环模智能定孔疏通装置设计研究
2023-11-10 06:33:04朱发运王昀朱发兴董月陈肇麟
工程设计学报 2023年5期
朱发运, 王昀, 朱发兴, 董月, 陈肇麟
(1. 中国美术学院 南特设计联合学院, 浙江 杭州 310002;2. 中国美术学院 工业设计学院, 浙江 杭州 310002;3. 南京航空航天大学 航空学院, 江苏 南京 210016;4. 杭州汉品工业设计有限公司, 浙江 杭州 310000)
环模是饲料颗粒机的核心部件,其制造难度较大,且造价昂贵。在饲料生产中,因原料、环模材质和质量、操作工艺等的影响,常常会发生环模模孔堵塞现象,在模孔内形成硬度和密度较大的固化料栓[1-2]。压辊对物料的挤压下,模孔壁与料栓产生摩擦而使环模磨损,磨损维修费占环模整体维修费的25%以上,且会使环模失效,大大缩短环模的使用寿命[3-5]。因此,对模孔进行有效的疏通和维护非常重要,可以降低设备维护成本,保障饲料生产顺利进行。
针对堵塞的模孔,可采用热水或热油浸煮法进行疏通,对模孔内残留的少量料栓,用软质棒进行清理,但此法耗时长、清理效率低;另一种疏通方法为钻孔疏通法,即由人工用电钻逐孔清理,但清理时工作强度大、效率低,且易对模孔造成刮伤[6-7]。目前,国内外针对环模定孔疏通的研究主要集中在清理装置半自动化结构的优化设计上[8-9];王绍等[10-11]进行了模孔清理装置自动化控制研究,构建了微控制系统以实现自动疏通,但装置设计复杂、质量较大、操作较难;冀勋等[12-13]进行了模孔参数检测原理等研究,设计了相关的传感器探头和模孔参数检测装置,但装置的自动化应用程度较低。设计合适的模孔清理装置,开展高效定孔检测、自动化疏通等的理论与实验研究,对模孔堵塞的环模进行智能定孔疏通,对推动颗粒制造产业的发展具有重要作用。
作者在已有研究的基础上[14-15],通过对环模模孔检测原理、装置机械结构及系统软硬件的分析,设计了一套环模智能定孔疏通装置,其具有操作简便、定位精度高、运行稳定可靠及性价比高等优点,可快速高效地对堵塞模孔进行极小磨损的疏通,提高饲料生产的效率和产量。
1 环模模孔检测原理
高磁导率的铁磁性导体受到外界磁场磁化后,其缺陷处的磁力线会发生扭曲,甚至有部分磁力线会从缺陷处溢出[16-18]。设正常环模壁的磁感应强度为B1,环模壁截面积为S1,则正常环模壁截面的磁通量Φ1=B1S1;设模孔处磁感应强度为B2,模孔截面积为S2,模孔处模壁截面积为S1-S2,则带模孔的环模壁截面的磁通量Φ2=B2(S1-S2);通过环模壁的总磁通量是一定的,即Φ1=Φ2,则B2=B1S1/(S1-S2),因此,模孔周围的漏磁通量与模孔截面积和环模壁的磁感应强度相关。
环模模孔漏磁检测原理如图1所示。采取针对性的检测手段对环模进行漏磁检测,即可对模孔定位。霍尔传感器是一种基于霍尔效应的磁传感器,可以检测到磁场的变化。在霍尔传感器的探测头接近模孔、移至孔心和孔外的过程中,传感器的输出电压会有一个极大值,出现电压极大值时传感器所处的位置即为检测到的模孔位置[19-21]。霍尔效应可以表示为[19-21]:
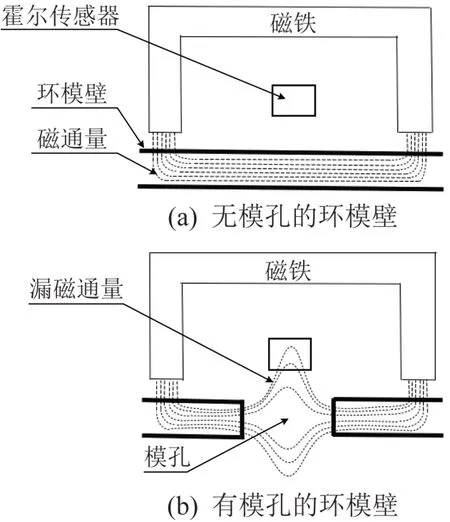
图1 环模模孔漏磁检测原理示意Fig.1 Schematic diagram of magnetic leakage detection for ring die hole
