数控电解机械复合切割加工间隙研究*
2013-09-27 03:24干为民褚辉生
制造技术与机床 2013年10期
干为民 徐 波 褚辉生
(江苏省数字化电化学加工重点建设实验室(常州工学院),常州江苏 213002)
传统电解加工一般为反铐式成型加工,即工件形状复制阴极形状,考虑到加工间隙的存在,两者形状并不完全一致,所以传统电解加工阴极设计较为复杂。与之不同的是,数控电解机械复合切割加工是利用带镀层的回转体复合阴极走数控轨迹加工工件,可一次割断工件或以某一深度割槽,其加工原理如图1所示,加工典型工件如图2所示。
电解加工的间隙不但决定了加工效率和加工面的质量,也是影响精度的核心要数,同时也是阴极设计和加工参数选择的重要依据[1]。所以国内外学者都孜孜不倦致力于加工间隙的检测和控制研究,只是方法各异。如:恒参数法,原电池电势法,基于脉冲或正弦波的加工电压波形畸变法,超声波测试法[2],自适应控制法[3],基于六维力和电信号在线检测和智能控制法[4],基于湿对刀的直接采样循环迭代间隙控制法[5]等等。以上方法大多通过脉冲电压、力、超声波等信号的变化来检测加工间隙,通过影响间隙的电压、电流、温度、浓度、流量等加工参数的控制达到对间隙的间接控制,目前还没有有效的直接在线检测和控制加工间隙的方法。由于本文使用的是简单回转体阴极,数控电解机械复合切割加工形成的最终槽宽不会随加工时间的变化而变化,则可在优化流场的基础上,求得在某组加工参数下最大进给速度,测量槽宽和阴极尺寸求差后即可算出加工间隙大小。实际加工时可根据具体尺寸要求,试验探索满足要求的加工参数和阴极尺寸,算出最小平衡间隙,最小平衡间隙的大小即为阴极镀层厚度。在实际加工中镀层既起到搅拌电解液和刮除钝化膜作用,又可防止短路烧伤工件和阴极。


1 数控电解机械复合切割加工间隙理论研究
由图1可见,数控电解机械复合切割加工时阴极和工件随机床走数控轨迹,电解液由供给系统以一定压力流入阴极内部,再从阴极喷缝喷入加工间隙内,在电场作用下阴极进给方向上的工件材料发生电化学腐蚀而被加工,加工模型如图3所示。在阴极圆心建立一直角坐标系OXY,X轴方向跟进给方向一致,在X轴正方向形成的加工间隙Δa0可认为是平衡端面间隙,Δa0决定了加工的速度;与X轴垂直的Y轴正负向间隙Δb1和Δb2为最终加工间隙,根据对称性Δb1和Δb2理论上大小相等,它们共同决定了加工精度。
数控电解机械复合切割加工过程的理想状态是机床进给速度跟金属溶解速度相同,则阴极和阳极间的间隙为平衡间隙,此时加工过程平稳,且效率和精度最好,称此时阴极进给速度为最快平衡进给速度;若进给速度Vx小于工件金属溶解速度,则间隙大于平衡间隙,加工效率降低,切槽宽度增加,最终间隙变大,精度下降;若进给速度Vx大于工件阳极溶解速度,阴极容易跟工件碰撞发生短路,烧伤阴极和工件表面。影响加工间隙的因数很多,为简化研究,现忽略电解液电导率和电解产物的影响,假设加工中阴极析出的氢气在电解液中均匀分布,电解液流向与电极间电场线方向垂直。根据电解加工平衡间隙理论,进给方向的平衡间隙Δa0(α为0度时)为:

式中:η为电流效率;ω为工件体积化学当量,mm3/(A·min);κ为电解液电导率,1/(Ω·mm);U为阴、阳极间电压,V;δΕ为阴极和阳极极化电位值总和,V;Vx为电解速度,mm/min;C=ηωκ(U- δΕ),理论上忽略η、ω和κ的影响,视C为常数,mm2/min。实际加工中电解液流速、电压、温度等加工参数都是波动变化的,故端面平衡进给速度Vx一般不等于理论公式求得的进给速度。

对于小直径复合阴极,每旋转一圈其间隙内电解液温度、导电率κ和气泡率的变化都是很微量的,可假设某时间段内保持不变,将三者视为常数,则可优化圆柱型复合阴极的成型数值模型得到:

