
第三次工业革命时代的机床制造技术创新——CIMT2013加工中心评述
2013-09-28 13:19SpecialReporterofMTMT徐正平XUZhengping
制造技术与机床 2013年6期
本刊特约撰稿/Special Reporter of MT & MT 徐正平/XU Zhengping
第13届中国国际机床展(CIMT2013)于4月22-27日在北京新国际展览中心隆重举行。本届展会展出加工中心247台,其中立式128台,卧式50台,五轴联动41台。
国产大型五面体加工中心的林立,是我国机床制造业技术进步的标志,早期的CIMT展会上,台湾高明、亚葳展出的小龙门乃属稀罕之物;而今沈阳、大连、三一、新瑞等高档龙门争奇斗艳,确实使国人扬眉吐气。此外,国产卧加与五轴联动展品越来越多,制作也越来越精,这亦意味着我国制造能力与市场需求的双双提升。
1 智能制造是技术创新的推手
世界进入21世纪后,据认是进入了第三次工业革命的时代。先进制造业是这个时代的象征之一,而智能化又是先进制造业的重要组成部分,它是集信息技术、光电技术、通信技术、传感技术等为一体,推动着机床制造的不断进步,从展会中也能窥见一斑。
在E2馆DMG-MORI SEIKI展台,陈列着一台DIXI 210龙门五轴加工中心,主轴箱中装有B、C驱动电动机,铣头可立卧连续回转。在Y轴上,置有Φ1 700 mm的C轴回转工作台,转速12 r/min,承重8 t,机床X×Y×Z三向行程为1 800 mm×2 100 mm×1250 mm,主传动44 kW。
DIXI是瑞士精密坐标镗床的供应商,以加工高端精密机床著称,它们被日本森精机收购后,如今3家又合在一起,此款机床由DIXI设计,在DMG的弗朗顿工厂装配,并向中国出售了1台。
DMG弗朗顿厂长Mr.Alfred Geissler和DIXI主管设计Mr.Tobias Steiner在展品旁和笔者介绍时(图1),重点强调了这台机床采用了空间误差补偿技术(Volumetric Compensation)。一般数控机床的调试,通常都用激光干涉仪,对X、Y、Z这三根直线轴进行运动轨迹测试,若有误差就补偿丝杆螺距。现在该机床的三维行程空间内,设定了6 000个受激光控制的点(图2),而机床主轴装上红宝石测头,当其与这些点在空间相遇时,激光就能测得空间位置偏差并予以补偿纠正(图3)。这项技术由西门子公司发明,日本MAZAK也予采用。

图1 本文作者在DMG展台
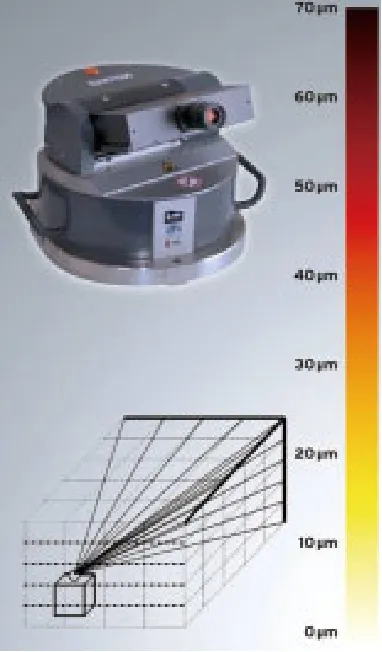
图2 激光受控位置
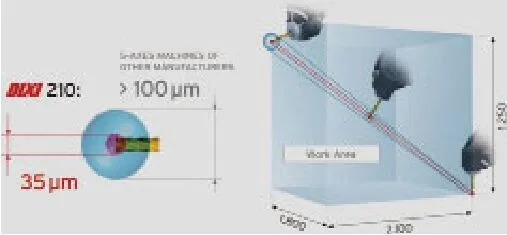
图3 空间误差补偿
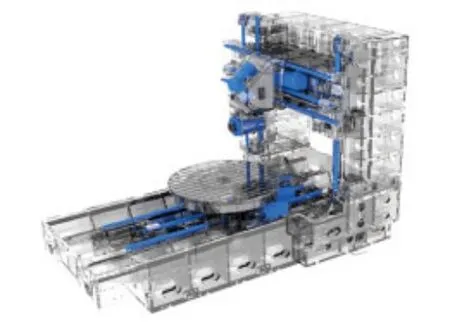
图4 热变形控制
DIXI 210另一个关键技术是热变形控制系统,以保证机床的稳定工作精度。在机床的主轴、滚珠丝杠、驱动电动机、变速箱等多处(图4中的蓝色区域),具有大流量率的大型冷却装置,所设的热量控制点由传感系统把关,一旦超过设定温度范围,就发指令给空调系统,让温度回调正常(图4)。
