
新型皮棉加湿机应用与实践
2013-10-04 02:38杭建平
中国棉花加工 2013年4期
■杭建平
〔农一师十二团棉花加工厂,新疆 阿拉尔 843300〕
随着棉花全程机械化的推进,最近几年兵团机采棉得到长足发展,2012年度全团棉花种植8000 hm2(12万亩),其中机采棉种植面积达6666.67 hm2(10万亩),2012年棉花机采率为80%,随着十二团农业机械化的快速发展,到2014年将实现机采率90%以上,实现跨越式发展。机采棉的加工技术有别于手摘棉,皮棉加湿是机采棉加工的重要环节。为提高生产率,节约能耗,保持加工工艺的完整性,2012年6月十二团加工厂在128机采棉车间安装并配备了新型的皮棉加湿机,经过一个轧季的运行及实践,取得了较好的经济效果,本文就新型加湿机的使用情况与大家分享。
一、机采棉加湿的必要性
1.皮棉加湿的意义。
降低打包机工作过程的电能消耗;降低打包机柱塞压力,实现轻松打包;降低打包机备品备件消耗;降低打包机的事故率,提高打包机完好率、作业率;提高打包机的寿命;有利于充分发挥打包机的能力,提高打包机的工作效率;降低包装物料的消耗;降低棉包崩包率;提高安全性,棉包在运输过程中因摩擦及静电的作用易发生火灾事故,随着回潮率的增加,棉包发生火灾的概率降低;有利于规范棉包重量。
2.皮棉加湿还能产生经济效益。
棉包储运过程中,吸湿或放湿发生在外层,在棉包所处压力下,水分扩散很慢,造成回潮率不均匀。对于原始回潮率小的机采棉来说,储运一段时间后,棉包将吸湿,造成棉包外层回潮率高、内层回潮率低,若此时对棉包进行重新测重,将影响加工企业的经济效益。
新型皮棉加湿机可以设定加湿模型,加湿量按正态分布,使得棉包内部回潮率大于外部回潮率,实现效益的最大化。
客观地说,棉包回潮率是一个不稳定的参数,它受测量仪器、操作人员的影响较大,不同的人员得出的结果也不尽相同,随棉包放置时间、环境的变化,回潮率也发生变化,为实现最大效益、减少亏重,机采棉加湿是很必要的。
二、新型皮棉加湿机简介
1.新型皮棉加湿机原理。
新型皮棉加湿机采用气水雾化技术,同时在喷嘴出口设置振荡头,振荡头高频振荡产生超声波,最终产生PM15的水雾,在皮棉滑道的上部对皮棉进行加湿。
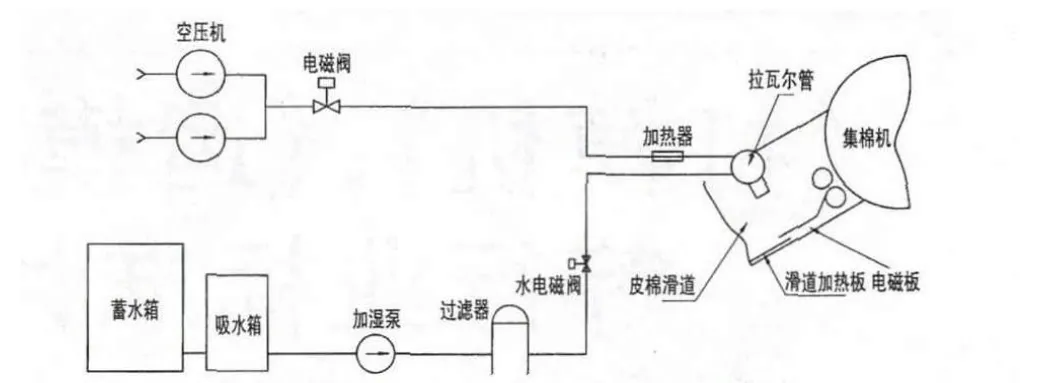
图1 新型皮棉加湿机原理图
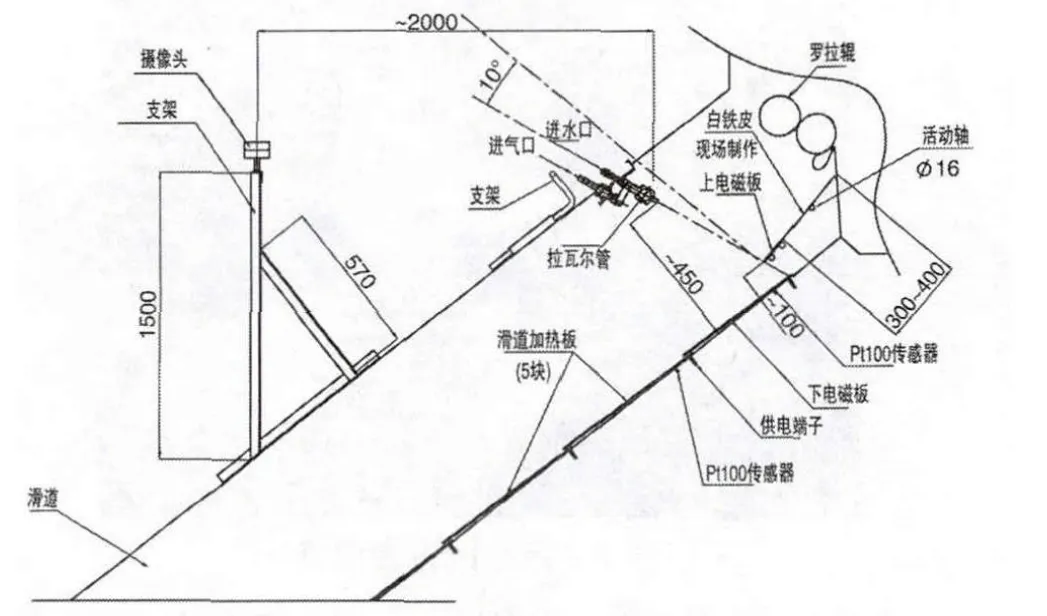
图2 皮棉滑道设备安装图
2.新型皮棉加湿机的性能特点。
(1)能耗低。
