
典型结构散热片的自动装配系统设计**1
2013-09-27 01:31于复生杜桂林李腾飞
制造技术与机床 2013年9期
于复生 杜桂林 李 涛 李腾飞
(①山东建筑大学机电工程学院,山东济南 250101;②山东省高校机械工程创新技术重点实验室,山东济南 250101)
现代生产模式具有小批量、多品种、高质量、低成本的特点,这对制造业中占很大比例的装配作业提出了严峻的挑战[1-5]。随着散热片需求量增加,为了实现制造过程中的高效性和稳定性,目前人们加大了在其自动化装配开发领域的投入[6]。南京理工大学陆宝春研制的散热器芯子自动装配机成功实现了自动分片并成功应用于生产[7-8];南京工程学院设计的散热器罩壳加工自动机也实现了冲压、切割一体化[9]。
本文提到的典型结构散热片结构复杂,目前企业对该产品的装配仍然全部采用人工装配,事故率高、造成眼睛疲劳等问题,不仅影响了生产率,还影响该产品装配的质量,这就迫切需要一种自动装配系统来提高安全性能和生产效率。运用功能强大的Solidworks建模软件进行设计,本文设计了该典型结构散热片的自动装配设备。
1 自动装配系统机械结构
1.1 典型结构散热片介绍
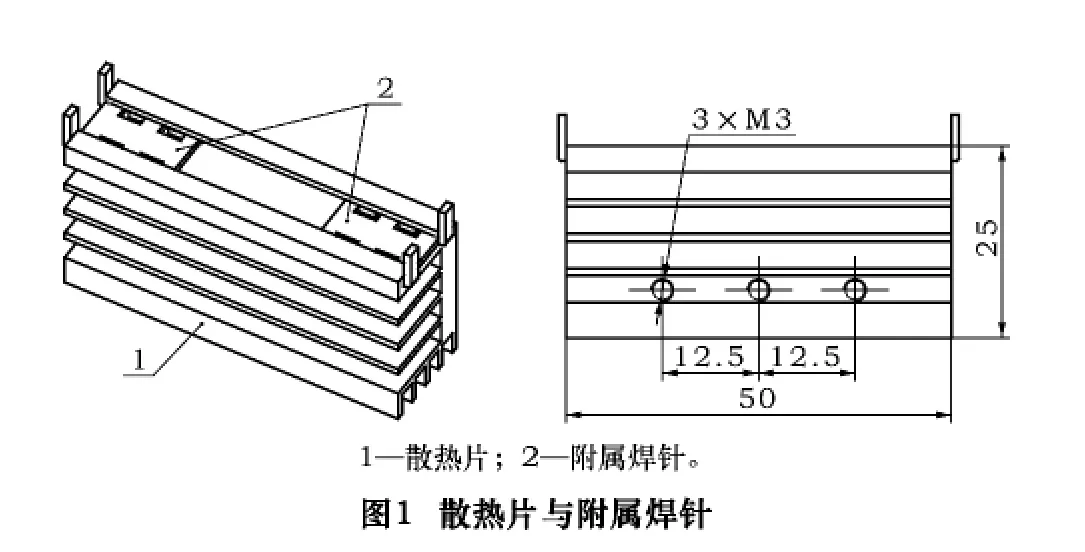
如图1所示,典型结构散热片为铝材,外形为长方体,壁厚差大,散热片的齿部很薄,而其根部的板厚度大,顶部有一槽,另外有两个小件为焊针,最终的成品散热片需要将两焊针插入散热片顶部槽内,在散热片根部的板上攻上M3的一字排列的3个螺纹孔。
