
基于圆柱面与凸台相贯特征的参数编程方法
2013-09-27 01:30:12邓集松宋权明
制造技术与机床 2013年6期
邓集松 宋权明
(中国空空导弹研究院,河南洛阳 471009)
在实际数控铣削加工中经常遇到需要加工圆柱面与凸台相贯的圆弧面、圆台等凸台特征,对于该类特征采用计算机编程,加工效率不高,难以控制加工精度,程序的通用性差。而在圆弧与圆台的相交处的相贯线是一非标准的曲线形状,要加工出曲线的形状,就得计算出这些相贯线的数据点位与实际加工刀具的运动轨迹。若采用手工计算比较复杂,容易产生过切。所以,如何合理对该结构特征进行参数编程有实际的应用价值。
1 典型零件参数编程概述
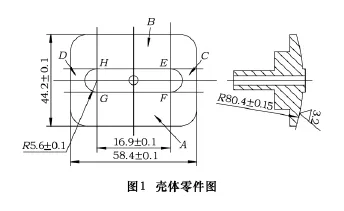
下面是以一种典型壳体零件为例,如图1所示,对圆柱面与凸台相贯特征的参数编程进行阐述。此壳体零件为,零件的外形是在一大圆弧型面上加工一圆形台阶,现需加工圆弧面、凸台及相贯特征。为了保证零件的加工精度,简化编程,提高加工效率,采用分割特征要素进行参数编程的方法,即分大弧面A、B区域、大弧面C、D区域、圆台EF和HG段清根程序编制。
2 参数编程的精度计算
规则曲线和曲面的加工主要采用直线和圆弧逼近完成曲线和曲面的加工,逼近直线或轨迹与轨迹之间长度和间距的大小,取决于曲线或曲面轮廓度和表面粗糙度的大小。线形曲线和曲面由间距步长控制刀具的轨迹;圆形曲线和曲面一般由角度增量控制刀具的轨迹。所以只需把角度增量值适当减小,留合适的余量,以保证尺寸精度和表面粗糙度。
壳体零件采用带B轴旋转的四轴卧式加工中心进行加工。由于在相等角度间隔时,平头立铣刀比球头铣刀残留量小,圆台根部要求清角,所以选择平头立铣刀用于弧面和圆台的加工,在这里选用φ8 mm平头立铣刀用于大弧面粗加工(Y、B两轴联动);选用φ4 mm平头立铣刀用于大弧面精加工(Y、B两轴联动);选用φ4 mm平头立铣刀用于圆台清根(X、Y、Z三轴联动),刀具直径越小误差也越小,但考虑加工效率及最小切削速度的原因选用φ4 mm刀具。
