涡旋式汽车空调压缩机动盘毛坯加工用夹具研发
2016-09-19 01:39武鹏飞吴培荣马鞍山奥特佳机电有限公司安徽马鞍山243121
山东工业技术 2016年18期
武鹏飞,吴培荣(马鞍山奥特佳机电有限公司,安徽 马鞍山 243121)
涡旋式汽车空调压缩机动盘毛坯加工用夹具研发
武鹏飞,吴培荣
(马鞍山奥特佳机电有限公司,安徽 马鞍山 243121)
基于普通车床用卡盘和夹具夹紧毛坯基圆部位进行切削加工过程中缺乏理想夹紧部位,在切削过程中极不平稳易导致毛坯轴承固定部位内、外圆切削加工尺寸不符合要求,故此,本文针对这一问题研制出了一种实用新型涡旋式汽车空调压缩机动盘毛坯加工用夹具——偏心爪,有效解决了这一技术缺陷,进一步提高了企业生产效率和经济效益。
压缩机;动盘毛坯;卡盘;夹具;设计研发
0 引言
在涡旋式汽车空调压缩机动盘毛坯加工工厂内,成品铸件即毛坯件需要在车床上进行一系列初加工才成为可以进行后续装配的成品,其中第一步工作是将成品铸件上冒口均匀切除,普通车床用卡盘和夹具夹紧毛坯基圆部位进行切削加工,由于涡旋式汽车空调压缩机动盘毛坯基圆部位比较窄,因而不是理想的夹紧部位,切削过程中不平稳,容易导致毛坯切削不均匀。
1 问题分析
如图1所示,图中5表示动盘毛坯,52表示动盘毛坯的螺旋面,53表示动盘毛坯肩部,54表示动盘毛坯冒口。所使用的普通车床卡盘为三爪卡盘,有图1可以看出动盘毛坯基圆部位53端面较窄,因此当卡盘夹具夹紧切削动盘毛坯冒口54过程中易出现不平稳状况,容易导致毛坯冒口及轴承固定部位内、外圆切削不均匀,或损坏毛坯件。因此要想平稳切削毛坯冒口必须要选择理想的夹紧部位。通过图示我们可以看出动盘毛坯螺旋面52接触面较大,适宜夹紧。所以我们需要针对毛坯螺旋面52设计新型的毛坯加工夹具。
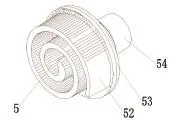
图1 涡旋式汽车空调压缩机动盘毛坯的立体示意图
2 新型动盘毛坯加工夹具的研发
2.1设计原理
为了解决上述技术问题,本实用新型公开了一种涡旋式汽车空调压缩机动盘毛坯加工用夹具,如图2包括卡盘和轴对称设置在卡盘上的第一夹爪、第二夹爪和第三夹爪。为了适配于动盘毛坯的螺旋面,如图3所示分别在第一夹爪前端设置有两个第一突起22,第二夹爪前端设置有第二突起32,第三夹爪前端设置了第三突起42。其中第二突起及第三突起前端的宽度均设置为0.8mm,在第一突起前端设有防滑部如图4所示以进一步确保夹紧效果。

图2 新型涡旋式汽车空调压缩机动盘毛坯加工用夹具的立体示意图

图3 新型涡旋式汽车空调压缩机动盘毛坯加工用夹具的分解立体示意图
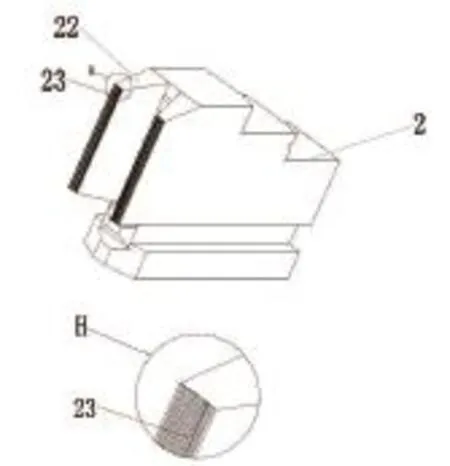
图4 实用新型中第一夹爪的立体示意图
其中:1.卡盘,2.第一夹爪,22.第一突起,23.防滑部,3.第二夹爪,32.第二突起,4.第三夹爪,42.第三突起,5.动盘毛坯,52.动盘毛坯螺旋面,53.动盘毛坯基圆肩部,54.动盘毛坯冒口。
2.2实用新型动盘毛坯加工夹具的技术效果
本实用新型可以获得包括以下技术效果:
(1)本实用新型中第一突起、第二突起和第三突起适配于动盘毛坯的螺旋面;毛坯夹紧在理想部位,夹紧效果更好,切削过程中更加平稳,解决了毛坯冒口及轴承固定部位内、外圆切削不均匀的问题。(2)本实用新型中第一突起前端设有防滑部,第二突起和所述第三突起前端宽度均为 0.8MM,毛坯夹紧效果更好。
3 结束语
通过对涡旋式汽车空调压缩机动盘毛坯加工中,无法对冒口及均匀切除等原因进行分析研究后,经过对车床卡盘和夹具进行优化改造后,有效解决了涡旋式汽车空调压缩机动盘毛坯基圆部位较窄,找不到理想夹紧部位的技术难点,进一步优化了汽车空调压缩机动盘毛坯加工生产线,确保了产品的质量。
10.16640/j.cnki.37-1222/t.2016.18.236
武鹏飞(1962-),男,安徽马鞍山人,工程师,职业经理人,工商管理MBA,研究方向:汽车空调压缩机及其关键零部件的生产、工艺技术、机械设备、模具以及相关课题的研究。
猜你喜欢
新技术新工艺(2022年9期)2022-10-26
锻压装备与制造技术(2022年2期)2022-05-11
商品与质量(2021年43期)2022-01-18
内燃机与配件(2022年2期)2022-01-17
农业装备技术(2021年3期)2021-06-23
兵工学报(2021年12期)2021-03-05
信息技术时代·下旬刊(2020年5期)2020-09-10
中国科技纵横(2019年14期)2019-09-18
汽车零部件(2018年5期)2018-06-13
汽车零部件(2017年2期)2017-04-07