
大口径高精度四维调整工作台设计*
2013-09-28 13:19:40张楚鹏赵则祥赵惠英于贺春张国庆王文博
制造技术与机床 2013年6期
张楚鹏 赵则祥 赵惠英 于贺春 张国庆 王文博
(中原工学院机电学院,河南郑州 450007)
随着航天航空遥感、天文探测、IT制造业等重要产业和许多新兴的高科技领域对大口径(≥550 mm)光学元件的需求日益增加,大口径光学元件的精度要求越来越高[1],对光学元件的加工和测量技术提出了更高的要求[2]。在传统的加工和测量方法中,四维调整工作台在小口径光学元件的加工和测量中应用比较广泛,而且多为自动调整,调整精度和效率较高,而在大口径光学元件的加工和测量中应用较少,导致大口径光学元件装夹过程中的偏心量和倾斜量无法得到剔除,从而产生新的加工和测量误差。为了去除大口径光学元件装夹中的偏心量和倾斜量,减小加工和测量过程中产生的误差,提高大口径光学元件的精度,需要在大口径光学元件的加工和测量过程中使用四维调整工作台进行调整。
针对上述需求,研发了一台大口径高精度四维调整工作台,具有较高的调整精度和稳定性,可以用于大口径光学元件的加工、测量、修配等过程中的精密调整以减小偏心量和倾斜量的影响。该大口径高精度四维调整工作台整体采用双层结构,调心部件采用了精密梯形丝杠和十字交叉导轨作传动机构,调平部件采用8点支撑结构,以精密梯形丝杠为传动机构,调心调平部件都设计有高精度锁紧机构,可以实现大口径高精度光学元件加工和测量过程中的工件装夹位置和角度的精确微量调整。
1 调心调平工作原理
调心调平是用于调整被加工和测量工件相对于机床工作台回转轴线的偏心量和倾斜量,其中调心是调整被加工和测量工件回转中心,使其与机床工作台回转中心一致,偏心量调整到加工与测量对调心的精度要求(理论上应为零);调平是调整被加工和测量工件回转轴线,使其与机床工作台回转轴线重合至精度要求(倾斜量理论上应为零)。
1.1 偏心量和倾斜量对大口径光学元件加工和测量的影响
偏心量是指工件回转中心与转台回转中心的距离矢量,其将直接影响光学元件的加工和截面轮廓的测量。在测量方面,在用最小二乘法评定圆度时,其建模时考虑偏心量很小,将非线性问题转化为线性问题处理。其最小二乘圆半径、偏心坐标可以直接通过求解线性方程组得到,而当偏心量过大时,最小二乘圆半径、偏心坐标的求解将是非线性问题,评定费时且不易达到全局最优解,用最优化方法对最小区域法评定圆度误差也存在不易达到全局最优解的问题。在加工方面,当偏心量较大时,上一工序需要留较大的加工余量,使超精加工费时且困难。

倾斜量,是工件回转轴线与转台回转轴线之间的矢量夹角,其将直接影响光学元件的加工和截面轮廓的测量。如图1所示,测量方面,当倾斜量为零时,测量截面为高度H的圆截面轮廓,当倾斜量为β时,测量截面为与底面呈β夹角的椭圆截面轮廓。在加工方面,当倾斜量较大时,上一工序需要较大的加工余量,使超精加工费时且困难。
为了验证偏心量对光学元件被加工和测量截面轮廓误差的影响,使用Talyrond395形状测量仪对精度0.05 μm的标准球同一截面进行反复多次测量,在测量过程中分别加入不同的偏心量,测得多组误差数据,利用最小二乘法分别拟合求得多个圆度误差值,得出数据如图2中所示,结果表明偏心量对圆度误差的影响显著。

1.2 四维调整工作台原理
利用多轴数控光学加工中心安装的光学定心系统对大口径光学元件进行测量,机床旋转工作台控制旋转,四维调整工作台进行偏心量和倾斜量的调整,构成一个完整的调整系统,实现大口径光学元件加工和测量过程中的调整。调整系统示意图如图3所示。