1.2 散热片装配工位布局和技术要求
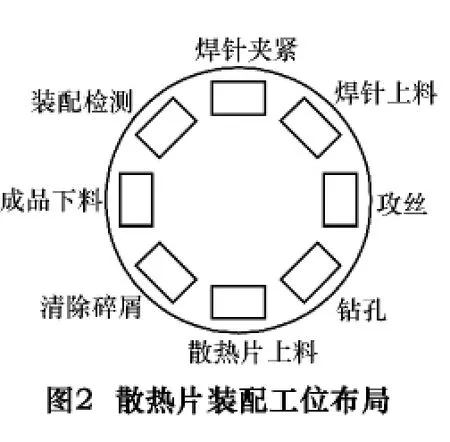
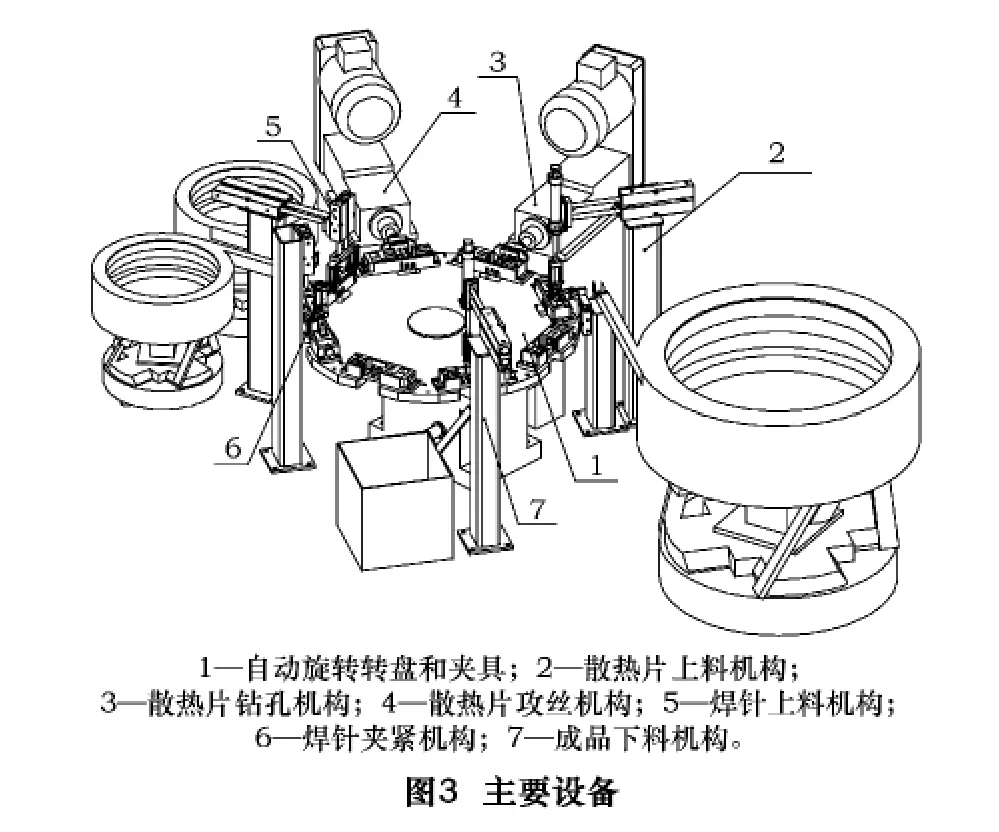
如图2所示,整个装配系统采用旋转式生产线,共需要8个工位来完成,每个工位上都安装着固定该散热片的夹具。它的8个工位分别为:(1)散热片上料,夹具夹紧散热片;(2)钻孔机构在散热片上钻3个一字排列的孔;(3)攻丝机构在钻好的3个孔上攻丝;(4)焊针小件的上料和定位;(5)焊针小件插入散热片槽内;(6)检测装配是否完成;(7)成品件的下料;(8)清除夹具碎屑。主要设备如图3所示。
主要技术参数:设备空间限定:2 m×2m ×1 m;单个零件产出时间:8 s;作业形式:自动连续作业;单次可预置零件数量:1~1 000;控制形式:PLC控制,人机界面;其他要求:方便清洁维护,快拆,设备的工作;噪声不超过72 dB。
1.3 转盘和夹具结构
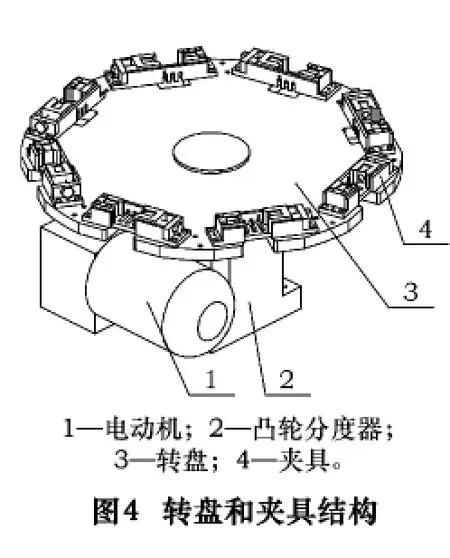
转盘的传动采用凸轮分度器,顶部的转盘上共有8个工装,并安装8个底座定位装配夹具,如图4所示。夹具的设计共有5部分组成,分别为左夹块、右夹块、底座、导杆和压缩弹簧。夹具装配时,左夹具固定,右夹具在导杆作用下移动,利用压缩弹簧可自动夹紧,并有充足的可调余量;通电后,电动机、减速器带动凸轮分度器转动,每8 s一个工位。
1.4 散热片上料机构
