
铝-浸铝钢板异种金属连接CMT焊接工艺研究①
2013-09-27 14:26田春英于弘扬李慕勤
佳木斯大学学报(自然科学版) 2013年1期
吴 丹, 田春英, 王 军, 于弘扬, 李慕勤
(佳木斯大学材料学院,黑龙江 佳木斯 154007)
0 引言
近年来,环保问题越来越受到世界各国的重视,解决环保问题的压力也直接传递到汽车制造业.为了节约燃料、保护环境,汽车轻量化已成为一个重要的发展方向,这也对汽车选用的材料提出了更高要求.增加铝材的用量是汽车轻量化的重要措施之一,所以在汽车工业生产中,“铝+钢”双金属焊接结构的应用将会越来越广泛.
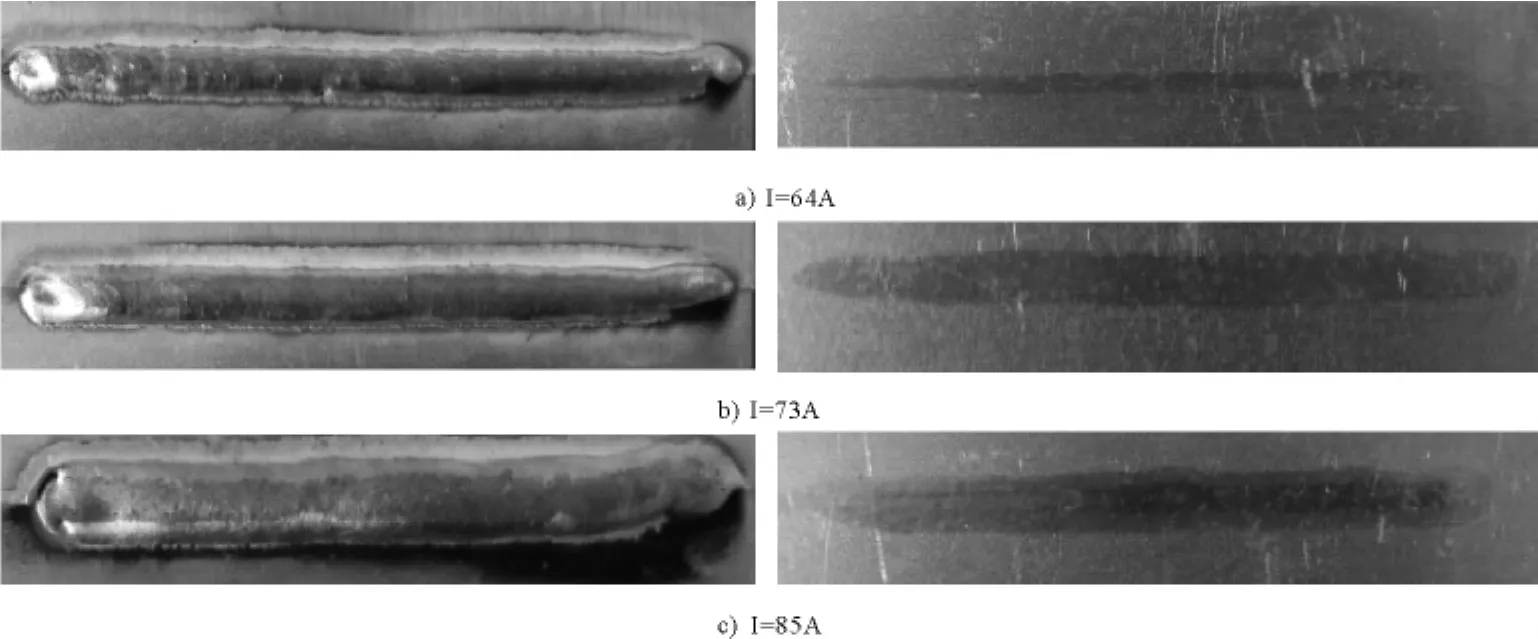
图1 焊接速度为0.5mm/min不同焊接电流的焊缝形貌
从国内外的研究现状来看,铝-钢之间的连接涉及到压焊、钎焊和熔焊等多种焊接方法[1-9],其关键问题在于金属间化合物层的控制.压力焊和钎焊由于基体可以在焊接过程中保持固态,同时焊接热输入容易控制,因此接头的性能一般不受限于金属间化合物的厚度,但是这种焊接方法效率较低,对工件的尺寸和形状有特殊的要求,不适于大批量生产[10].很多研究学者[11]通过试验证明采用MIG焊接方法,同时填充A1Si5合金,通过控制焊接热输入,可以连接铝合金AlMg0.4Si1-镀锌钢板DX 53 Z异种金属接头.接头实质上由两个接头组成,一个是与铝板相连的熔焊接头,另一个是与钢板相连的钎焊接头.而熔焊方法比较灵活,效率较高,但是金属间化合物又成为不可避免的附加产物,降低了焊接接头的性能.
