秸秆燃料平模成型机平模模孔仿真研究
2013-09-18 09:53:58谷志新郑文超赵林
生物质化学工程 2013年3期
谷志新,郑文超,赵林
(1.东北林业大学机电工程学院,黑龙江 哈尔滨 150040;2.哈尔滨市园林动植物检疫站,黑龙江 哈尔滨 150008)
人类对传统三大化石能源(煤炭、天然气、石油)的大规模开发和利用,带来了气候恶化、生态破坏、环境污染等问题。用秸秆等生物质能源替代化石能源,既可改善能源结构,在一定程度上解决能源紧缺问题,又将秸秆变废为宝,变害为利。同时可有效地减排SO2与CO2,降低环境污染。秸秆致密成型燃料是一种新型洁净能源,采用农林废弃物秸秆为原材料,经过粉碎、烘干、混合、挤压等工艺,制成具有一定形状的可直接燃烧的一种新型燃料,可以看作是一种绿色煤炭。平模是秸秆燃料平模成型机的核心部件,分布着众多模孔,容易磨损,决定着生产的成本。
1 秸秆开发利用的目的和意义
秸秆是我国主要的农作物[1],每年的产量在6亿吨以上,其中有超过12.7% 的剩余秸秆就地焚烧或闲置,造成了环境污染和能源的浪费[2]。如果把这些秸秆作为能源加以开发与利用,可以带来可观的经济效益和社会效益。秸秆转化的主要方式有直接燃烧或制成致密燃料(颗粒、块状)、气化燃料(秸秆燃气、沼气)和液化燃料(燃料乙醇和生物原油)等[3]。
由于秸秆致密燃料的原料利用率可达90% 以上,热值约为15.49~17.586 MJ/kg,不同秸秆热值稍有不同:玉米秆 15.49 MJ/kg,稻秆 12.56 MJ/kg,麦秆 14.65 MJ/kg,大豆秆 15.90 MJ/kg,薯类14.23 MJ/kg,油料 15.49 MJ/kg,棉花秆 15.90 MJ/kg[4]。秸秆致密燃料中 S 和灰分等的含量仅为中质烟煤的1/10左右。秸秆致密燃料中CO2的排放和吸收形成自然界碳循环,可实现CO2零排放,是减排CO2最有效途径,是防止全球环境恶化的一种科学选择,秸秆致密燃料燃烧技术参数为密度800~1 100 kg/m3,热值 15.49 ~ 17.58 MJ/kg,灰分 6% ~ 20%,水分≤12%,CO20,NO214 mg/m3,SO246 mg/m3,烟尘≤127 mg/m3。
国家发展和改革委员会关于“‘十二五’生物质致密成型燃料发展规划”中提出,到2020年,使秸秆致密燃料成为普遍使用的一种优质燃料,每年消耗致密燃料5 000万吨,代替3 000万吨煤[6]。每年如果消费5 000万吨致密燃料,可实现减排CO21~1.5亿吨,减排SO280~100万吨,因此,开发秸秆致密燃料具有十分重要的环境效益和经济效益。
2 秸秆燃料成型机工作原理
秸秆致密燃料是在一定温度和压力作用下,将各类分散的、没有一定形状的秸秆经过收集、干燥、粉碎等预处理后,利用致密成型设备挤压成规则的、密度较大的棒状、块状或颗粒状成型燃料[7]。
根据成型机工作原理把致密成型设备分为:活塞冲压式成型机(pistonpress)、螺旋挤压式成型机(extruderpress)、卷扭式成型机(twistpress)和模压成型机(matrixpress)。其中模压成型机生产成本较低,产能高,物料适应性强,现在被广泛应用。模压成型机的核心部件是压辊和压模。压辊可以绕转轴转动,压模上有模孔,物料在压辊的作用下被压入模孔内,挤出,用切刀切成秸秆致密燃料。根据压模结构的不同,模压成型机可分为环模成型机和平模成型机[8]。本文着重讨论平模成型机的工作原理及平模模孔仿真研究。
平模成型机由电动机、传动装置、传动轴、平模、压辊、喂料器、进料口、切刀、出料口等部分组成。平模成型机的平模上有多个压辊,压辊随轴做圆周运动,并与平模间有相对运动。电动机带动平模,以机械圆周运动为基础,使得压辊和平模之间有较高的摩擦温度。旋转的平模通过与物料的摩擦作用带动压辊旋转[9]。在平模和压辊的强烈挤压下,物料逐渐被压实,均匀地分布于平模表面。物料在强烈的挤压过程中,克服孔壁摩擦阻力,从模孔中挤出,挤压过程如图1所示。平模成型机对原料的粉碎度要求较低,含水率8% ~25% 的物料都能被致密成型,且由于其结构简单、成本低廉、易于维修维护,适于广大农村地区小规模灵活使用。