由于采取了这些措施,而且导轨采用传统的人工刮研,故机床的精度比原来提高3倍,各轴的定位精度为4 μm。
大连科德数控展出的各种加工中心,其定位精度能达到5 μm,重复定位精度为3 μm,甚至还可更高,这主要是该公司的机床反馈,采用专利产品激光光栅尺,故精度特别高。
日本安田公司YASDA展出的YBM6J高精度卧式坐标加工中心,带有“机体温度控制装置”,在机床的底座、立柱、工作台等处,用内冷却液进行循环冷却并通过温度传感系统,保证温差变化在±0.2 ℃左右。这台卧加在现场演示调头镗技术,其定位精度可达到2.0 μm和3.0 μm。
德国海德汉在展会上介绍智能控制技术比较全面,主要功能有:
集成的自适应进给控制功能(AFC-Adaptive Feed Control)。数控系统可按照主轴功率负载大小,自动调节进给速率。当AFC工作时,进给速率调节不是来自倍率调节旋钮,而是来自主轴功率和其他工艺数据。这样既可提高加工效率,同时也加强了刀具监控,以防刀具断裂或磨损而受到损伤。
自动校准和优化机床精度(Kinematic Opt)
该功能是自动校准多轴机床精度的有效工具。当插入海德汉测头后,探测循环可全自动测量机床旋转轴,无论这个旋转轴用在回转工作台上,还是用在摆动铣头上,测量和补偿过程全自动,即可长时间保证高精度的多轴加工(图5)。
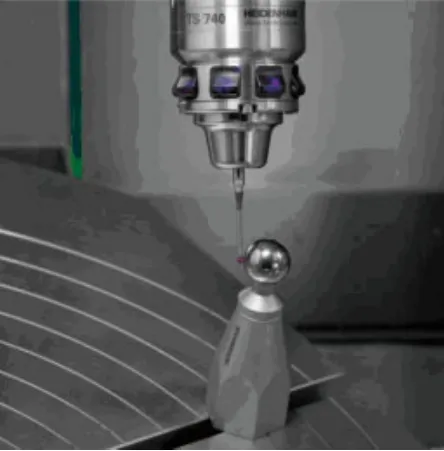
图5 海德汉精度校正
智能颤纹控制(ACC-Active Chatter Control)
在数控加工过程中,由于主轴或切削力的变化,工件上会产生颤纹,海德汉数控系统的颤纹控制功能可以大幅减小工件表面的颤纹,并且能提高切削率25%以上,以降低机床载荷,并提高刀具使用寿命。
智能制造不仅表现在精度控制方面,同样也反映在安全防护方面。以往开发的自适应控制,对工件毛坯体积进行设定,一旦出现与刀具干涉就马上报警;另一种是扭矩设定,凡超出主传动扭矩就停机报警;还有听声纳,当测到刀片断裂声时,也可使机床停机。
日本大隈公司OKUMA介绍的MμLTμS BⅢ智能化复合加工中心,独创了一种“防撞”功能,加工导航引索功能可以将加工参数导航到最佳的加工条件,防热变形功能可以将热位移控制在10 μm以下。而日本中村留公司的机床,除装有规避碰撞的3D干涉检测功能外,还具有所谓“气囊”防撞技术,即在万一发生相碰撞的瞬间,其丝杠有即时反转功能,使刀具与工件双双后退,以免更大损伤。
瑞士GF阿奇夏米尔集团的智能加工,一切都是环绕提高工艺水平所进行的。随着越来越高的机床动态特性和用户对工件质量和精度更高的期望,实时控制切削工艺就显得十分重要。GF阿奇夏米尔米克朗系列机床的智能加工模块可以帮助用户控制铣削工艺,以获得更高的性能、更高的质量和安全性。
譬如说主轴,振动可由不同元件所引起。从同心度和刀具动平衡值开始到刀夹系统形式(热缩刀柄、液压膨胀刀柄和多棱夹紧刀柄)、主轴锥柄形式(HSK、DIN)和锥柄尺寸(HSK 32、40、63),再到主轴本身(电动机、轴承)等,系统中都存在固有振动,这也与主轴的转速有关。