CMT是cold metal transfer的缩写(冷金属过渡),同传统的熔化极气体保护焊(GMAW)相比金属过渡温度更低,能够有效抑制金属间化合物的产生.由于浸铝钢板的浸铝层与铝焊缝金属的熔合性好;同时浸铝钢板中浸铝层与钢板基体之间已形成薄金属间化合物层,其在焊接过程中对铝与钢的混合能起到天然的屏障作用,因此采用CMT技术对浸铝钢板-铝板进行连接是一个具有可行性的新研究.
本文采用CMT技术对浸铝钢板-铝板进行连接,通过改变焊接速度和焊接电流两个参数,观察对焊缝成形的影响,并最终获得一个好的成形工艺参数且具有优良的力学性能.
1 实验材料及方法
焊接材质选择厚度为1mm的铝合金板6061.浸铝钢板SA1C镀铝层厚度为20-30μm,镀层为Al-Si合金,其中含铝的质量分数为94.2%,含Si的质量分数为5.8%.焊丝选用1.2mm直径的4043(AlSi5),材料的化学成分(质量百分比)见下表1和表2.

表1 铝合金的化学成分 (wt.%)

表2 浸铝钢板基材化学成分 (wt.%)
采用奥地利Fronius公司生产的CMT 5000i系列焊机进行工艺试验,其原理是当熔滴即将进入短路阶段时瞬间将焊丝回抽,以提高焊接的稳定性和抑制焊接飞溅.焊前用丙酮对工件表面进行清洗去除氧化膜,试样放在卡具上搭接放好,通过调节焊接电流和焊接速度两个工艺参数获得最佳焊接工艺,并且获取不同工艺参数对焊缝形貌及性能的影响规律.
2 实验结果及分析
2.1 不同焊接电流对焊缝形貌的影响
2.1.1 焊接速度相同为0.5m/min时,焊接电流不同对焊缝形貌影响,实验参数如表3.