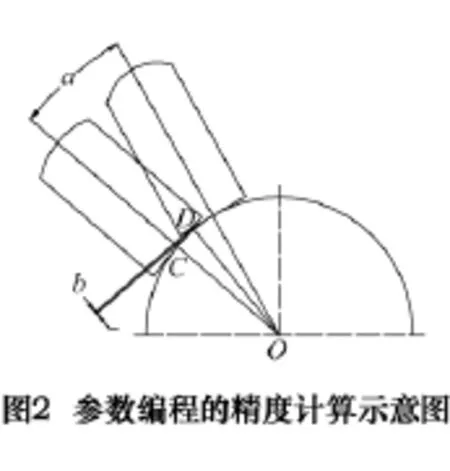
使用立铣刀加工某圆弧面轮廓时的角度增量计算如图2所示。在直角三角形OAB中:CO=R(轮廓半径);DO=R+b(轮廓半径+残留量)。所以:角度增量a=2×Acos(CO/DO)=2×Acos(R/(R+b))。该零件要求表面粗糙度3.2 μm,即b=0.003 2 mm。由a=2×Acos(R/(R+b)),R=80.4 mm,计算得角度增量a=1°。
3 壳体加工参数化程序编制
3.1 大弧面加工程序编制
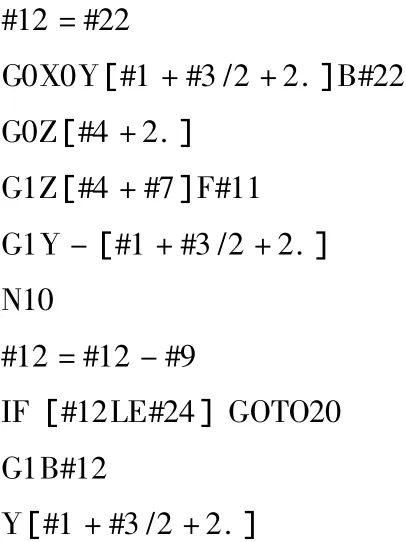
圆弧面的加工,是通过B轴转动一个角度值,Y和B的两轴联动加工出圆弧的型面。转动一个B轴角度值,加工至下一个Y值点,如此重复加工步骤直至角度终止值。
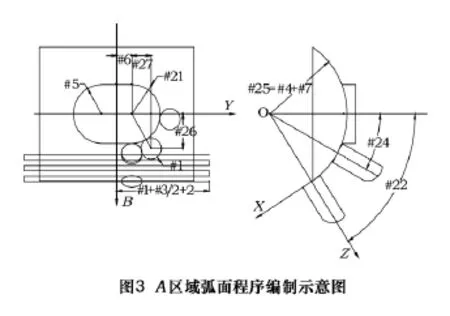
(1)加工图1A区域弧面,从右到左走刀,如图3所示,编制的程序如下:
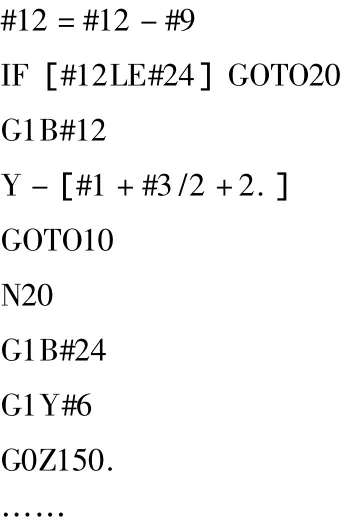
加工图1B区域的程序与A区域相似,在这里不再阐述。
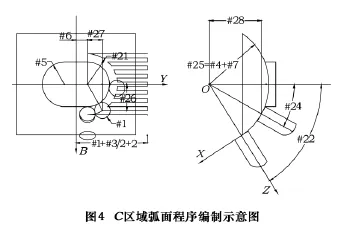
(2)加工图1C区域弧面,从右到左走刀,如图4所示,编制的程序如下:
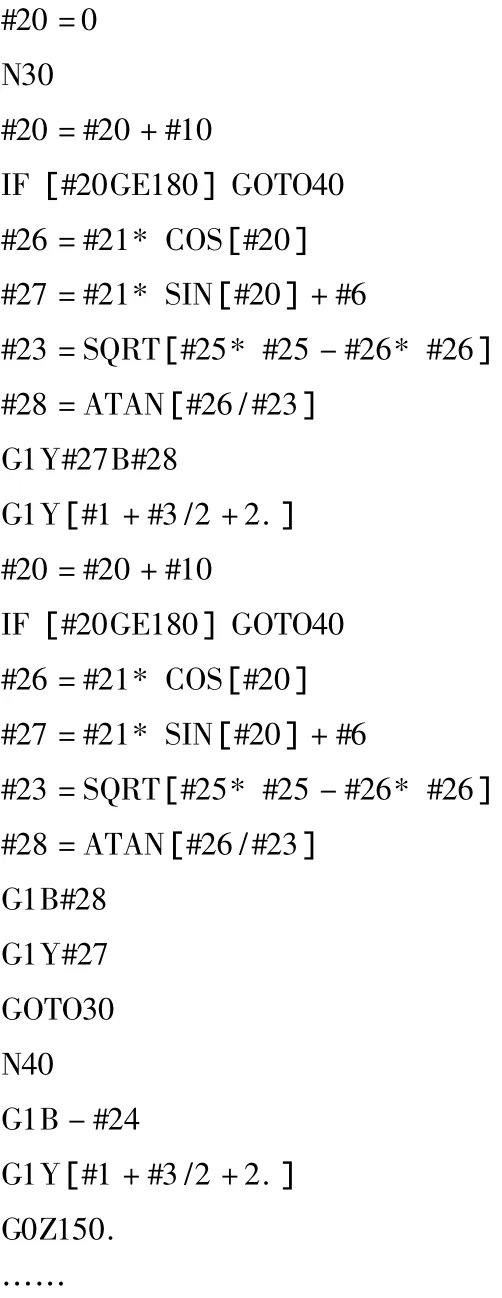
#7=0、#8=0时即可实现精加工。
加工图1D区域的程序与C区域相似,在这里不再阐述。
3.2 圆台清根加工程序编制
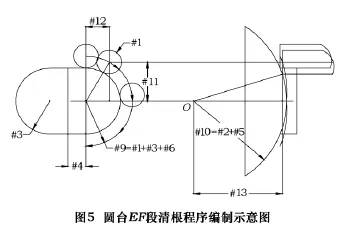
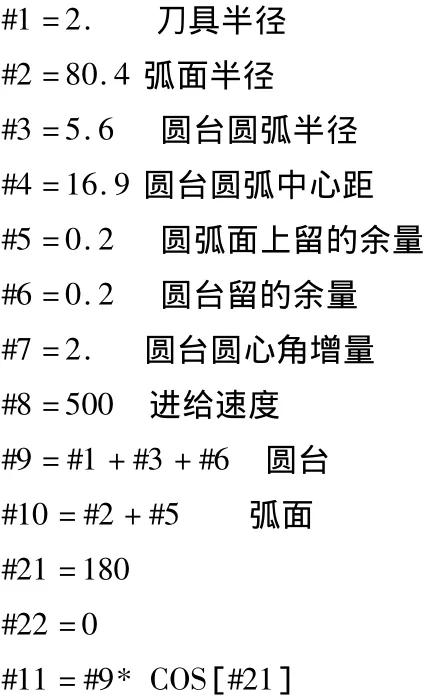