图6 米克朗智能加工中心
为此,GF米克朗机床主轴中都装有内置的称为APS(高级工艺控制系统)的径向加速度传感器,可以测量实时振动。这些振动可以在控制系统中以图形的方式显示。利用设定的程序,可以将振动记录下来,当达到了限定值时,会向操作员发出告警信号或停止加工(图6)。
此外米克朗对机床的动态进给也研究得很深,尤其是对加速度的研究。他们发现除了公差,对于加工时间影响很大的重要参数是机床的动态量。定义机床动态特性时常被引用的量是速度(V=s/t)和加速度(a=v/t)。加速度越高,机床到达其编程进给速度的时间就越快。最大可达速度和加速度由整体传动链(电动机、放大器、传送带、滚珠丝杠、编码器、标尺)和机床的机械结构以及载荷分配决定。在使用传统的滚珠丝杠传动装置时,配上工艺软件,米克朗高速铣床各个轴上的加速度可达到14 m/s2。
该公司还有两项专利智能软件,一是高级工艺控制系统(APS),它能将振动降低到最小水平,以延长主轴的使用寿命,减少刀具的磨损和提高工件的表面质量。这个优点保证了批量生产或单件加工中自始至终的加工质量,并可降低生产者的总成本。
另一项是操作员辅助系统(OSS),使用者可以自行定义工件重量、材料和刀具路径等。通过输入刀具路径,OSS就能够在了解运动轨迹(长直线路径或方向快速变化的短路线运动)的情况下,进一步自动优化机床动态特性。
2 绿色制造将渐成机床发展的主流
所谓第三次工业革命,这是由互联网计算机通信技术与新能源的交汇所引发的,它将针砭前两次工业革命所带来的时弊去改进、去创新,尤其是针对环境污染及资源浪费问题,因此绿色环保势必定是今后发展的一大趋向。
就像航空和汽车制造业那样,机床的轻量化国际上已关注很久了,西班牙和意大利等许多厂商在研发零部件材料方面也取得很大进展,这次西班牙的达诺巴特在高端论坛上也作了发言。我国在机床轻量化结构单元特征研究与静态性能分析等方面成绩卓著,大连机床和大连理工合作,论文也已在《制造技术与机床》月刊上发表过。
德马吉-森精机及AG等都致力于节能减排机床的开发,在这方面马扎克(MAZAK)的介绍比较详细。
MAZAK提出,为了机床能对地球更友善,他们设计的高效主轴电动机采用抑电消费,LED的照明系统节电效果也较好;为了省电,液压单元为间歇式运行,以减少功率消耗,而主轴的冷却单元,采用的是低噪声逆变控制器,既降噪又省电;在润滑及冷却细节,MAZAK也不放过,尽量减少气体和油料的使用量,主轴轴承部位及导轨运动面都采用油脂润滑,并杜绝水和油混合使用。
在展会上,MAG亚太区总裁李黎先生向大家介绍了该公司开发的一套据称是颠覆传统方法的切削冷却系统——“超低温液氮冷却切削技术”,他说:“这一技术的推广使用将对机床和刀具行业产生革命性的冲击,高效和高寿命将使机床和刀具的消费量降低,同时也会降低地球资源的消耗”。
金切机床在切削过程中所产生的切削热,会导致刀具加工超硬材料时变得磨损快,故刀具消耗量也大,刀具消耗成本甚至可能超过机床的成本。而超低温液氮冷却切削技术的推出,可以实现通过主轴中心和刀柄中心在刀片切削刃部的微孔中喷出液氮,刀具切削产生的热量被液氮气化(液氮的沸点为零下320℃)的瞬间带走,尤其是在超硬材料加工和复合材料加工上会有更好的效果,切削速度可以大大提高,刀具寿命也可以大大延长。