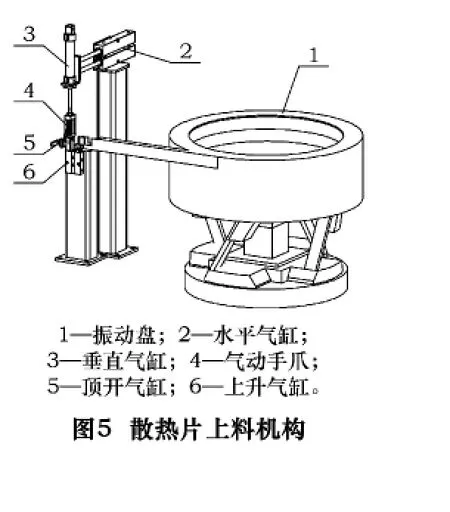
散热片的上料采用专用散热片振动盘来完成,然后由散热片上料机构将散热片夹取到夹具上。如图5所示,夹具会在压缩弹簧作用下自动夹紧散热片。它的具体控制路线为:转盘在该工位停止,振动盘出口有散热片时,气缸6带动气缸5下降,气缸5将夹具空间扩大,手爪4夹取散热片后,气缸3升起,气缸2伸出,然后气缸3下降,手爪4松开,将散热片放在夹具上,完成该动作后,所有气缸返回初始位置,等待转盘转到下一工位。
1.5 散热片钻孔和攻丝机构
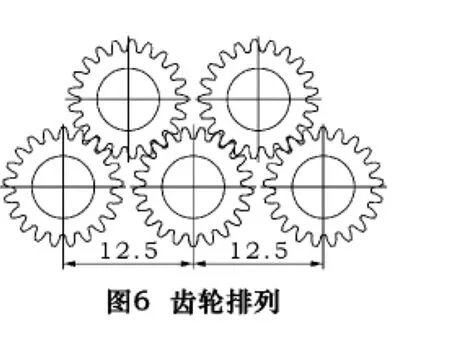
散热片的3个孔由于是一字排列,且每个间距是12.5 mm,因此采用齿轮传动的方式,选用5个齿轮,它的连接方式如图6所示,所选的5个齿轮类型相同,中间齿轮为主动齿轮,经过另外2个齿轮传动连接后,3个一字排列,最终传递齿轮转速、转向都相同。
散热片钻孔和攻丝机构结构相同,安装上钻头和丝锥便可进行加工。
1.6 焊针上料和夹紧机构
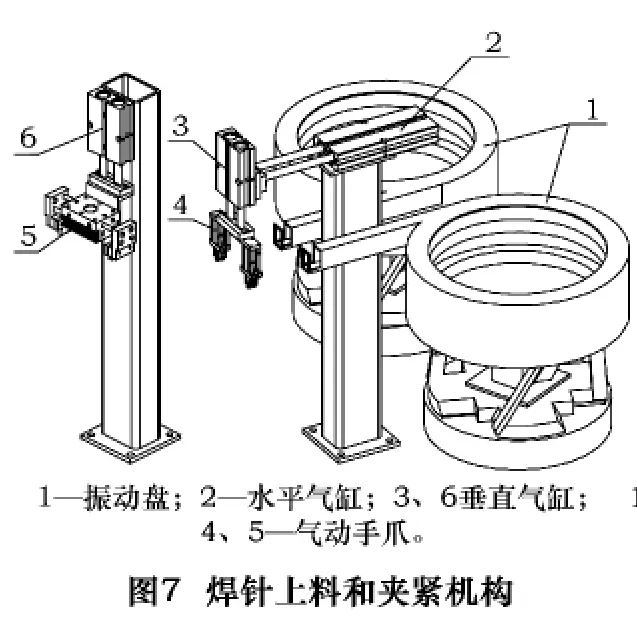
焊针的上料采用两个专用焊针振动盘1,然后由焊针上料机构将2个焊针同时夹取到夹具上导向槽内,夹紧机构依托导向槽将焊针推入散热片槽内,如图7所示。它的具体控制路线为:转盘停止时,两个焊针振动盘出口有焊针时,手爪4夹取焊针,气缸3升起,然后气缸2伸出,到达夹具上方后,气缸3带动夹具下降,手爪松开将焊针放在夹具上导向槽内,所有气缸再次回到初始位置,然后转盘转动到下一工位,接着气缸6带动手爪5下降,到达指定位置后,手指推动焊针,将焊针推入散热片槽内,之后所有气缸再回到初始位置。