3 平模模孔结构分析及仿真
平模是平模成型机中的关键部件,是最容易损坏的部件,需要经常更换平模,增加了成型的成本[10],工作中的平模如图2所示。平模上模孔众多,降低了平模抵抗变形的能力,特别是在工作过程中,孔与孔之间的薄壁承受着使秸秆成型所必须的压力[11]。虽然在布孔上考虑了平衡的布局,但模孔仍在局部范围内会发生变形,采用Pro/Mechanica对平模工作过程中受载后位移、应力进行分析仿真,可以为优化模孔设计提供理论基础。

图1 平模成型结构示意图Fig.1 The structure of extrusion of flat die

图2 工作中的平模Fig.2 The flat die in working
3.1 建模
首先要进行建模分析。要使秸秆物料能挤压成型,挤压过程中模孔内壁上承受着一定的压力。所以选取平模中的一个模孔及周围的6个模孔作为研究区域,即B区域为建模的单元,压力在这个区域内会起到一定的平衡作用,如图3所示。
使用Pro/Engineer软件,设定秸秆在模孔内满足等压强原理,所建模型在孔轴向所受压强相同,因此取厚度1 mm模孔进行建模,如图4所示,将建立的模型导入Pro/Mechanica中,模型材料选择45#钢,材料属性设定为:弹性模量E=2.1×1011Pa,泊松比μ=0.269,材料密度ρ=7 800 kg/m3,张力强度σb=1 080 MPa,屈服强度σs=930 MPa,热膨胀系数α =11.3 ×10-6℃。
3.2 施加载荷及结果分析
假定模孔受力均匀且平衡,在A区域与B区域交界的面施加约束,B区域内环面施加载荷。模型约束加载后得到位移云图如图5所示,由图5可以看出,受载下模孔内壁部分位移最大,进一步导入位移曲线,模孔内壁位移变形呈现小范围连续变动规律,最大位移值为5.42×10-4mm。
根据模型加载后的应力云图得出受载下模孔内壁部分应力最大,进一步导入应力曲线,根据应力曲线,模孔内壁应力呈现小范围连续变动规律,最大应力值为5.51 N/mm2。
通过仿真说明,模孔内壁受载下位移及应力是一个小范围连续变动的阈值,且不同载荷下的位移、最大应力呈一元线性回归。
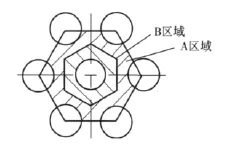
图3 区域提取Fig.3 Area extracted
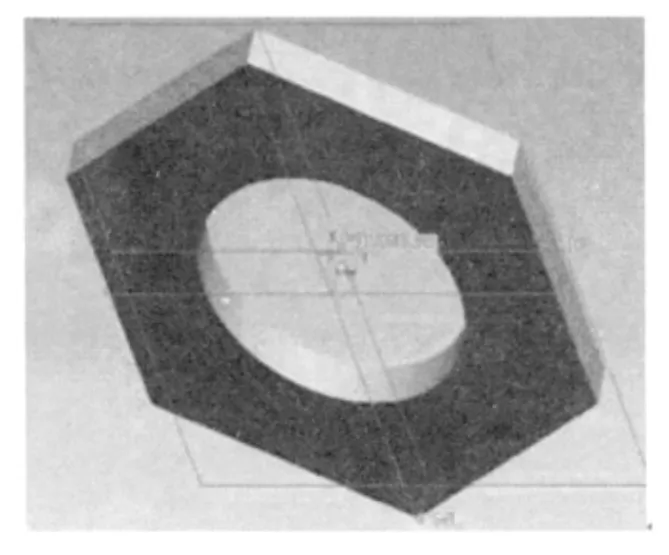
图4 Pro/Engineer模型Fig.4 Pro/Engineer model
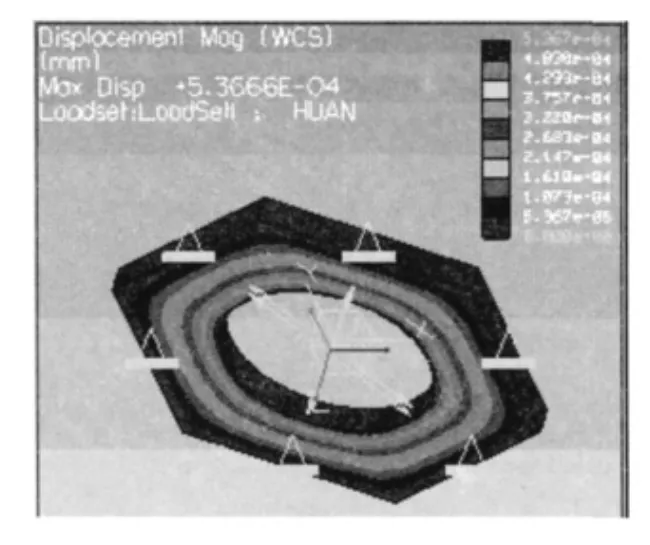
图5 位移云图Fig.5 Displacement fringe
3.3 不同载荷下模孔的最大应力分析
在成型的过程中,模孔受到的压力并不是完全相同,根据成型压力曲线,当压力高于40 MPa,才能得到较好的秸秆成型燃料。因此对压力为45~70 MPa区间进行研究,通过仿真得到最大应力拟合曲线。对拟合曲线进行一元线性回归分析:

式中:y(t)—最大应力,N/mm2;x(t)—压力,MPa;a,b—回归参量;t—时间序数;u(t)—包括了除x(t)以外的影响y(t)变化的若干微小因素,u(t)是随机部分,变化是不可控的。利用MATLAB对最大应力拟合后,得到:

参考中华人民共和国机械行业标准JB/T 5161.1-1999《颗粒饲料压制机型式与基本参数》,结合仿真结果与理论分析确定平模的主要参数。确定平模外径D=500 mm,平模内径D1=140 mm,则攫取层厚度h=9 mm,如图6和图7所示。
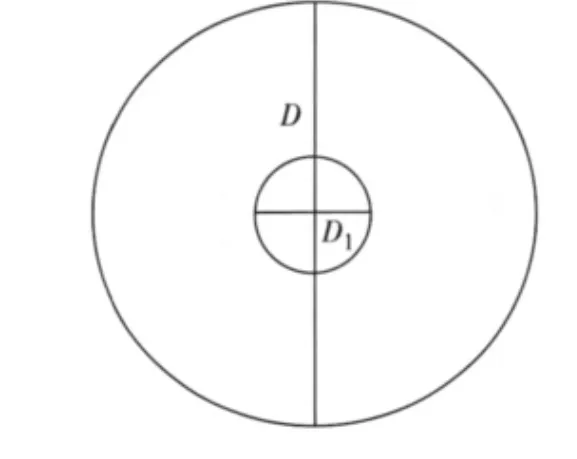
