
基于超声波机床加工蜂窝芯的误差分析研究**1
2013-09-27 01:31骆金威曹文军
制造技术与机床 2013年9期
李 裕 骆金威 高 涛 曹文军
(中航工业成飞数控加工厂,四川成都 610091)
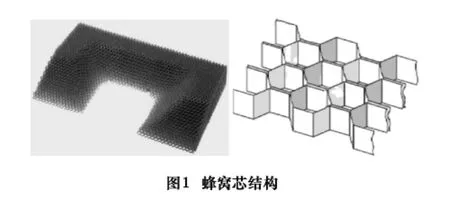
芳纶纸(NOMEX)蜂窝芯材料是由聚芳酰胺纤维制成的(如图1),因其高比强度、高比刚度、耐腐蚀、抗冲击、抗疲劳、吸能、热稳定性好、绝缘性能和透电磁波等一系列特性而广泛应用于航空航天领域,如机翼的填充物等[1]。但蜂窝芯的力学性能特殊,其横向刚度很小,故其加工较为困难。
目前国内已有部分企业具备了蜂窝芯材料的加工能力。其加工工艺技术的发展经历了两个阶段。
第一阶段是基于高速的五坐标数控机床加工,其原理与通用的数控加工方法基本相同,区别在于加工刀具有所不同。这种加工方法目前应用较为成熟,相关的工程技术人员也进行了较为深入的研究[2-5]。这种工艺方案在较短时间内解决了蜂窝芯加工的难题,使新材料能较快投入工程应用,在蜂窝芯材料使用量不大的情况下基本能满足工程需求。但是随着蜂窝芯材料的使用量增大,其缺陷也日益明显,主要表现为加工效率低下,质量隐患严重,环境污染严重3个方面[6]。
第二阶段是基于超声波机床加工,是当前较为先进的加工技术。超声波机床的切削原理不同于普通机床,它是通过超声波发生器产生超声振荡波,经换能器转换成超声机械振动来切削工件的一种机械加工设备[7](图2)。其机床结构、切削刀具及切削方式与常规的数控铣床有一定的差别:除了五坐标机床具有的X、Y、Z、A、C这5个轴外,还有1个用于控制匕首刀刃口方向及盘片式刀旋转的B轴,因此,超声波机床加工蜂窝芯的切削方式也不同于普通的铣削方式。目前,基于超声波机床加工芳纶纸蜂窝的切削方式及对应的刀具主要有两种[6,8]:V形切削方式和盘片式切削方式,对应的刀具分别为匕首式刀具和盘片式刀具(图3)。


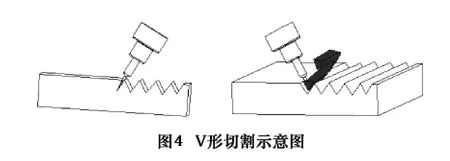
V形切削方式是机床的主轴不旋转,通过刀具沿主轴方向的振动来切割工件,对应的刀具为匕首式刀具(图3)。在粗加工时采用V形(图4)切削方式,主要在粗加工型面或大余量去除材料,以及精加工轮廓的时候使用。
盘片式旋转切削方式是刀具沿法向振动的同时B轴旋转,通过很小的振幅(约0.02~0.04 mm)去除余量,对应的刀具是盘式片刀,该类刀具通过法向振动及旋转用于去除匕首刀切割后在工件表面留下的锯齿状余量,最终将工件表面按工艺要求修整成所需的表面或型面,如图5所示。