调整系统中存在3个坐标系,数控机床进行空间定位的旋转工作台坐标系,四维调整工作台坐标系,被加工和测量的光学元件坐标系。在初始状态下旋转工作台坐标系与四维调整工作台坐标系z轴重合,两者原点的z轴坐标值存在一个常数C的差。如图4中所示,x1o1y1z1表示四维调整工作台坐标系,xoyz表示被加工和测量的光学元件坐标系,x′1o′1y′1z′1为中间转换坐标系。以x1o1y1z1为基准坐标系,对四维调整工作台的工作原理进行分析,得出其调整的步骤如下:
(1)利用光学定心系统对光学元件进行偏心量测量,测得偏心量和偏心角度分别为k和β,假设四维调整工作台坐标系x1o1y1z1原点坐标为o1(x1o1y1z1),中间转换坐标系原点坐标为 o′(x′1o′1y′1z′1),得出两点的坐标转换式[3]为:
由此可知X向的偏心调整量为kcosβ,y向的偏心调整量为ksinβ,完成初步调心。
教学是一门艺术,而教之道,贵在启发潜能。教育心理学研究业已证明,正确的评价,适当的表扬和鼓励,可以激发学生的上进心、自尊心,要让学生在学习上“主动”起来,就必须以正面鼓励为主,充分相信每位学生的潜能,鼓舞每一位学生主动参与学习。在教书育人的道路上,对知识,我愿是大海;做教师,我愿是春风。要打开学生的心窗,走进学生的心扉,感悟学生的真情。
(2)利用光学定心系统对完成初步调心的光学元件进行倾斜量测量,如图4中所示,测得光学元件回转轴线Po(与z轴重合)与调整工作台坐标系z轴的夹角为α,被加工和测量的光学元件上表面中心点 P 在 x′1o′1y′1z′1坐标系 x′1o′1y′1平面内投影点 P′3坐标为(x0,y0,0),被加工和测量的光学元件坐标系xoyz中的P点坐标为(x,y,z),对倾斜量的调整关系进行分析计算:


xoyz坐标系 z轴绕 x′1o′1y′1z′1坐标系 z′1轴顺时针旋转角度γ,对P点进行坐标变换:

由图4可知:

计算得:

在 xoyz坐标系 z轴绕 x′1o′1y′1z′1坐标系 z′1轴旋转角度 γ 后,xoyz坐标系 z轴再绕 x′1o′1y′1z′1坐标系 x′1轴顺时针旋转角度θ,对旋转后的P点进行坐标转换:

计算得:
将式(2)、(4)代入式(6)得:

可以得出倾斜量调整转化成基准坐标系中3个坐标轴方向的调整量为:

在倾斜量的调整过程中对P点的x、y、z坐标分别调整 Δx、Δy、Δz,可以实现倾斜量 α 的调整。但在倾斜量的调整过程中会产生偏心分量,需利用光学定心系统对光学元件重新进行偏心量测量,调整偏心量。由于调心滚动导轨存在一定的直线度误差,在调整偏心量的过程中会产生倾斜量分量,需对倾斜量重新进行测量和调整。如此反复进行测量和调整,偏心量和倾斜量不断减小,直至达到要求的精度范围完成调整过程。
2 四维调整工作台的结构设计
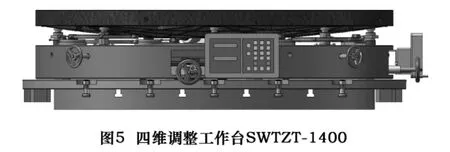
为了解决光学元件加工和测量中的调整问题,先后开展了直径350 mm和直径1 400 mm的高精度四维调整工作台的研制,适合用于小口径和大口径光学元件加工和测量过程中的调整。高精度四维调整工作台SWTZT-1400设计的主要技术指标为:直径1 400 mm,整机高度≤300 mm,承重≥1 t,X、Y向平移≥ ±25 mm,X、Y 向的调心精度 ±0.1 μm,沿X、Y 向倾斜≥±3°,X、Y 轴向的调平精度10″,自重≤4 t,锁紧变化量≤10″,结构稳定性小于 2 μm/两周。
四维调整工作台整体结构设计三维图如图5所示,为了保证工作台高精度、高稳定性的要求,从结构上,整体结构采用双层结构,调平部件采用8点支撑结构,调心部件采用精密梯形丝杠和双维一体式滚动导轨作传动机构,对调心部件和调平部件都设计有独立的锁紧机构,从结构上保证了工作台的高精度、高稳定性;从材料和工艺上,上工作台选用强度和韧性较好的QT500,进行多次时效处理,调整丝杠采用高硬度、高耐磨和高接触疲劳强度的轴承钢,进行淬火处理,调平导向十字轴和下工作台采用淬透性较好的40Cr,通过淬火处理提高屈服强度和综合性能,保证了四维调整工作台的稳定性。