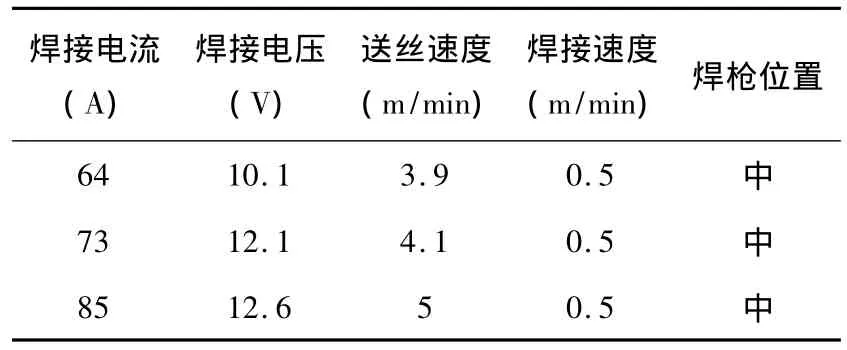
表3 焊接速度0.5m/min,电流不同工艺参数
由图1可见,在焊接电流不同,焊接速度为0.5m/min的情况下,焊缝整体上都有起弧处成形效果不好,収弧处有弧坑两种现象存在.这主要是由于起弧时温度较低,焊丝不能在材料表面很好的铺展,而收弧时焊枪未做一个短暂的停留原因造成的.这种现象属于正常的薄板焊接工艺缺欠,可以通过外加引弧板和収弧板加以解决.随着焊接电流的加大,焊缝的宽度增加,焊缝余高升高.焊接电流为85A时,焊宽最大为9.0mm,余高最高为 1.7mm.通过反面观察可以判定焊接电流越大,焊缝热输入越大.较大的焊宽,会引发焊缝纵向收缩力的增加,从而造成薄板变形过大.过大的余高会使整个焊接接头在承受动载时,寿命降低.对于搭接接头决定计算厚度,以上三组参数的焊缝计算厚度差别不大,为节省能源,所以此时可以采用低电流.另外过大的热输入显然会影响到铝钢界面,以上三组热输入比较大,因此为减小热输入,可以通过提高焊接速度加以解决.
2.1.2 焊接速度相同为0.75m/min时,焊接电流不同对焊缝形貌影响,实验参数如表4
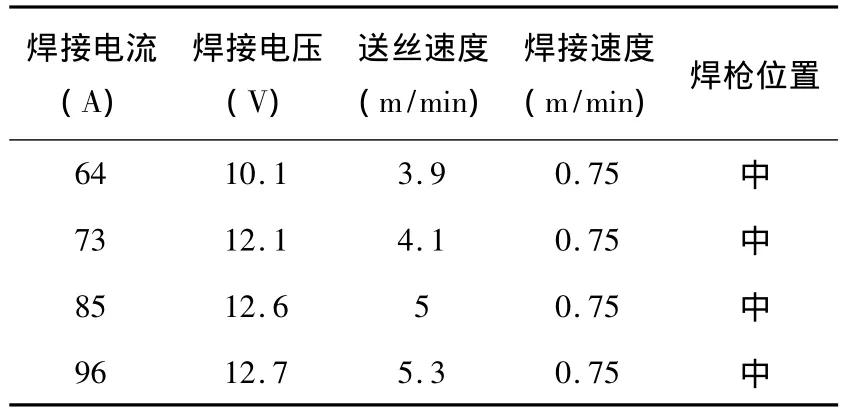
表4 接速度0.75m/min,电流不同工艺参数
由图2可见,在电流不同,焊接速度提高为0.75m/min时,与速度为0.5m/min比较,焊缝的宽度和余高整体上降低,在焊接电流为85A时焊缝的宽度降为7.40mm,余高为0.72mm,从焊缝背面观察判定焊缝的热输入明显变小,在较低电流下几乎看不到热输入对焊缝背面有影响,如图a)和图b)所示,由于热输入过低焊丝熔化和在焊缝表面铺展效果不好,导致焊缝成形不好.但当电流为96A时,焊缝又由于焊丝回填不足出现了咬边的现象.只有在焊接电流为85A时,焊缝成形最为平整.