1 超声波机床加工蜂窝芯的误差分析研究
使用超声波机床加工蜂窝芯以后,无论是加工质量还是加工效率都有了大幅度的提升,并且彻底解决了基于高速数控铣加工蜂窝芯的环境污染问题,有助于蜂窝芯在航空航天工业上的大力推广应用。但是由于超声波机床的加工原理与刀具结构与常规的数控铣床有较大的差异,尤其是匕首式刀具,完全不同于常规的数控铣刀,而当前的控编程软件CATIA、UG等都不支持对此类刀具结构和切削方式进行专用的编程。因此,在使用CATIA、UG等通用的编程软件对超声波机床进行数控编程和加工时,会产生一定的系统误差。本文将对常见的误差进行分析研究,旨在为该领域的工程技术人员提供一定的参考。
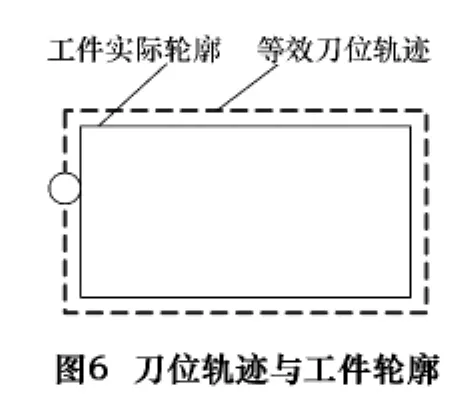
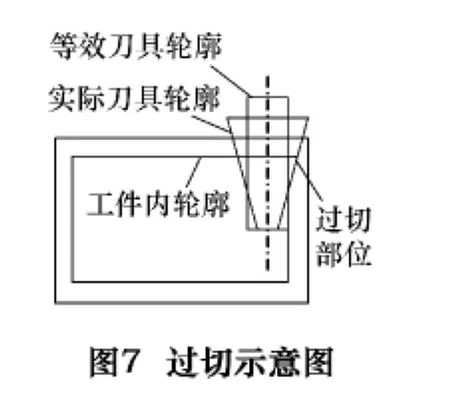
在UG、CATIA等通用编程软件中,刀具为旋转体,软件会根据刀具的几何特征和工件的几何特征计算刀位轨迹,生成刀具的几何中心轨迹。但匕首式刀具的实际结构并不是旋转体,在实际加工过程中是紧贴着工件的轮廓加工,实际的刀位轨迹应该近似于工件的实际轮廓,但是编程的时候又必须建立一个圆柱形的刀具模型,从而导致生成的刀位轨迹与工件的轮廓之间有一定的误差(图6),这个误差的大小取决于编程人员建立的圆柱形刀具半径。因此如何建立这个等效的刀具半径就十分重要,等效过大,会造成工件的残留较多,等效过小,加工工件的内轮廓时会过切(图7)。
1.1 等效刀具半径的残留误差
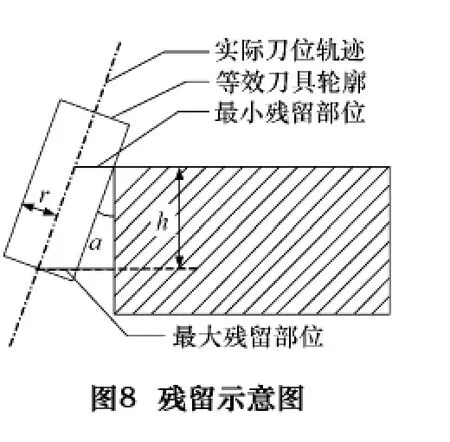
为精确研究等效刀具的误差大小,对加工过程中刀具结构几何参数及其他参数作如下定义:匕首式刀具的最低部刃口宽度为d,刀具的刃倾角为θ(刀具的侧刃与刀具的中心线之间的夹角),刀具切削过程中的前倾角为γ(刀具切削过程中刀具中心线与竖直方向的夹角),V形切削过程中的摆角为α(V形角度的1/2),切削深度为h,编程时使用等效刀具的半径为r。则工件加工直线外轮廓时的残留如图8所示。
则工件轮廓边缘的最小残留值为:

最大残留值为:

一般地,沿切深方向,残留值可表示为切深x的函数:

显然,匕首式刀具在加工外轮廓时由于V形切割的原因和编程时使用圆柱形刀具等效匕首式刀具必然会造成残留,其中,最小残留值取决于等效刀具半径和加工的摆角,残留值在切削深度方向呈线性分布。
1.2 等效刀具半径的过切误差
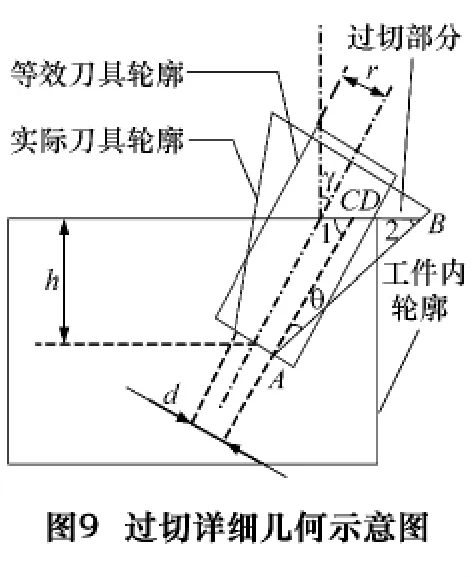
在加工直线内轮廓的突变处(拐弯处)时,由于使用圆柱形等效刀具编程会产生工件的过切,其切削示意图如图9所示。
匕首式刀具加工内轮廓时的过切值与刀具结构、切削深度、切削前倾角及等效刀具半径有关,即过切值g1可表示为匕首式刀具的最低部刃口宽度d、刀具的刃倾角θ、切削深度h、刀具切削过程中的前倾角γ及编程等效刀具半径r的函数:

对于一把固定的刀具,其几何结构参数是确定的,过切值g1可以表示为切削深度h、切削前倾角γ及等效编程刀具半径r的函数:

下面详细推导过切值g1的解析式。
在图9所示△ABC中,根据正弦定理:

由几何关系可知:

则式(6)可化为:

即:

由图9中几何关系:

将AC代入式(10)中,得:

故切内轮廓时的过切值:

1.3 匕首式刀具的轴向过切误差
前面提到过,在目前的UG、CATIA等通用编程软件下,生成的刀位轨迹是以刀具的几何中心为基准的,而匕首式刀具在轴向最低处的切削点并不是刀具的几何中心点,这样在切深方向上会有一个过切误差,如图10所示。显然,轴向过切误差开g2可表示为刀具结构几何参数d、刃倾角θ和切削前倾角的γ的函数:


由图10可知:轴向过切值g2可以表示为:

1.4 加工圆弧的逼近误差
匕首式刀具在加工直线轮廓时,B轴不旋转,只是改变方向时旋转,但在加工圆弧轮廓时,需要通过B轴的不断旋转来逼近圆弧轮廓,在这个用直线逼近圆弧的过程中会产生一定的误差,如图11所示,这个误差MN可以表示为轮廓圆弧半径OP与机床加工精度s(B轴旋转一次刀具沿切向所走的距离)的函数:


事实上,这个圆弧逼近误差在常规数控铣床加工曲线轮廓中也存在,只是常规数控铣床加工曲线轮廓时这个误差是由插补运算的精度决定的,而这里的匕首式刀具加工圆弧轮廓的逼近误差除了插补运算的精度之外,还包含B轴的转动频率这个因素。显然,匕首式刀具在加工外圆弧时会产生残留误差,而在加工内圆弧时会产生过切误差。
2 结语
本文介绍了超声波机床加工芳纶纸蜂窝芯的基本原理及切削方式,分析了超声波机床加工蜂窝芯误差形式的原因。研究了匕首式刀具切削过程中的几种常见误差,包括刀具等效半径误差,轴向过切误差以及圆弧逼近误差。并在此基础上建立了相应的切削几何模型,最后推导了匕首式刀具切削误差的精确解析式。超声波机床加工蜂窝芯目前在国内尚处于起步阶段,在工艺方案和数控编程方面还存在很多不足之处,这些问题都是相关工程技术人员今后关注的重点。
[1]Simone A E,Gibson L J.Efficient structural components using porous metals[J].Materials Science and Engineering,1997,229:55 - 62.
[2]张菊霞,田卫.浅谈蜂窝芯零件的数控加工[J].复材制造,2010(6).
[3]张菊霞,田卫.碳纤维、芳纶纤维、蜂窝芯零件数控加工刀具的选用[J].复合材料切削加工,2010(15).
[4]李焱,何勇.Nomex蜂窝芯零件的数控加工[C].第二届中国航空学会青年科技论坛论文集.北京:航空工业出版社,2006.
[5]侯小林,祝益军.蜂窝结构件的数控加工[J].航空制造技术,2009(S).
[6]高涛,骆金威,林勇,等.基于超声波机床的蜂窝芯数控加工技术研究[J].机械制造,2013(1).
[7]程学艳,郭文娟,林彬,等.超声波加工机床及其发展[J].新技术新工艺,2004(10).
[8]张永岩,张超,李微.超声波机床基于CATIA V5复合材料蜂窝件数控程编方法研究[J].航空制造技术,2012(9).
猜你喜欢
科技创新与应用(2022年36期)2023-01-06
现代装饰(2021年1期)2021-03-29
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年11期)2019-12-04
知识就是力量(2018年3期)2018-03-08
中国交通信息化(2017年4期)2017-06-06
传奇故事(破茧成蝶)(2015年6期)2015-02-28
科学大众·小诺贝尔(2009年6期)2009-05-27
杂文选刊(2009年6期)2009-05-14
杂文选刊(2009年6期)2009-05-14