由式(2)可知,加工电压U、阴极半径R和进给速度Vx对最终加工间隙Δ(π/2)有很大的影响作用,具体加工值可通过直接测量得到。
2 间隙内流场分析及优化
式(1)加工间隙基本方程是基于电场建立的,实际加工间隙是电场和流场相互影响而形成的,两者的参数分布都直接影响阳极的溶解速度,由此影响加工间隙的分布。为更清晰地了解数控电解机械复合切割加工成型规律,现基于FLUENT分析软件对切割加工间隙中的流场特性建模分析,由于实际加工中阴极以某一速度旋转,需用动网格模型(Moving Mesh)方法求解,在建立切割加工数值模型时需在阴极周围建立一辅助圆,用于区分旋转运动的阴极和加工不动区域,指定边界类型时定义辅助圆为交界面(Interface),不会影响流场的压力和速度分布。电解加工中,大量的电解液流过加工间隙,同时由于电化学反应,阴极会有大量氢气析出,阳极溶解亦有电解产物生成,故在电解加工间隙中一般为液、气、固三相流,由于电解产物一般为絮状离子沉淀,占体积很小,可以忽略其对电解液流场的影响,所以可以将间隙中流场简化为气、液两相流问题处理。
2.1 完全对称型阴极流场分析
完全对称型复合阴极为两个镀层A、C和两个喷液口B、D分别关于阴极中心对称,镀层和出液口相隔90°分布,阴极切入某一深度时间隙流场截面数值模型如图4所示。根据以上数值建模和条件设定,数控电解机械复合切割中某一瞬时加工间隙中流速分布如图5所示。当阴极出液口B以角速度ω从位置E顺时针方向转向G的过程中,电解液在镀层A和喷液口B之间形成涡流,电解液不能高速流出,则会影响E侧的加工速度;喷液口B到镀层C之间由于流道均匀,电解液流速几乎一致,此段区域最利于电解加工,则阳极工件上G侧电解液充足,电解加工效率高,所以由于流场分布加工间隙Δb1和Δb2大小不会相等,且阴极转入处Δb1小于阴极转出处Δb2。根据对称性,阴极转过半圈出液口D的加工情况跟先前B的加工状态相同,则阴极每转一圈,阴极的加工状态会周期变化两次,可见阴极转速对加工效率的高低有一定影响。

2.2 阴极设计优化
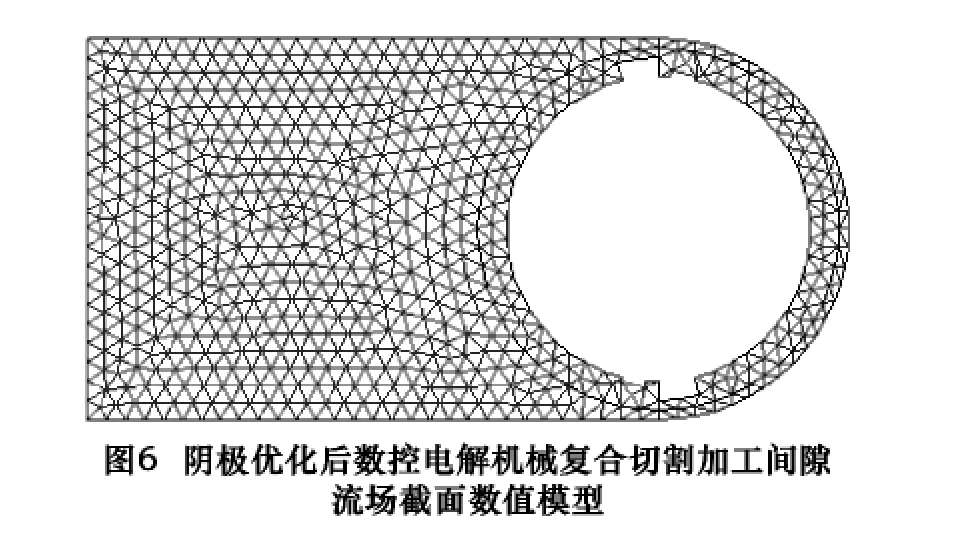
为提高数控电解机械复合切割加工效率,优化图5中阴极每个加工周期中出液口(B或D)跟前一个镀层(A或C)之间出现死水区,现将每个出液口的位置靠近镀层,优化后的阴极切割加工间隙流场截面数值模型如图6所示,相同的条件设定,FLUENT软件模拟出的速度分布如图7所示。由图7可见,原来的死水区几乎消失,电解液出口到下一个镀层之间的加工间隙内流场均匀,流速分布很好,圆周上每次的流速几乎跟电场方向垂直,则此类阴极的切割加工效率较完全对称性阴极提高近一倍。


3 试验研究
在数控电解机械复合切割加工中,每一个正常加工速度都对应一个平衡间隙。加工参数相同时,速度越快,平衡间隙越小,为求得高效率和高精度,实际生产中往往追求最快平衡进给速度和对应最终加工间隙。只是加工对象和加工条件不同时,其最快平衡进给速度和最终加工间隙是不同的,实际生产中需根据具体要求通过计算和试验求得满足条件的加工参数。为了更直观地研究不同加工参数对最终加工间隙的影响,现进行一组试验,研究电压、电解液温度、主轴转速等主要加工参数对最终间隙和最快平衡进给速度的影响大小。根据加工经验,由于电解加工有很强的整平能力,在对刀距离小于 0.02 mm时可忽略初始对刀距离对加工间隙的影响,故在此不作研究。试件材料为304不锈钢,试验结果通过光学投影仪测量获取,加工结果如图8所示。