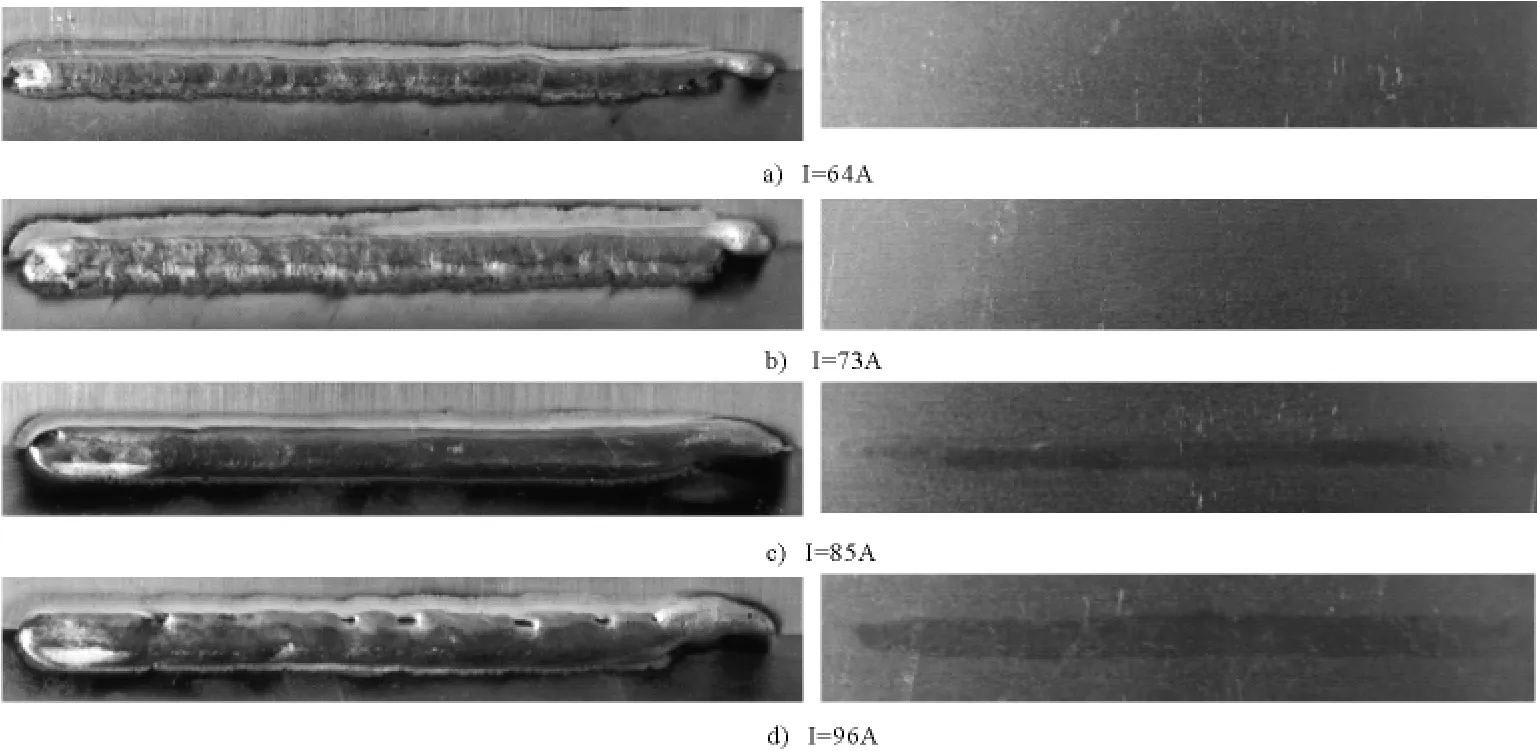
图2 焊接速度为0.75mm/min焊接电流不同的焊缝形貌
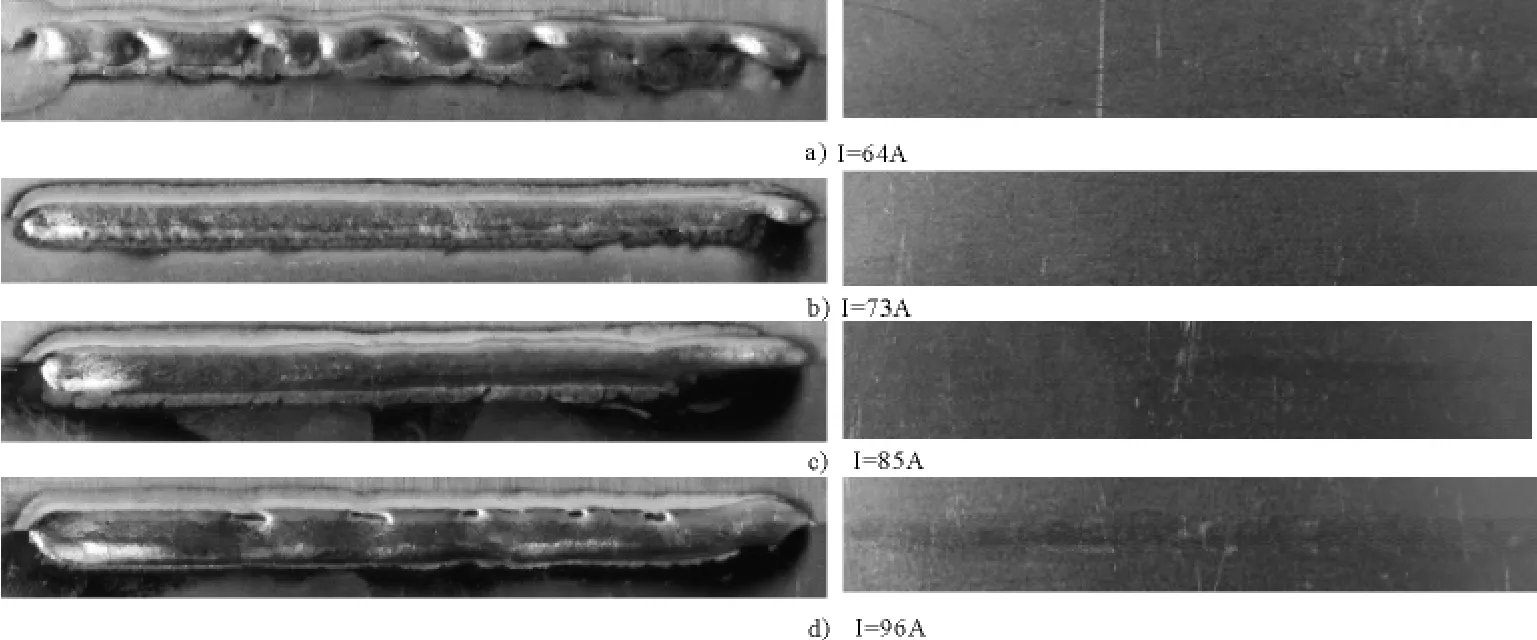
图3 焊接速度为1mm/min焊接电流不同的焊缝形貌
2.1.3 焊接速度相同为1m/min时,焊接电流不同对焊缝形貌影响,实验参数如表5所示.
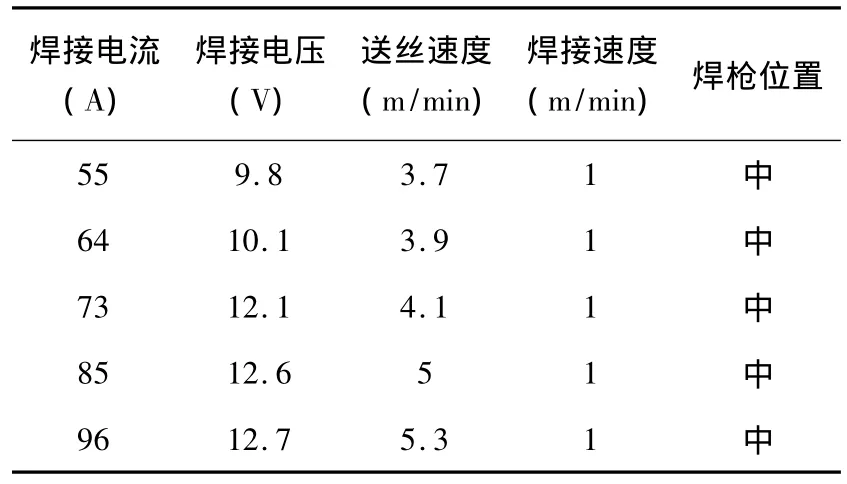
表5 焊接速度1m/min,电流不同工艺参数
由图3可见,在不同电流下,焊接速度继续增大为1m/min,与速度为 0.5m/min、0.75m/min 时相比这三组焊缝都具有随着焊接电流的加大焊缝的宽度增加,焊缝余高增高,但焊缝的焊宽和余高整体上都没有前两组大的特点,只有在大电流时观察到热输入且并不明显,在此速度下,无论是大电流还是小电流焊缝成形均出现较明显的问题,当焊接电流为64A时,速度快、电流小导致焊丝融化不铺展,焊缝出现了不规则形状,同样在电流为96A时,焊缝明显出现了焊丝回填不足的现象.当电流为85A时焊缝成形最好.