图6 平模示意图Fig.6 The schematic diagram of flat die
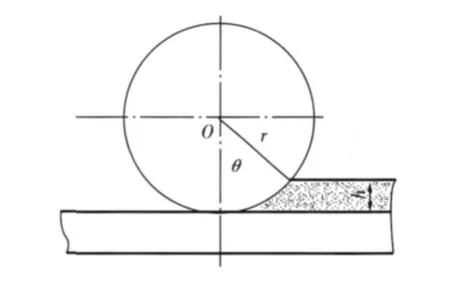
图7 攫取层示意图Fig.7 The schematic diagram of grab layer
4 结论
成型过程模孔容易发生变形和磨损,需要经常更换平模,这样增加了成型燃料的生产成本。为了降低生产成本,优化模孔设计,提高模孔的强度,对模孔壁的受载情况进行仿真研究。根据秸秆燃料平模成型机成型原理,对平模进行建模,采用Pro/Mechanica对工作过程中模孔的受载进行位移、应力仿真分析。
结果表明,模孔受载下内壁位移及应力值呈现小范围连续变动,不同载荷下的位移、最大应力分别随载荷呈一元线性回归。参考中华人民共和国机械行业标准JB/T 5161.1-1999,确定平模的主要参数:平模外径D=500 mm,平模内径D1=140 mm,攫取层厚度h=9 mm,本文的研究旨在为平模成型机的设计和制造提供理论依据。
[1]TORBJ L,BO J,MORGAN G.NIR techniques create added values for the pellet and biofuel industry[J].Bioresource Technology,2009,100:1589-1594.
[2]蒋剑春,应浩.中国林业生物质能源转化技术产业化趋势[J].林产化学与工业,2005,25(10):5-7.
[3]李慧玲,任俊莉,王帅阳,等.农业废弃物转化成能源及高附加值化学品的研究进展[J].生物质化学工程,2012,46(6):55-58.
[4]周中仁,吴文良.生物质能研究现状及展望[J].农业工程学报,2005,21(12):12-15.
[5]刘石彩,边轶,童娅娟,等.生物质炭粉成型工艺及燃烧性能[J].生物质化学工程,2011,45(1):10-14.
[6]张百良,杨世关.中国生物质能技术应用与农业生态环境研究[J].中国生态农业学报,2003,11(3):178-179.
[7]孙清,白红春,赵旭.蜂窝状生物质燃料固化成型有限元分析[J].农业机械学报,2009,40(2):107-109.
[8]张吉鸿.平模颗粒机模辊设计探讨[J].山西农机学术版,2002,16(3):90-91.
[9]汤爱君,马海龙,董玉平.生物质挤压过程中的静水压应力[J].可再生能源,2006,35(2):28-31.
[10]景果仙.生物质燃料成型机设计理论及仿真研究[D].哈尔滨:东北林业大学硕士学位论文,2010:24-27.
[11]GRANADA E,LOPEZ G,MIGUEL L M,et al.Fuel lignocelluloses briquettes,die design and products study[J].Renewable Energy,2002,27(4):561-573.
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
工程设计学报(2023年5期)2023-11-10 06:33:04
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
林产工业(2020年2期)2020-03-30 11:04:22
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
制造技术与机床(2018年9期)2018-09-19 06:48:02
中国铸造装备与技术(2017年3期)2017-06-21 11:33:45
锻压装备与制造技术(2016年5期)2016-12-06 10:15:44
工业设计(2016年6期)2016-04-17 06:42:45
橡胶工业(2016年11期)2016-02-24 00:22:16