要对圆弧与圆台的相接处进行清根,即是加工圆弧与台阶的相贯线时,须采用三轴联动的加工方式进行,即X与Y在插补外形时,Z轴同时向下进一深度值(通过这些点的连续加工形成一曲线),这些点的计算可通过三角函数的运算得到,如图5所示。编制图1EF段清根的程序如下:
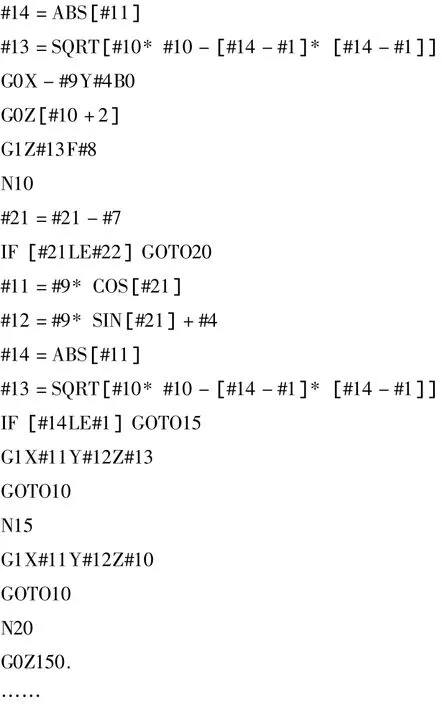
#5=0、#6=0即可实现精加工。
图1GH段清根程序与EF段相似,在这里不再阐述。
4 结语
在实际的加工生产中,类似零件的圆柱面与凸台相贯特征加工,在此程序中只需改变其刀具半径的大小,相贯圆弧、圆台的半径以及余量大小等参数的赋值,就可以实现相似结构不同零件的加工。这样不仅能简化编程,提高编程效率,而且编制的程序适合采用不同大小刀具的粗、精加工,从而提高程序通用性,更符合实际加工的需要。采用分割特征要素进行参数编程的方法,有利于保证零件的加工精度,为相似零件编程提供了借鉴。
[1]陈志雄.数控机床与数控编程技术[M].2版.北京:电子工业出版社,2007.
[2]杨钢.数控铣及加工中心编程[M].重庆:重庆大学出版社,2007.
猜你喜欢
金属加工(热加工)(2021年8期)2021-08-26 06:15:14
装备制造技术(2020年2期)2020-12-14 03:09:32
陕西科技大学学报(2020年2期)2020-05-13 05:15:22
制造技术与机床(2019年12期)2020-01-06 03:18:06
制造技术与机床(2019年8期)2019-09-03 01:14:24
卫星电视与宽带多媒体(2018年2期)2018-06-27 03:58:02
精密制造与自动化(2018年1期)2018-04-12 07:42:50
金属加工(冷加工)(2018年3期)2018-03-26 09:37:07
系统工程与电子技术(2016年7期)2016-08-21 13:58:52
浙江林业(2015年6期)2015-02-24 06:05:50
