
横梁连接板复合模设计
2013-09-26 12:34宋万明邓国威姜春茂吴强
精密成形工程 2013年2期
宋万明,邓国威,姜春茂,吴强
(黑龙江北方华安工业集团有限公司,黑龙江 齐齐哈尔 161046)
1 零件冲压工艺分析

图1 横梁连接板Fig.1 Beam connection plate

图2 产品Fig.2 Product diagram
某型号产品上的横梁连接板零件成品和CAD产品,如图1和图2所示,材料为 Q235,料厚为4 mm。此零件的生产工艺为:落料、成形、冲孔、打字等4道工序,需要4台冲床和4套模具。随着大批量生产,生产效率需要提高,才能进一步降低成本[1]。通过实践调研和科学论证将成形工序和打字工序合并为一道工序,设计一套复合模。
2 复合模结构设计
模具结构[2]如图3所示。上下模座、上模垫板、模柄、下模垫板采用45号钢,上模、托料芯、下模、字模材料采用 Cr12,导柱、紧固螺钉、螺钉、弹簧、吊丝、销钉等根据国家标准采购[3]。
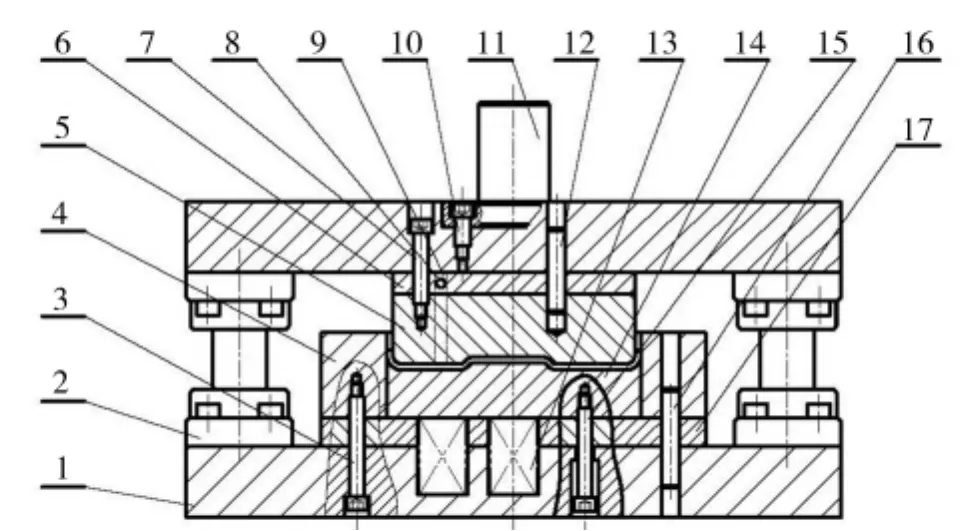
图3 模具结构Fig.3 Mold structure
模具由导柱2导向,通过托料芯14加弹簧13顶出料(零件),托料芯14由吊丝15限位,通过下模4和下模销钉16及紧固螺钉3定位。字模9装入上模后,调整合适高度后由紧定螺钉8定位锁紧。
3 模具工作过程
在开模状态下[2],落料好的型料从模具的正前方送入托料芯14上(弹簧13位于顶起状态),此时上模5连同字模9向下运动,压住落料好的型料进入下模4型腔内,在压力作用下上模5凸模与托料芯14上的凹模对型料成形,同时将字码压在型料上。成形后上模回程,成形件在弹簧13的作用下由托料芯14顶出下模4模腔。
4 结语
成形和打字复合模经过调试、试生产及批量生产,模具各部位运动灵活、可靠,精度[4]符合产品要求。同时减少了一道生产工序、设备及模具,缩短了生产时间,提高了班产量。
[1]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2000.
[2]沈兴东,韩森和.冲压工艺与模具设计[M].山东科学技术出版社,2005.
[3]冷压冲模设计编写组.冷压冲模设计[M].北京:第四机械工业部标准化所,1981.
[4]王孝培.冲模设计资料[M].北京:机械工业出版社,1980.
猜你喜欢
中国钼业(2022年5期)2022-03-24
橡塑技术与装备(2021年15期)2021-08-12
锻压装备与制造技术(2021年2期)2021-07-19
模具制造(2019年4期)2019-12-29
装备制造技术(2019年12期)2019-12-25
山东冶金(2019年5期)2019-11-16
模具制造(2019年4期)2019-06-24
橡塑技术与装备(2018年21期)2018-11-13
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