该技术对于环境也友好,通常机床的冷却液或冷却油不仅污染环境,同时需要回收处理,油雾处理不好甚至会出现燃烧起火等不安全状况,而氮气是安全气体,自然排放到空气中没有任何污染,也不需回收。
无独有偶,日本牧野(MAKINO)从节能环保角度发明了一种水雾冷却系统,它比油雾冷却更进了一步,因为油雾多少对环境有些影响,而水对人体、对环境没有任何坏处。
这套水雾冷却系统的原理是,采用高压空气和高浓稀释的方式,将进水进行处理,最终达到高压、高浓度和用量少的效果,对切削刀具冷却,以实现高效率冷却并起到节能环保之目的,故称得上拥有完美平衡冷却和润滑的特点。其参数如下:喷咀直径Φ3.2 mm,长径比L/D=20,主轴转速12 000 r/min,进给量0.4 mm/r,水雾喷射量≤18 ml/h。

图7 采用新颖润滑的牧野L2
牧野还在他们的L2卧加上(图7),推出了一种微量精确润滑装置,可以使润滑剂的使用量降到普通润滑系统的5%以下,节能减排、环保效果显著。
此装置包括气量调节阀、水气分离器、电磁阀、气动润滑泵(包括储油箱)、油气混合装置、进气调节阀及油气流出口等部件,结构简单轻巧,工作可靠稳定。
微量润滑喷油系统将压缩气体与极微量润滑液混合汽化,大大减少刀具磨损,提高加工质量。该装置适用于加工不锈钢、铝合金、铜合金等有色金属以及特殊工艺和环保要求的黑色金属加工的切削、攻丝、铣、镗孔等需要润滑的地方,也可用于加工导管阀座、凸轮轴孔等特殊孔系的精准润滑。
3 创新是机床发展的不懈动力
发展是硬道理,当今科技发明日新月异,同样反映在机床创新上面。对专业观众来说,可能更关心的是结构创新。
今年的MAZAK展台上再次展出了柔性制造系统(图8),但这条FMS是混线,与上届展出的单线不同。所谓单线,即机床的品种规格基本相同;而混线即是多种机床搭配。

图8 MAZAK-FMS
这条线由1台高精度卧式加工中心HCN6800-II 和1台Mazak第五代车铣复合加工中心INTEGREX i 630V以及带有12个工作托盘的单层自动物流系统组成,可进行24 h无人化、自动化加工。这一完美结合,实现了简单工件及复杂曲面工件的高精度、高效率加工,能灵活应对产品周期短的高柔性生产需求,为生产带来革命性变化。网络接口可与用户的计算机网络联网,实现加工程序、加工信息相互传递,从而使整个系统数据共享,使数据处理传输高速化。
MAZAK FMS的模块化设计及可拓展性是该系统的又一大创意。FMS内的各加工单元、自动物流传输线、托盘库、自动排屑系统等均由总控台控制,同时这些单元之间又可独立运行。加工中心与FMS系统各模块可以灵活组合,具有极强的可拓展性。当客户的产品品种、产量等生产情况发生变化时不需要重新采购新的FMS,只需很小一部分投资,通过对原有FMS进行拓展即可轻松解决问题。
