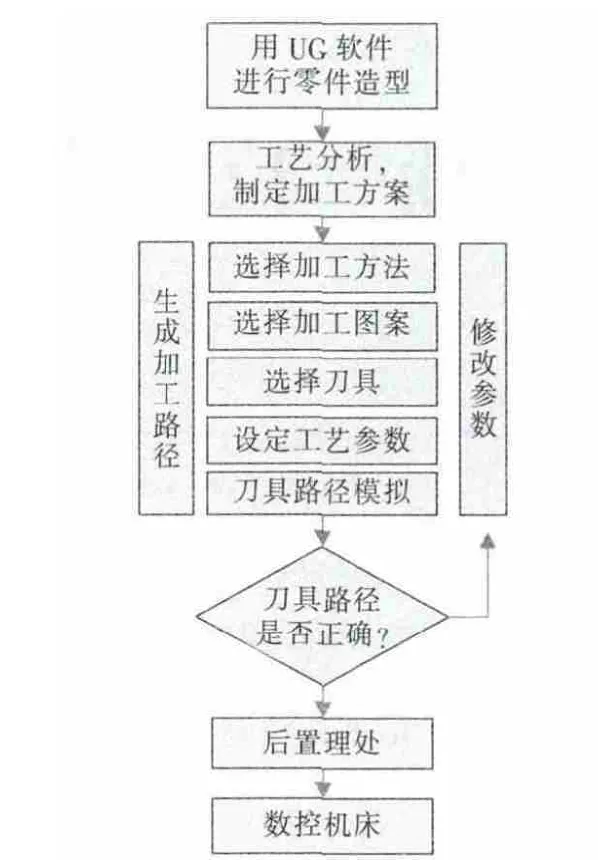
图2 CAD/CAM数控编程流程图
结语
教学、实验、实训三位为一体的人才培养模式,可以构成一个相互交叉、相互融合、相互渗透的有机整体,有效提高了学生的学习兴趣,学生愿意主动去操作、去练习。辅助的考级考证培训也大大提高了学生对数控机床操作的积极性,为应用型本科人才的培养做出了很好的实践。由于此类课程的专业性,讲述内容相对枯燥,需要我们在教学过程中不断搜集相关的多媒体教学资源,使学生更形象地接受所学内容。另外,在有条件的情况下,不应该只重视编程能力的培养,在对内容熟练掌握的前提下,应自行设计伺服系统,并在普通机床上进行数控化改造。
[1]孙德兴,谭羽非.“交流互动式”课堂教学模式的研究与实践[J].黑龙江高教研究,2004(6).
[2]聂秋根,陈光明.数控加工实用技术[M].北京:电子工业出版社,2007.
[3]王继焕,徐伟民.机械基础课程群多维诱导教学模式的研究与实践[C].机械类课程报告论坛2009论文集,2009.
[4]张伟,陈俊华,等.数控机床操作与编程实践教程[M].杭州:浙江大学出版社,2007.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
学校教育研究(2020年11期)2020-06-08
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
山东工业技术(2016年18期)2016-09-19
科技传播(2015年20期)2015-03-25
西安航空学院学报(2014年5期)2014-07-13