式中:UH为霍尔电压,V;RH为霍尔系数;I为传感器敏感元件的电流,A;B为磁感应强度,T;t为敏感元件厚度,mm。
2 智能定孔疏通装置的设计
环模智能定孔疏通装置的结构如图2所示,其主要由机械结构、下位机软硬件和上位机软件三部分组成。作者自主设计的模孔定位疏通模块安装于Dobot机械手的固定端,与机械手共同组成装置的机械结构;控制器通过3个Tb6560步进电机驱动器实现对步进电机及机械手的控制;上臂步进电机通过连杆机构实现机械手上臂摆动;下臂步进电机与下臂配合连接实现机械手下臂摆动;旋转平台与固定平台通过平面推力球轴承配合连接,旋转步进电机实现旋转平台在固定平台上的转动;模孔定位疏通模块在工作过程中保持水平状态,实现对环模模孔的定位与疏通。
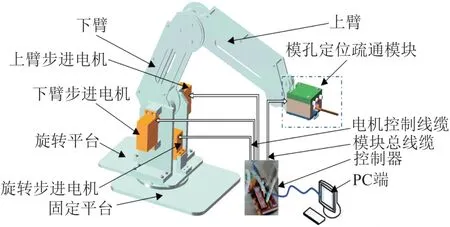
图2 环模智能定孔疏通装置的结构Fig.2 Structure of intelligent fixed hole dredging device for ring die
2.1 机械结构设计
模孔定位疏通模块如图3所示,其上盖和中体架结构如图4所示。模块通过其下盖导槽与机械手前端的连接件进行连接固定,上盖和中体架与电磁铁模块、霍尔传感器探头及线缆接头进行配合固定,中体架和下盖对疏通电机进行压紧固定。对模块的核心部件进行稳固支撑与安装,以保障模块及其部件在模孔定位疏通工作中稳定运行。
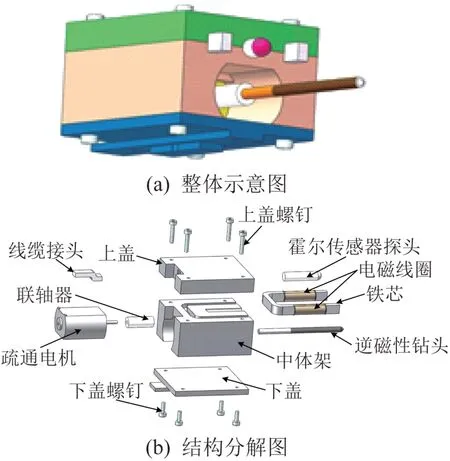
图3 模孔定位疏通模块示意Fig.3 Schematic diagram of die hole positioning dredging module
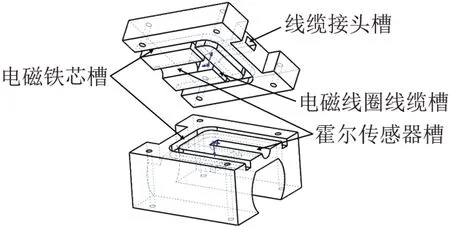
图4 模孔定位疏通模块上盖和中体架结构Fig.4 Structure of upper cover and middle frame of die hole positioning dredging module
霍尔传感器用于堵塞模孔的定位;联轴器和疏通电机与逆磁性钻头相连,实现对堵塞模孔的疏通;电磁铁模块由电磁线圈和铁芯组成,形成电磁磁场以实现检测;模块上盖、中体架、下盖、联轴器、螺钉均由拒磁性材料制造而成;线缆接头外皮由拒磁性屏蔽套包裹,在模孔定位时可减少其对磁力线的干扰,保证模孔定位精度。
2.2 下位机软硬件设计
下位机的硬件如图5所示。微控制单元(microcontroller unit,MCU)采用基于ARM (advanced RISC(reduced instruction set computer)machine,高级精简指令集计算机)的高性能Coxtex-M3内核32位STM32F103系列处理器,其具有高性能、低电压、低功耗等优点。MCU结合外部的步进电机控制、模数转换、整流滤波等应用电路和模块,实现装置运行控制、磁信号检测、模孔定位和疏通及数据处理等功能。
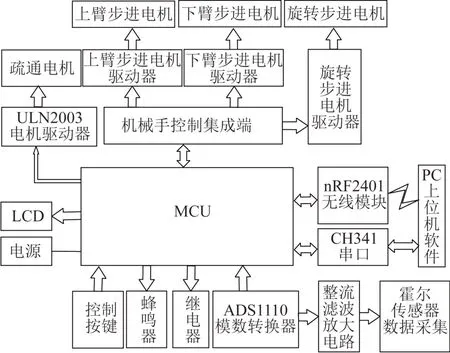
图5 下位机硬件Fig.5 Hardware of lower computer