广东东莞环球机械WIM展出的五轴钻铣复合机床(图9),其结构非常新颖特殊,这是在卧镗基础上将滑枕改成可进行A轴回转(+15°~-25°),同时还在滑枕前端附加了一个支架头,可对工件进行深孔钻削加工。这台专利产品尤为适合模具行业需要复合角度加工的零件,并有多种规格可供用户选择。

图9 环球五轴镗铣床

图10 英赛五面加工中心
意大利英赛贝拉尔蒂股份公司以制造重型机床闻名于世。以往该公司的龙门加工中心在选用导轨时均采用静压导轨,而近年来开发的Atlas 1高速龙门加工中心,则采用了线性滚动导轨(图10)。英赛称这种设计新概念为FDC(柔性设计概念),即机床能作灵活配置,如可配置五轴联动头,两轴CNC万能机械头,其技术参数可选45 kW/1 300 N·m/6 000 r/min,对于两轴CNC万能铣头采用电主轴时的参数为40 kW/280 N·m/1 500 r/min或60 kW/80 N·m/24 000 r/min。
这类机床在具有高刚性的前提下,又具有较高定位精度,完全可与静压导轨相媲美。在滑枕内的机械主轴参数为60 kW/2 000 N·m/4 000 r/min,此时滑枕的最大伸出长度为1 500 mm,机床还可以配有自动附件头库和自动换刀库,高速龙门加工中心滑枕的最大行程可达2 000 mm,最大进给速度可达40 000 mm/min。
牧野的卧式加工中心,其工作台设计经常翻花样,在上一届机床展上,他们把摇篮式转台转了个90°,绕B轴摇摆。这次展出的一台L2立加,其摇篮式转台由两个小摇篮组成,不仅可以大摇摆,还可单独各自摇摆,故排屑效果特别好(图11)。
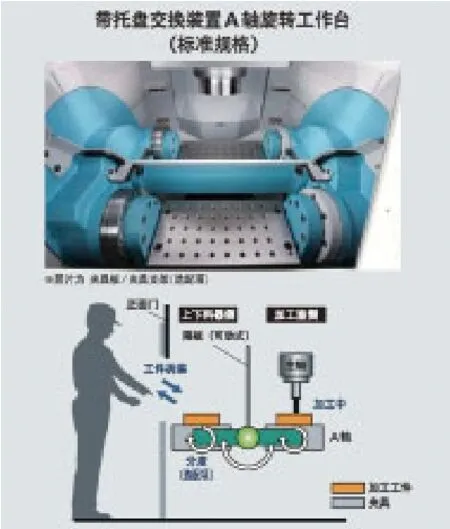
图11 牧野工作台
牧野另一台卧加,其转台是沿45°方向回转的,这是考虑到装拆工件方便,因为当卧式主轴处于加工垂直装夹的工件位置时,工作台另一端就处于水平状态,因此工件就不需垂直装卸了。
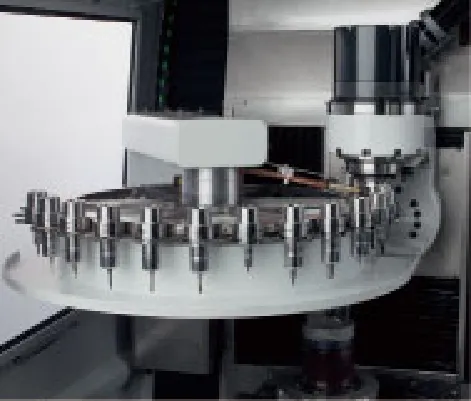
图12 威力铭刀库
瑞士馆的威力铭-马科黛尔,他们展出的308S五轴加工中心,其环形刀库居然安置在机床的顶部,由伺服电动机驱动上下。这种“抓取”型上层刀库,除全面保护加工环境使其不受干扰(切屑、油、粉尘)外,还可通过刀库安全门进行后台手动更换刀具。由于刀具的更换是在刀库底部进行,故这种设计既节约空间,又便于操作,更减少装刀时间。该刀库最大可容纳28把刀具,刀柄锥度为HSK-E32(图12)。
德国GROB公司的GA550系列五轴卧式加工中心,其机床布局是主轴X、Z向运动,工作台Y向垂直运动,但该圆形工作台能作两轴联动,B为360°,A为240°,工作状态颇像人的手抓住工件去抚摸刀具那样。机床定位精度0.006 mm,重复精度0.004 mm(ISO230-2),加工零件的表面粗糙度能达到1.6 μm(图13)。

图13 GROB卧加
