
1Cr12Ni2MoWVNbN大型环形件的生产
2013-09-23 01:45胡维贤
大型铸锻件 2013年3期
胡维贤
(陕西宏远航空锻造有限责任公司, 陕西713801)
1Cr12Ni2MoWVNbN钢是用钨、钼、钒、铌等合金元素综合强化的马氏体型热稳定不锈钢,具有优良的的综合力学性能,可制造复杂的焊接结构件及潮湿环境中工作的承力构件,如压气机转子叶片、压气机盘、轴颈、涡轮外环、吊挂及承力螺栓等。
1 技术要求
环形件尺寸为∅1 335 mm×∅1 025 mm×270 mm,锻件的名义重量达1 210 kg。环形锻件简图如图1所示。
环形锻件的标准要求:环件的低倍试片上不允许有肉眼可见的裂纹、缩孔、夹杂等冶金缺陷;按GB6394金属平均晶粒度实验方法测定环件的实际晶粒度应不粗于4级;环件的力学性能要求见表1。
生产大型环形锻件的基本工艺流程为:坯料→加热→镦粗→冲孔→预制坯→轧制成形→热处理。为保证锻件的组织、性能及几何尺寸满足标准要求,必须确定适当的锻造工艺方案。为此,结合锻造生产实际,确定锻造温度范围为1 180~900℃。始锻温度不易过高,否则会产生粗晶。选择合适的预制坯尺寸,给最终轧制成形留有合适的变形余量,并且要防止扩孔时在高度方向产生折叠,最终达到环形件的尺寸精度要求。经过试制生产,环形件最终在∅2 500 mm扩孔机上轧制成形。经测量,环形件的尺寸满足图纸要求。
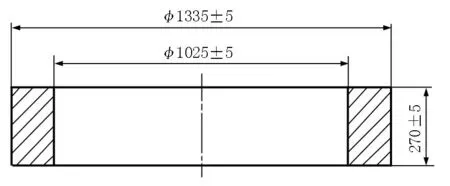
图1 大型环形锻件简图Figure 1 The schematic diagram of large ring forging

Rm/MPaRp0.2/MPaA5(%)Z(%)AKU/J·cm-2HBW≥1 030≥785≥10≥45≥49302~341
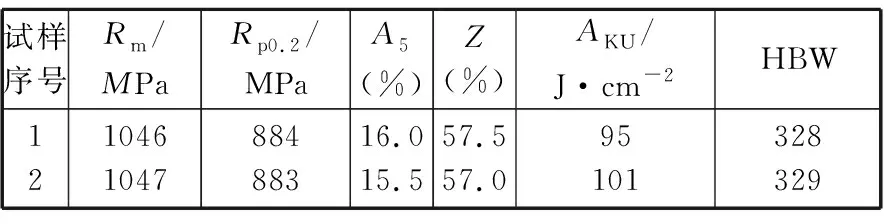
表2 环形锻件的力学性能检测结果Table 2 The mechanical properties results of ring forging
2 检测结果
对大型环形件进行热处理,正火:1 130℃,空冷+回火:760℃,空冷;淬火:1 120℃,油冷+回火:680℃,空冷。我们对试制的环形锻件切取1件试验环进行理化测试,检测结果如下:
低倍试片上无肉眼可见的裂纹、缩孔、夹杂等冶金缺陷;环件的实际晶粒度为4级;环形锻件的力学性能检测结果见表2。检测结果符合标准要求。
3 结束语
环形锻件的理化检测结果表明,锻造温度范围等参数的确定比较合理,工艺方案可行,可生产出符合标准要求的大型环形件。
[1] 中国航空材料手册编辑委员会.中国航空材料手册,结构钢 不锈钢. 第一版. 北京: 中国标准出版社,1988.
[2] 华林,黄兴高,朱春东. 环件轧制理论和技术. 北京: 机械工业出版社,2001.
[3] 郭鸿镇. 合金钢与有色合金锻造. 北京: 西北工业大学出版社, 2009.
猜你喜欢
一重技术(2021年5期)2022-01-18
上海涂料(2021年5期)2022-01-15
金属加工(热加工)(2020年12期)2020-02-06
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
世界有色金属(2019年7期)2019-06-11
机械管理开发(2018年12期)2019-01-17
大型铸锻件(2017年2期)2017-03-28
重型机械(2016年3期)2016-04-01
重型机械(2016年1期)2016-03-01