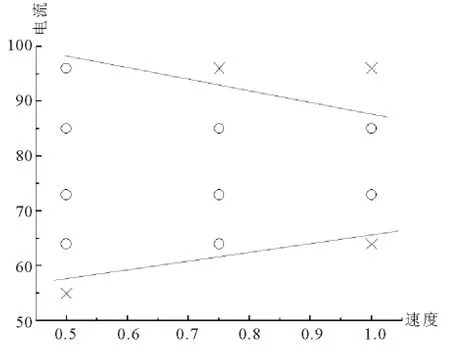
图4 焊接电流和速度对焊缝的影响
以上三组数据可以表达速度-电流对焊接形貌的综合影响,见图4.焊接速度越小可以使用的有效焊接电流越多,随着焊接速度的增大可用的有效焊接电流在逐步的减少,这有助于对铝-钢薄板搭接CMT焊工艺的优化.
2.2 不同焊接速度对焊缝形貌的影响
从上述不同还接参数中得出,电流为85A时焊缝的成形均比较好,表面缺陷最少,最能表达其随速度变化的特点,所以选择电流为85A.实验数据如表6.

表6 电流85A,不同焊接速度参数
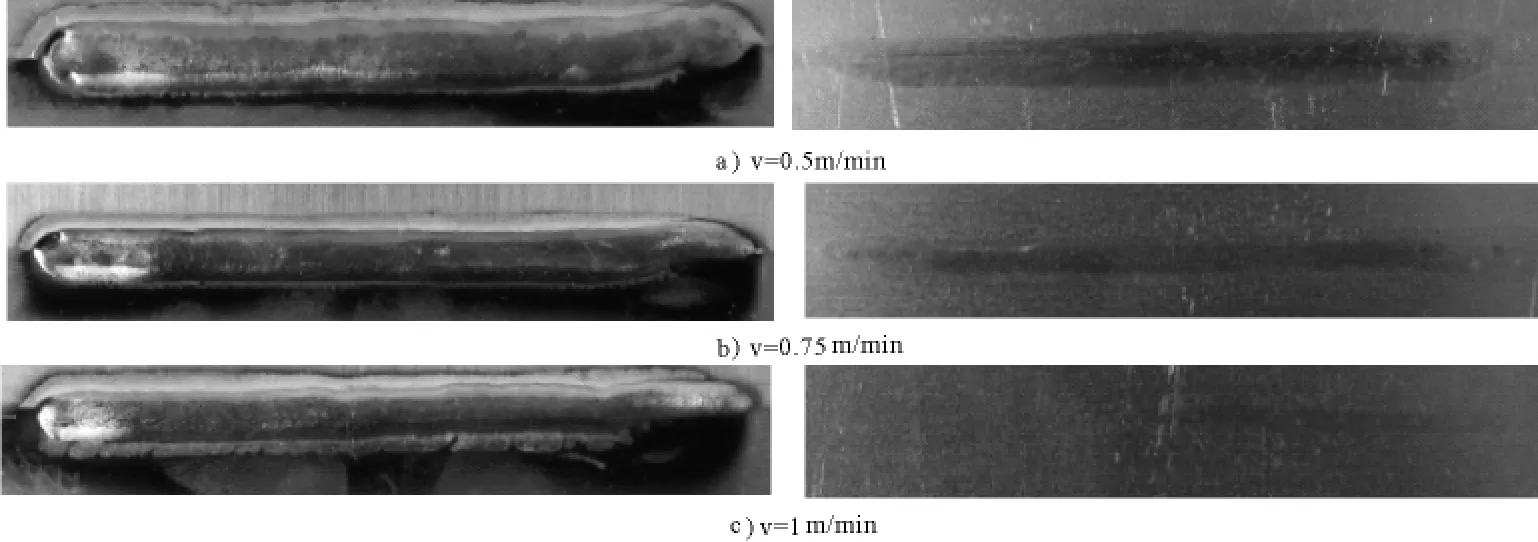
图5 焊接电流85A,焊接速度不同的焊缝形貌
图5所示,在焊接速度不同,焊接电流为85A时,随着速度的增加焊接余高变低由1.66mm下降到 0.74mm,焊宽变窄由 9.00mm 变为 7.40mm,并且随速度的加快,在宏观上的热输入越来越小.当速度为0.75m/min时焊缝最为光滑平整.
3 结论
(1)焊接速度不变时,随焊接电流的增大焊缝余高、焊缝宽度及热输入增大.
(2)焊接速度越小可以使用的有效焊接电流越多,随着焊接速度的增大可用的有效焊接电流在逐步的减少.
(3)焊接电流不变时,随焊接速度的增大焊缝余高、焊缝宽度及热输入都减小.
[1]李荣锋,张锦云,解德.铝-钢爆炸复合板的研究[J].材料保护,1999,32(6):31-3.
[2]雷震,秦国良,林尚扬,王旭友,王威.铝/钢异种金属 Nd:YAG激光-MIG复合热源熔-钎焊接工艺[J].焊接,2006,6:35-37.
[3]Fukumoto S.Frictionwelding Process of 5052 Aluminium Alloy to 304 Stainless Steel[J].Materials Science and Tech - nology,1999,15(9):1080-1086.