复合加工当然也是我们所关注的重点,瑞士斯达拉格集团宝美公司(BUMOTEC)的S-191车铣插磨复合加工中心(图14),是这次展会的靓点之一。该机床7轴数控,5轴联动,以铣削功能为主,兼备强大车削、插削、磨削、枪钻和旋风车铣等加工功能。S-191装刀主轴和工件主轴均采用转速高、功率大的电主轴技术,配备一系列控制主轴恒温及振功等功能的相关装置,保证其高速运行时的安全性及可靠性,核心的恒温控制系统是宝美S-191的一大法宝。主轴功率15 kW,转速达36 000 r/min;加装气动超高速主轴,转速最高达150 000 r/min,可以驱动Φ0.8~80 mm直径的砂轮,并且这些砂轮可以直接放入刀库中。

图14 S-191车、铣、插、磨加工中心
S-191采用直线电动机驱动线性轴,快移速度达到62 m/min,直线电动机是将电能直接转变成直线机械运动的推力装置,从而省去了通常电动机的一些传动环节,使机床进给运动的传动链缩短为零,故没有内部机械摩擦,最大限度避免了传统滚珠丝杠产生的间隙问题,具有很高的动态性能、移动速度和轴加速度,精度更高。X/Y/Z行程为400 mm/200 mm/410 mm,3个旋转轴(A,C和B)也都是力矩电动机直接驱动,快速分度达90 000°/min,免维护。S-191的智能化背主轴可以伸缩及立卧转换,即在卧式和立式位置上都可以加工,这样无论工件的正面还是反面加工都和装刀主轴都不会产生干涉问题。背主轴C和正主轴A通孔直径最大Φ65 mm,功率15 kW,转速6 000 r/min。单件加工时候可以装配Φ140 mm卡盘。主机配备FANUC 31i-A5尖端纳米级数控系统。
4 看不懂的未来机床
数控机床自上世纪50年代初诞生以来,迄今己有60多年了。那么这个数字控制的理念会不会发生变化呢?W3馆中的贝加莱工业自动化(上海)有限公司,总经理肖维荣先生早在10多年前就断言:“新一代开放的PLC将融合CNC并将最终替代它。”而今他更坚信这个观点,因为CNC完全可以变成PLC或工业自动化系统中的一个模块。
支撑其观点的原委有3条:其一,这是迎合复合加工技术的需求,因为现代的机械制造业,产品的关联技术越来越复杂,都会集成有CNC功能的运动控制。从更加广泛的意义上讲,即使一台机器设备也不是独立的,而将是一条生产线上的一部分。虽然我们看到的独立的CNC机床依然存在,然而越来越多的CNC功能将被非机床机械所集成。
其二,是开放性需求。首先,信息化、数字化是制造业在产品质量、生产管理乃至企业管理的基本需求。向第三方设备开放接口并交互操作是要求CNC设备具备的条件。
其三,是个性化与大批量生产的需求。在现代化加工过程中,每一批订单甚至每一台机器都有客户的个性化要求,这就意味着每一批订单甚至每一台设备的自动化方案都要进行定制。故一成不变的CNC系统自然是不能满足要求的。独立且封闭的CNC系统终将会退出舞台。
其四,是迎合PLC为主的程控系统的发展需求。当今以PLC为代表的程控系统,其功能之强大已经使可编程逻辑控制器几乎模糊了其本来的含义。程控系统已经发展成平台,运动控制就是这个平台的一个子系统。通用运动控制(Generic Motion Control)是面向机器全局运动控制的子系统,控制器可以灵活地由PC,PLC,HMI或驱动器担任,而控制对象也不局限于伺服电动机,可以是液压控制轴、异步电动机、直线电动机、扭矩电动机,也不仅仅局限于定位控制,而是将传统的逻辑、定位与同步控制、CNC插补、机器人、实时通信等融为一体,在一个架构下实现机器的无缝连接。