四维调整工作台主要由两层工作台、调心部件、调平部件、调心调平锁紧机构、调心调平数显装置等组成。如图6所示,在调平时,4根均布的主调平丝杠上升下降可以实现x、y向的倾斜量±3°调整,4根均布的辅助调平丝杠上升下降实现对上工作台的辅助支撑作用,使得上工作台在调整过程中的变形更小、更均匀;在调心时,中间工作台沿x向、y向导轨运动可以实现偏心量±25 mm调整。四维调整工作台可以用于大口径光学元件加工和测量过程中的精密调整。
2.1 双层结构
四维调整工作台整体结构形式分为单层结构和双层结构。其中双层结构,上层为调平结构,下层为调心结构,如图6所示。在调整的过程中,下层调心与上层调平是独立进行的,往往只需要经过几个反复就能实现达到所需调整精度,具有较高的调整效率和精度。而单层结构,调心结构和调平结构在同一层之间,如图7所示,在调平的过程中,偏心量变化较小,在调心的过程中,由于上台面相对于下台面发生移动,4个调平支撑点发生移动,导致倾斜量发生变化,往往需要经过反复多次才能达到所需调整精度。相比较而言,双层结构比单层结构具有较高的调整效率和精度,而且也便于对调心调平机构分开进行锁紧,保证了四维调整工作台的高精度和高稳定性。

2.2 8点支撑结构
调心调平工作台主要采用3点支撑、4点支撑、6点支撑结构[4],考虑到SWTZT-1400大口径高精度的特点,采用了8点支撑结构。在方案设计时利用ANSYS12.0对8点支撑和4点支撑分别作了静力学分析,材料属性如表1所示。接触面为Φ960-Φ1 000的环形截面,一个重1 t的光学镜架放置在四维调整工作台上进行加工和测量,上工作台所产生的变形如图8所示,8点支撑的最大变形量10.4 μm,4点支撑的变形量13.3 μm。从分析结果看,4点支撑变形分布不均匀,局部变形过大,会影响调整工作台的调整精度和稳定性,8点支撑变形分布更均匀、变形量更小,更能保证四维调整工作台的高精度和高稳定性。

表1 有限元分析的材料属性

2.3 调心调平锁紧机构
在光学元件加工和测量过程中,要求四维调整工作台具有很高的稳定性,在较长的一段时间内保持偏。稳定性,对调心机构和调平机构分别设计了锁紧机构,其中调心锁紧机构是通过锁紧x向和y向平移导轨实现的,而调平锁紧机构是通过丝杠螺母内侧的镶嵌铜块与丝杠之间螺纹面抱死实现锁紧的。调心调平锁紧机构的使用很大程度上保证了四维调整工作台的高稳定性和高精度。
2.4 精密梯形丝杠驱动
在精密机床中,梯形丝杠和滚珠丝杠副常作为驱动单元,梯形丝杠是滑动摩擦,而滚珠丝杠属于滚动摩擦,在使用过程中两者受力如图9所示。假设梯形丝杠牙形角为2h,接触面处产生的轴向分力μFsinh,径向分力为μFcosh,行成一个静力三角形,当h<45°时,径向分力大于轴向分力,产生自锁;而对滚珠丝杠则不会产生静力三角形,具有非自锁性。相比较而言,梯形丝杠更适合用在对稳定性要求较高的四维调整工作台上。