传统加湿机需要将水加热到100℃并使之汽化成100℃的蒸汽,100℃水比焓为419 kJ/kg,汽化潜热为2257 kJ/kg,100℃蒸汽比焓为2676 kJ/kg,可以看出水的汽化潜热占有很大的比例。
新型皮棉加湿机产生PM15水雾,水的加热温度不超过50℃,此时水雾的比焓为209 kJ/kg。
从理论上讲,新型加湿机能耗是传统加湿机能耗的8%,大大降低了能耗。
(2)操作方便。
传统加湿机消耗燃油,新型加湿机不消耗燃油,应用起来非常方便安全。
(3)水质适应性强。
新型皮棉加湿机安装了小型水处理设备,水质适应性强。
(4)温度适应性强。
环境温度在-15℃~40℃时,加湿机均能正常工作。
(5)加湿量调节方便。
皮棉加湿量可达1.5%以上。
三、新型皮棉加湿机应用过程中应注意的几个问题
经过一个轧季使用,对新型加湿机及皮棉加湿有了一个新的认识。为保证皮棉加湿设备的正常工作,注意应从以下几个方面做好工作。
1.稳定轧花生产是前提,只有保证轧花设备稳定运行才能使得皮棉加湿机正常工作,从而提高皮棉加湿比率。2.经常检查加湿设备空压机,加湿泵的油位,保持油位正常,一般情况下应每天检查一次油位。3.加湿泵供水压力一般不超过0.5 MPa,超过时应及时检查并更换滤芯。4.运行过程中应对加湿量及时调整以满足生产需要,加湿量一般控制在1.2%为宜,加湿量超过1.5%时滑道内皮棉下滑易受到影响,故障率增加。5.电磁板应保持足够的温度,一般设定为50℃~70℃。6.流槽加热板一般设定为50℃。7.经常检查喷雾情况,发现异常应立即检查并及时处理。8.皮棉滑道坡度以稍大为好,坡度不低于42°为宜。9.时刻监视滑道内皮棉流动情况,发现异常及时处理。10.轧季结束后,应把水箱和水管中的水排放干净。
四、结束语
机采棉加工车间配置皮棉加湿机能产生较好的经济效益,而新型加湿机具有能耗低的技术优势,有很好的应用前景。轧花设备的稳定生产是皮棉加湿设备正常工作的必要条件,而皮棉加湿反过来可促进皮棉加工设备的稳定运行,两者互为促进、共同提高。
猜你喜欢
中国棉花加工(2022年2期)2022-07-09
中国棉花加工(2019年5期)2019-12-27
电子技术与软件工程(2019年17期)2019-10-09
中国棉花加工(2018年5期)2019-01-18
中国棉花(2019年4期)2019-01-04
中国纤检(2018年10期)2018-12-07
中国棉花加工(2017年1期)2017-04-06
汽车维修技师(2017年9期)2017-02-04
汽车维修技师(2016年1期)2016-08-12
中国棉花加工(2015年5期)2015-04-19