1.7 散热片的下料机构
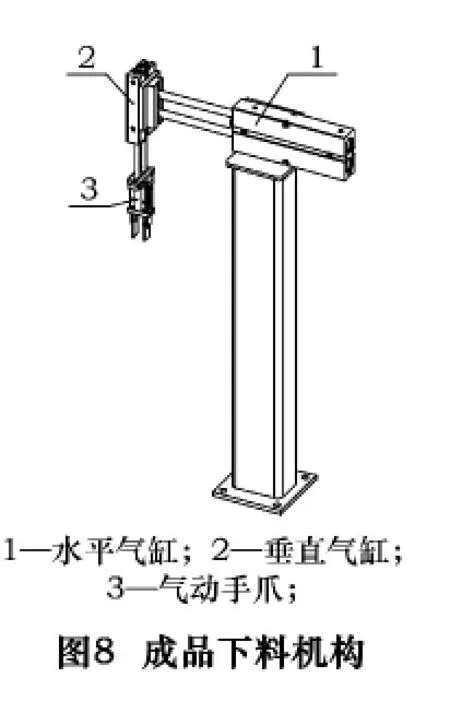
散热片的下料,由1个三自由度机械手来完成,如图8所示。转盘停止时,气缸2下降,手爪3将成品散热片夹取,气缸2升起,气缸收回,手爪松开将成品散热片放到指定位置,然后所有气缸再回到初始位置。
2 控制系统的硬件设计
2.1 系统控制结构框图
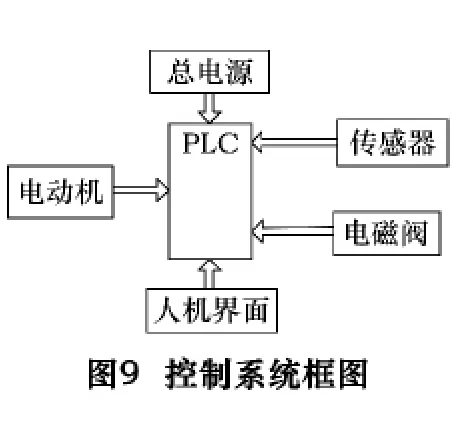
根据系统的控制要求,通过PLC可以实现对整个装配过程的自动控制。采用PLC作为控制系统的下位机,人机界面作为上位机。PLC一方面要对整个自动装配过程进行控制,另一方面还要与人机界面进行通讯,接收和执行操作者发出的指令。该系统的控制结构框图如图9所示。
(1)电动机的旋转由PLC发出指令控制;(2)电磁阀的关闭由PLC来实现;(3)气缸上的传感器将检测信号传给PLC从而控制整个系统的运行;(4)和人机界面的通讯;(5)工作状态指示灯由PLC控制。
2.2 系统I/O定义表
根据控制要求,PLC控制系统输入信号有24个,如表1所示,输出信号为15个,本文选择一套西门子S7-300PLC来实现。
3 PLC系统软件设计
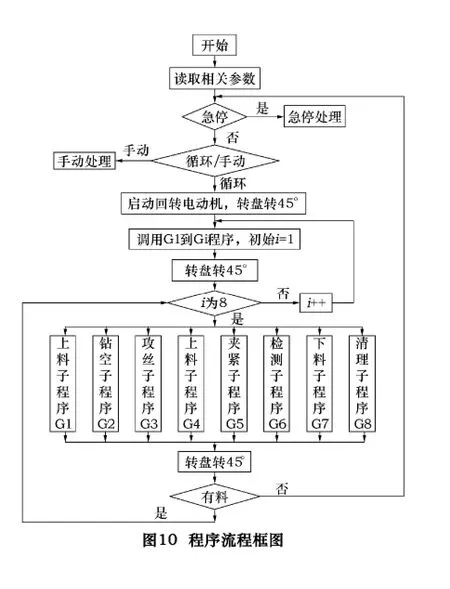