由于丝杠在四维调整工作台中是保证调整精度的主要调整部件,所选调心调平梯形丝杠导程为2 mm,行程误差0.3 μm,材料选用高硬度、高耐磨和高接触疲劳强度的GCr15,在制造过程中实行了严格的工艺流程,另外调心丝杠所使用轴承为专用丝杠轴承,具有较高的精度,保证了四维调整工作台的高精度。
3 四维调整工作台实验数据分析
为了验证大口径四维调整工作台的可靠性,对四维调整工作台进行调心调平精度、刚度和稳定性的实验。在室温20℃的恒温车间内,利用四维调整工作台和机床上安装的定心仪组成的调整系统,针对一个直径350 mm的光学元件系统进行调整,如图10所示,在每次调整后利用定心仪进行偏心量和倾斜量的精确测量,通过四次调整达到所需要的调整精度,调整后的测量数据如表2所示。表2中Shift x、Shift y、Shift Total分别表示光学元件系统下表面光学中心x向偏心量、y 向偏心量和总偏心量,而 Tilt x、Tilt y、Tilt Total分别表示光学元件系统光轴倾斜角度x向分量、y向分量和总量,其中1、2、3、4组数据分别为4次调整后测量得到,调整次数为4次,最后的调整精度倾斜量调至0.079′(<5″),偏心量调至 1.8 μm,结果验证可知四维调整工作台具有较高的调整效率和调整精度。第5组数据为前4次调整完成后,对光学元件系统和四维调整工作台进行静置7天后测量,把测得结果与第4次对比,偏心量未发生变化,倾斜量 Tilt x减小0.002′,倾斜量 Tilt y 增加 0.003′,倾斜量 Tilt Total减小0.003',变化量非常小,结果验证可知四维调整工作台具有较高的稳定性。


表2 四维调整工作台调整过程测量数据
4 结语
四维调整工作台解决了大口径高精度光学元件加工和测量过程中的调整问题,提高了光学元件的加工精度和制造工艺性。本文分析了四维调整工作台的调整原理,基于大口径、高精度和高稳定性的技术特点,在工作台整体设计中采用上层调平下层调心的双层结构,保证了工作台的调整精度和调整效率;在调平机构中采用了8点支撑方式,保证了结构稳定性;在调心调平机构中采用独立锁紧机构,保证了工作台调整机构的长期稳定性。实验结果表明,所研制的四维调整工作台具有调整方便、调整精度高、调整精度长期稳定性好等特点,可满足大口径光学元件精密测量与精密加工的需要。
[1]任力强.大口径光学曲面精密加工系统研制[D].北京:北京理工大学,2008.
[2]明名,王建立,张景旭,等.大口径望远镜光学系统的误差分配与分析[J].光学精密工程,2009,17(1):104.
[3]Huo F W,Guo D M,Feng G,et al.A new kinematics for ultra precision grinding of conical surfaces using a rotary table and a cup wheel[J].International Journal of Machine Tools& Manufacture,2012,59:35-36.
[4]刘磊,李景林,吕清涛,等.大口径反射光学系统装调装置设计研究[J].光学精密工程,2005(13):135.
猜你喜欢
中国民间疗法(2021年5期)2021-06-09 09:21:08
机械工程与自动化(2020年4期)2020-08-25 02:06:58
制造技术与机床(2019年11期)2019-12-04 05:50:26
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
森林工程(2018年4期)2018-08-04 03:23:38
制造技术与机床(2017年8期)2017-11-27 02:10:01
航天工业管理(2017年4期)2017-05-12 01:16:35
邢台学院学报(2016年4期)2016-02-28 19:54:41
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:25