[4]Yokoyama T.Impact Tensile Properties of 6061 Aluminium Alloy to SUS 304 Stainless Steel Friction - Welded Butt Joints[J].Welding Internationa,2003,17(7):514 -523.
[5]Huseyin U.Friction Stir Welding of Dissimilar Al 6013 -T4ToX5CrNi18 - 10 Stainless Steel[J].Materials and Design,2005,26(1):41-46.
[6]何鹏,冯吉才,钱乙余.接触反应法解决铝/不锈钢钎焊的缺陷及脆性[J].材料科学与工艺,2005,13(1):82-85.
[7]郑照东,X70管线钢焊接工艺研究[J].焊管,2001,24(6):9-13.
[8]李建智,张新华,铝-钢爆炸焊接试验与分析[J].工程爆破,2007,12(4):16 -18.
[9]吴军,李亮,激光焊接工艺对铝—钢焊接质量影响研究[J].焊接技术,2000,29(5):19 -20.
[10]张洪涛,何鹏,孔庆伟,铝钢异种材料焊接研究现状与发展[J].焊接,2007,12:7 -12.
[11]Vranakova R.Arc Welding of Joints between Zinc-Coated Steel and Aluminium[J].Welding in the World,2005,49(6):105-109.
猜你喜欢
电焊机(2022年5期)2022-06-01
粉末冶金技术(2021年3期)2021-07-28
粉末冶金技术(2021年1期)2021-03-29
金属加工(热加工)(2020年9期)2020-11-04
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
中国光学(2015年1期)2015-06-06
汽车零部件(2014年5期)2014-11-11