取电解液为15%的NaNO3溶液,温度30℃,主轴转速1 500 r/min,切深为65 mm,阴极直径为7.5 mm,研究不同电压对最终间隙的影响。由试验结果表1可知,随着电压的升高,最终加工间隙逐渐和最快平衡进给速度都有所增加,但最快平衡进给速度增幅比最终加工间隙增幅大。
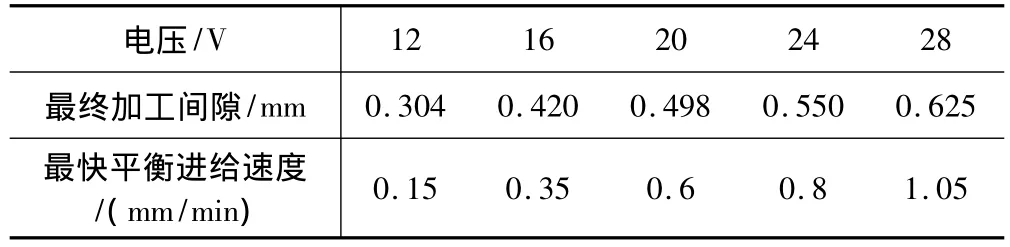
表1 不同电压下最终加工间隙和最快平衡进给速度的大小
取电压20 V,其他条件同上,研究温度对最终加工间隙的影响。试验结果如表2所示,随着温度的增加,两者都随之增加,温度超过30℃后,最大平衡进给速度不再变化,而最终加工间隙还有很小的增加,这是因为温度增加,引起工件加工区出液口杂散腐蚀所致。

表2 温度对最终加工间隙和最快平衡进给速度的影响
取电压20 V,电解液温度30℃,其他条件如上,研究主轴转速对两者的影响,从表3试验结果可以看出,低转速时电解液不充沛,切割加工速度相对较慢,最终加工间隙小,当转速超过1 500 r/min后,最快平衡进给速度不再变化,变化的只是少许的最终加工间隙。分析认为这是转速达到一定值后,电解液流速主要决定于压力,阴极转速超过1 500 r/min后间隙内电解液充沛,电化学溶解速度即可达到一稳定值。
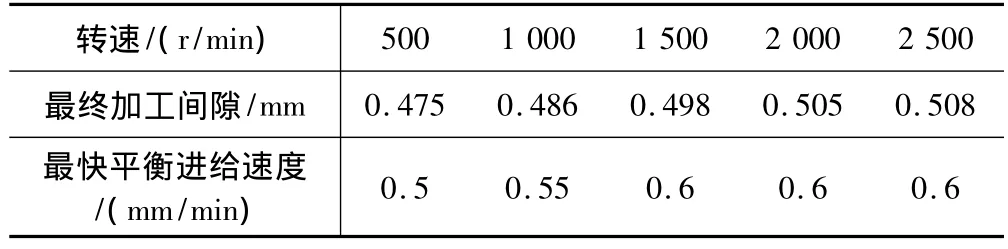
表3 主轴转速对最终加工间隙和最快平衡进给速度的影响
由于受限于机床最小进给倍率,以上试验结果中最快平衡进给速度未求得精确值,最大误差为0.04 mm/min。
4 结语
本文在建立数控电解机械复合切割加工的物理和数学模型基础之上,首先理论分析了其成型规律,再利用流场分析软件对阴极的设计实施优化,研究证明阴极出液口与金刚砂镀层分布一起时切割效率是最高的;通过试验发现,随着影响切割效率的关键因数之一——电压升高时,最快平衡进给速度和最终间隙都随之变大,且最快平衡进给速度的变化倍数比最终间隙的变化倍数大很多;在电解液温度和复合阴极转速各自变化时,最快平衡进给速度并未随之一直变大,而是趋于某一稳定值,最终间隙也只是少许变化,说明电解液温度和转速对数控电解机械复合切割量的影响是阶段性的,超过某一值后,最大进给速度将基本保持不变,为得到更好的加工精度和效率,实际加工中使用这一稳定值即可。
[1]张永俊.旋转阴极展成电解加工的间隙特性及光整直纹面的误差计算[J].中国机械工程,2002(12):1059-1061.
[2]陆永华,赵东标,朱荻,等.脉冲电解加工间隙测控方法的研究进展[J].现代制造工,2004(12):13 -16.
[3]赵国光.电解加工间隙的适应性控制系统[J].航空工艺技术,1978(7):6-14.
[4]陆永华,赵东标,云乃彰,等.基于六维力电解加工间隙在线检测试验研究[J].机械工程学报,2006,42(7):126 -131.
[5]史先传,朱荻,徐惠宇.电解加工的间隙检测与控制[J].机械科学与技术,2005(5):536-539.
[6]唐亚新,徐家文.圆棒阴极展成电解加工间隙特性的研究[J].南京航空航天大学学报,1997(2):214-219.
[7]钱密,徐家文.数控展成电解加工的阴极结构及流场研究[J].航空精密制造技术,2003(2):14-18.
猜你喜欢
电池(2022年4期)2022-11-07
金属热处理(2022年10期)2022-10-25
有色设备(2022年2期)2022-08-06
军民两用技术与产品(2021年10期)2021-03-16
中国校外教育(中旬)(2018年9期)2018-09-30
电子制作(2018年12期)2018-08-01
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27