故总结起来,数控系统在向多功能、个性化和开放性发展,逐渐成为了程控系统的一个子系统。也就是说,数控系统不再单单是数控系统,而是制造业自动化的一部分,如果仅仅是数控系统,会变得没有前途。
提起第三次工业革命,很多人会与3D打印联在一起,甚至认为第三次工业革命就是3D打印。
3D打印技术有很多种,大致有激光粉末成型法、熔融塑料成型法、光敏树脂成型法等几种,技术原理是无论何种成型法,都是采取原料加层方法形成3D物体,每次打印一层材料只有0.1~0.2 mm厚,与2维打印机相比,3D打印机多了一维,即Z轴,通过X-Y-Z轴的运动,将原料逐层堆积而成,如熔融塑料成型法,喷嘴喷出熔融的塑料丝,承物平台作3维运动,即可堆积出3D实物(等于一层层粘上去)。
在这次展会中,香港宝力机械展出了两台三维打印快速成型机,在现场打印塑料零件。E4馆英国雷尼绍RENISHAW公司,用一个橱窗展出了许多金属零件,甚至是钛合金(图15)。
雷尼绍的快速成型技术,也是包含了激光熔融、真空铸造以及注塑成型等多项技术。激光熔融是全数字快速成型制造工艺,利用激光聚焦能量将金属粉末熔化制成三维实体。

图15 雷尼绍3D打印展品

图16 作者和梁训瑄会长
凑巧得很,笔者在展会期间的不同场合,遇上了梁训瑄(图16)、于成廷和吴柏林等三位协会领导,并向他们讨教了对增材制造的看法。他们不约而同地回答我说,这是一项值得关注的新颖技术,但能否称得上是机床,目前还不好说,因为标准化术语亦尚未下定义,因此不妨留心关注。我国在这方面的研究成果也不少,高端金属零件也能打印出来。
有趣的是于4月23日下午,在DMG-MORI SEKI新闻发布会上,森精机总裁在回答有关3D打印问题时,其回答亦是所见略同,认为这项新技术值得肯定,但没表态要花大力气去研发。

图17 轨道铣磨车SF03-FFS-MOR-CHINA
当然,在新的工业革命时期,凭借人的智慧,创新是无穷的,机床或将变得让人们越来越看不懂了。奥地利研制出的铁道铣磨车(图17),前面车轮是铣刀盘,把磨损的导轨铣平,后面的轮子上装有砂轮,可将铣平后的轨导再修毛剌及磨光。
德国兹默曼Zimmermann则更为夸张,他们在展会上贴出奥特曼机床的广告(图18),机器人的双手可抓着两个该公司独创的A、B、C三轴联动铣头,可随心所欲地进行任意加工。

图18 奥托曼机床030
发展是硬道理,如果瞻望加工中心的前景,笔者始终认为大隈公司的总结是相当精辟的,他们说今后的加工中心是SPACE CENTER,当然这个SPACE不是指太空,而是5个词头的缩写:
高速——SPEED,高效——POWER,高精度——ACCURACY,通讯-——COMMUNICATION,环保——ECOLOGY。
展海拾贝,只能挂一漏万;水平有限,难免谬误成堆,欢迎大家不吝指正。最后愿我们一起努力,共同为中国机床的梦想成真,绘上重彩一笔。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