该系统PLC程序使用STEP7V5.0编写,实现对整个装配系统的控制和过程数据初步处理。编写的程序分为手动程序和自动程序。手动程序主要在安装调试和设备检修过程中使用,自动程序通过控制主程序循环调用各装配子程序来实现整个装配系统的连续动作,程序流程框图如图10所示。
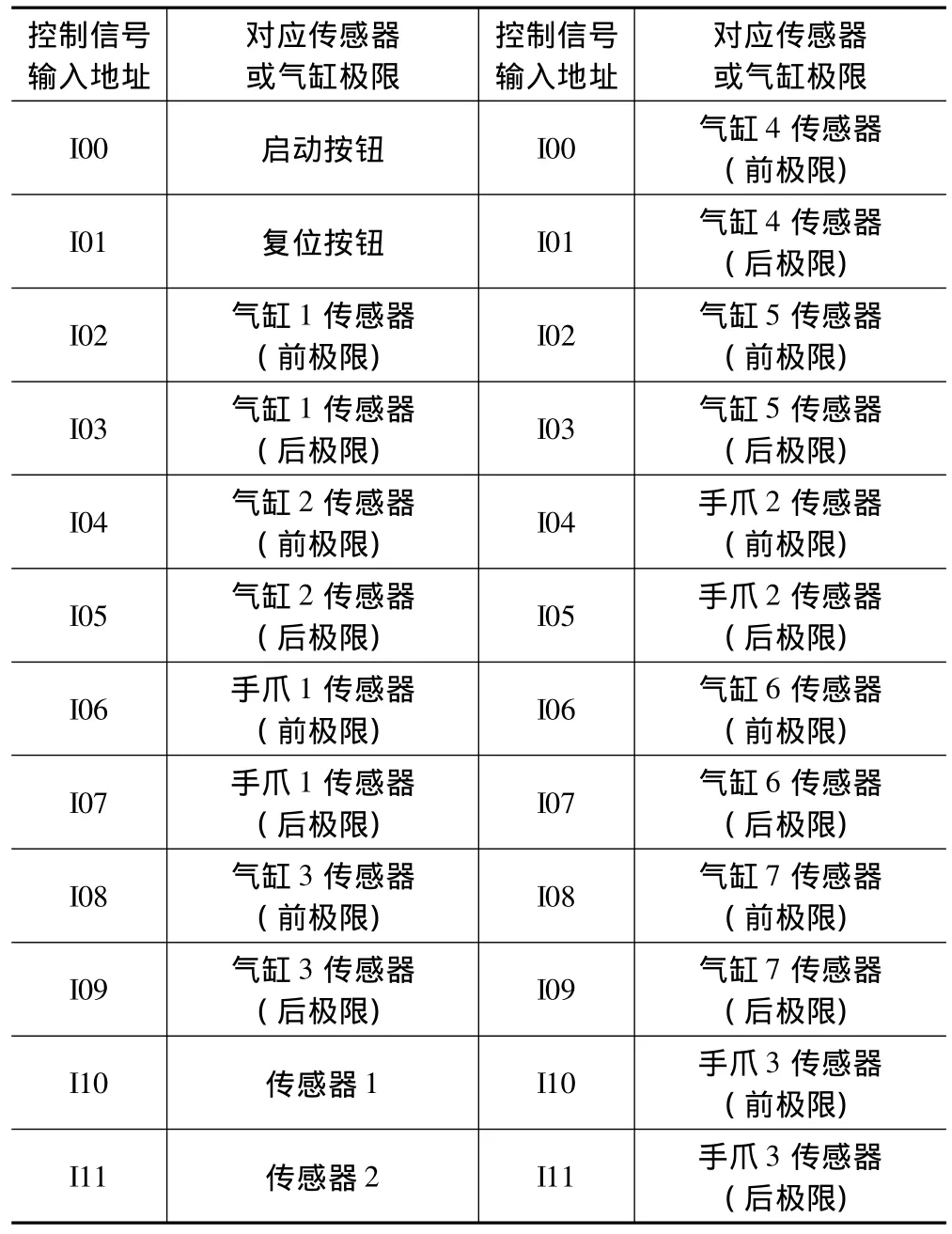
表1 输入点数设计
4 结语
典型结构散热片自动装配的关键问题是机构的合理设计和装配精度的保证,自制夹具利用压缩弹簧对散热片自动夹紧、准确定位,分度转盘利用凸轮分割机构对每个工位精确分度。本文设计的装配系统综合应用了PLC系统、气动系统等,实现了典型结构散热片的自动装配,实现了整个装配过程的全自动检测、控制,提高了该典型结构散热片自动装配的生产效率,也为同类产品的装配提供了一些指导。
[1]Rampersad Hubert K.Bottlenecks& development tendencies in robotic assembly[J].Roboties Today,1995,8(3):1 -6.
[2]冯光涛,张伟军,赵锡芳,等.机器人装配操作的规划与控制[J].机器人,2001,23(1):78 -84.
[3]魏长青,杨汝清.面向机器人装配设计与规划的集成框架[J].机器人,2001,23(3):246 -249.
[4]黄闪,蔡鹤皋,谈大龙.面向装配作业的多机器人合作协调系统[J].机器人,1999,21(1):50 -56.
[5]温遇华,卢桂章,赵新.批量微操作的自动化问题研究[J].机器人,2004,26(6):481 -485.
[6]Vinod K,Maudgal J,Kliman J,et al.Transient thermal contact resistance in a diode heat- sink assembly[J].Applied Energy,1991,39(1):31-43.
[7]张玉萍,陆宝春,丁武学.散热器的自动装配工艺研究[J].机械制造与研究,2003(2):9-12.
[8]陆宝春,丁武学,路建萍,等.散热器芯子自动装配机的研究与开发[J].机械科学与技术,1998,17(5):812 -814,825.
[9]王贤民.散热器罩壳加工自动化专机设计和研究[J].机械设计与制造,2011(7):151-153.
猜你喜欢
电脑爱好者(2020年6期)2020-05-26
农家之友(2020年1期)2020-05-19
电脑报(2019年16期)2019-09-10
装备制造技术(2019年6期)2019-08-15
电子制作(2018年24期)2019-01-03
三联生活周刊(2017年37期)2017-09-11
荣誉杂志(2017年7期)2017-08-23
电子制作(2017年1期)2017-05-17
科技创新与品牌(2017年3期)2017-04-27
科技视界(2012年8期)2012-08-15