下位机控制流程如图6所示。系统启动后首先进行初始化,然后扫描输入的按键并进行处理。当按键为K2时,进行系统及机械手复位。当按键为K1时,其控制流程为:1)MCU控制电磁铁通电,形成模孔检测所需的磁场。2)ADS1110模数转换器实时将霍尔传感器采集的磁场模拟信号转换为数字信号,并发送给MCU。3)LCD(liquid crystal display,液晶显示屏)显示模块显示装置的实时运行状态。4)MCU通过串口或无线模块将信号数据传送至上位机,同时控制机械手运行。5)模孔定位疏通模块检测模孔:若检测到环模壁上无模孔,则判断所有模孔是否检测完成,若所有模孔检测完毕,则结束任务,否则系统继续运行:若检测到环模壁上有模孔,则MCU控制电磁铁断电,控制机械手将模孔疏通模块的逆磁性钻头运动至模孔位置,疏通电机运行,钻头疏通模孔,完成后LED和蜂鸣器提示本次模孔疏通完成,并继续进行下一个模孔的检测及疏通,直至所有模孔检测、疏通完成。
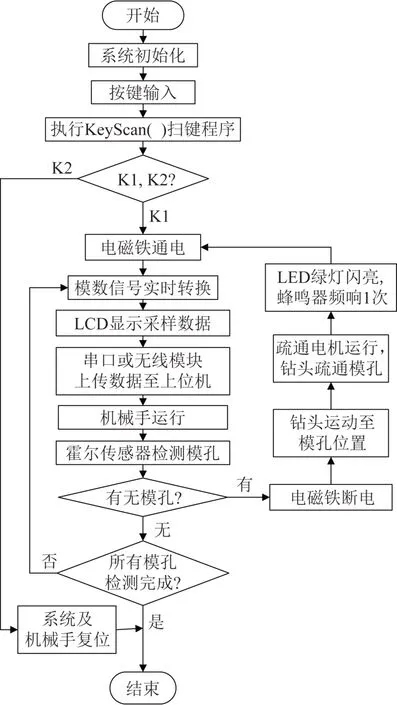
图6 下位机控制流程Fig.6 Control flow of lower computer
2.3 上位机软件设计
采用PC作为上位机,软件采用VC(Virtual C++)开发语言。上位机采用了Microsoft Communications Control控件、按钮控件、组合框控件、静态文本控件和list control控件等。上位机界面如图7所示。通过设置串口参数,实现数据接收并转化成波形;可调节、控制ADS1110数模转换器的增益和转换速率,显示并存储其转换数值信息和用户个人信息;电压值表征模孔的漏磁通量,来反映对环模模孔的检测情况。同时,设计了上位机对疏通电机的控制操作,以进行装置的调试及控制。
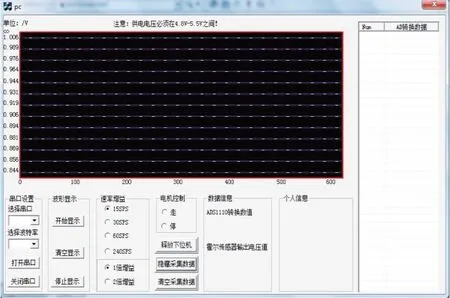
图7 上位机界面Fig.7 Interface of upper computer
3 智能定孔疏通实验
3.1 实验方案
按照图8所示的方案开展环模智能定孔疏通实验。将机械手底端安装在其下侧固定台上,环模固定在环模固定台上,机械手旋转电机的旋转轴位于环模中心位置,以保证其精确便捷地进行环模定孔疏通。控制器及线缆安装固定在机械手固定台上,机械手固定台面低于环模固定台面。机械手上臂保持伸展状态,模孔定位疏通模块、机械手及相关线缆在移动过程中不与环模接触,以免发生干涉。
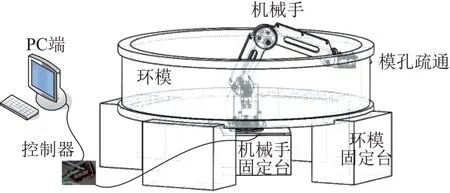
图8 环模智能定孔疏通实验方案示意Fig.8 Schematic diagram of experimental scheme of intelligent fixed hole dredging for ring die
智能定孔疏通装置安装在待检测环模内侧,其与上位机通过串口模块通信。霍尔传感器和逆磁性钻头的初始位置位于环模壁第1排无模孔处,驱动旋转电机,使机械手、疏通模块旋转并检测模孔。当检测、定位到第1个模孔后,系统控制上臂、下臂步进电机及疏通电机,使逆磁性钻头对模孔进行疏通。疏通完成后依次完成环向360°内第1排所有模孔的检测及疏通,然后回到第1排初始位置。系统控制机械手向下运动1个环模间距而到达第2排无模孔处,然后进行第2排所有模孔的定位及疏通,当检测完环模所有模孔后,装置运行结束并复位。
3.2 实验过程
首先对环模智能定孔疏通装置进行调试,如图9所示。对装置的机械结构、软硬件进行联动调试,使机械手运行正常,下位机和上位机的运行及其通信正常,以确保疏通装置可以稳定运行。
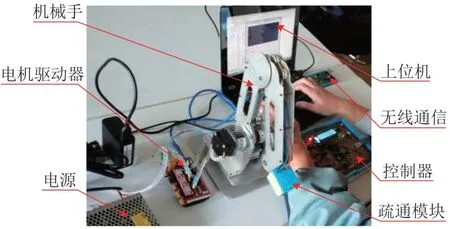
图9 环模智能定孔疏通装置的调试Fig.9 Debugging of intelligent fixed hole dredging device for ring die
疏通装置调试完成后,进行装置的性能测试,对堵塞的环模进行智能定孔疏通实验。实验现场如图10所示。需修复环模的外径为350 mm,内径为320 mm;模孔深度为30 mm,直径为3 mm。调整机械手固定台,使旋转电机的旋转轴与环模中心保持同轴心;将模孔定位疏通模块置于环模壁第1排无模孔处;启动装置,系统开始运行,进行模孔的定位及疏通。

图10 环模智能定孔疏通实验现场Fig.10 Experimental site of intelligent fixed hole dredging for ring die
在无模孔处上位机界面显示的波形如图11所示,所测环模壁处的电压约为0.894 V,波形无波动,此处无漏磁,系统判定为无模孔。装置继续运行,波形发生波动,模孔处电压约上升至0.944 V,如图12所示,表明该处出现了漏磁,系统判定为有模孔,此时电磁铁断电,疏通模块运行至模孔处,逆磁性钻头对模孔进行疏通;疏通完成后,电磁铁再次上电,继续进行模孔检测及疏通,直至所有模孔疏通完成。
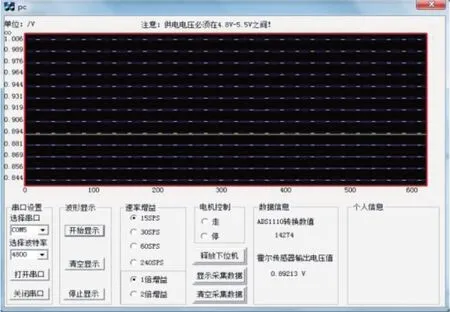
图11 无模孔时的电压波形Fig.11 Waveform diagram without die hole
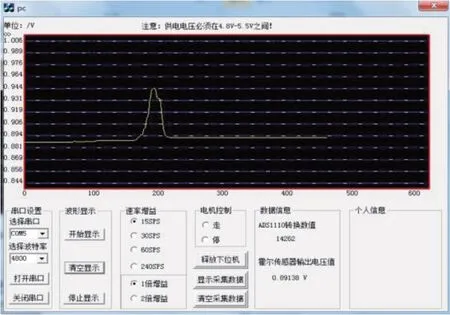
图12 有模孔时的电压波形Fig.12 Waveform with die hole
3.3 实验结果与分析
实验所测试的模孔总数为3 591个,共用时约2.85 h,模孔疏通效率高达1 260个/h。经检查,被刮伤的模孔有5个,刮伤率约为0.139%。发生刮伤的主要原因是,部分模孔处留有顽固废屑,一些模孔的表面不够光滑、存在毛边,以及装置出现非正常晃抖。但刮伤伤痕较小,不影响环模在饲料生产中的正常使用。可见,采用智能定孔疏通装置疏通模孔,疏通效率高,刮伤率低,可有效解决饲料颗粒生产中堵塞环模的疏通问题。
4 结 论
作者设计了环模智能定孔疏通装置。装置整体结构简单,使用方便,成本低;通过模孔定位疏通模块和漏磁通量检测方法可实现模孔的高精度检测与定位。采用该装置,可实现模孔自动化定位及疏通,相比于传统的疏通方法,能较大程度地降低刮伤率,提高疏通效率,满足了行业的应用需求,促进了金属模孔探测疏通技术的发展。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
林产工业(2020年2期)2020-03-30 11:04:22
林业机械与木工设备(2020年2期)2020-03-13 05:49:04
新疆农机化(2019年1期)2019-05-09 06:44:24
农机化研究(2017年2期)2017-12-16 07:01:35
锻压装备与制造技术(2016年5期)2016-12-06 10:15:44
通信电源技术(2016年1期)2016-04-16 04:57:29
机电信息(2015年3期)2015-02-27 15:54:53
河南科技(2014年11期)2014-02-27 14:17:10
饲料工业(2014年1期)2014-01-22 01:29:28