
Q345 角钢矫直开裂原因分析
2013-09-13 07:33供稿安霞左启伟陈春生张晓光杨树鹏ANXiaZUOQiweiCHENChunshengZHANGXiaoguangYANGShupeng
金属世界 2013年2期
供稿| 安霞,左启伟,陈春生,张晓光,杨树鹏/AN Xia, ZUO Qi-wei, CHEN Chun-sheng, ZHANG Xiaoguang, YANG Shu-peng
内容导读
文章利用光学显微镜、扫描电镜和能谱仪对 Q345 角钢开裂样进行分析.结果表明:发生蓝脆现象是导致 1# 样矫直开裂直接原因;铸坯缩孔是导致 2# 样矫直开裂的直接原因.带状组织和级别为 3.0 的夹杂物虽不是裂纹源,但是对裂纹扩展有促进作用.从炼钢环节提出了防止产生铸坯缩孔的措施,从轧钢环节提出了防止发生蓝脆的措施.
唐钢已有多年生产角钢的历史,产品规格已成系列化,近几年角钢主要应用于电力铁塔构件.受角钢轧制过程中轧件的变形及金属流动特点的影响,特别是大规格角钢由于粗轧道次压缩比偏小,连铸坯的铸态组织缺陷得不到良好的消除.本文通过对 Q345 角钢矫直开裂样做化学成分、金相组织、夹杂物和断口扫描等检验分析,从炼钢、轧钢等环节找原因,提出有针对性的工艺改进措施.
检查结果与分析
取两个宏观形貌不同的开裂样进行分析,为了叙述方便,将观察的试样分别编号为 1# 样、2# 样.
开裂试样的宏观形貌如图 1 所示,1# 样开裂处角钢顶部受到外力碰撞,碰撞处氧化色为蓝色,2# 样裂纹源起始于角钢角部,向周边放射状扩展,裂纹扩展方向和脆断方向一致.

图 1 开裂样外观图片
对开裂样进行化学成分分析,结果如表 1 所示,化学成分完全符合企业内控标准.

表 1 开裂角钢化学成分分析结果 (质量分数/%)
金相检查
取试样横截面,精磨抛光后,用 4% 硝酸酒精浸蚀,用光学显微镜观察金相.检查结果表明,开裂试样显微组织为铁素体+珠光体,有级别为 2.0 的带状组织.带状组织产生的原理为钢材在热轧后的冷却过程中发生相变时铁素体优先在由枝晶引起的偏析和非金属夹杂延伸而成的条带中形成,导致铁素体形成条带,铁素体条带之间为珠光体,两者相间成层分布[1].带状组织的存在使钢的组织不均匀,并影响钢材性能,降低钢的塑性、冲击韧性和断面收缩率.所以,带状组织对角钢矫直开裂和有一定影响.
按照 GB/T 10561-2005 标准,磨制纵截面金相试样,观察钢中非金属夹杂物,结果表明 1#、2#样中夹杂物级别及类型基本一致,夹杂物级别比较高,C 类夹杂物级别达到 3.0 级.通过对夹杂物做扫描电镜能谱分析,1 点处黑色夹杂物为硅酸盐类和硫化锰,2 点处片状灰色夹杂物为硫化锰.硫化锰是与基体性质相近的夹杂,具有较好的高温塑性,但由于它破坏了基体的连续性,起着缺口和应力集中的作用,在施加载荷过程中会使裂纹进一步扩展.
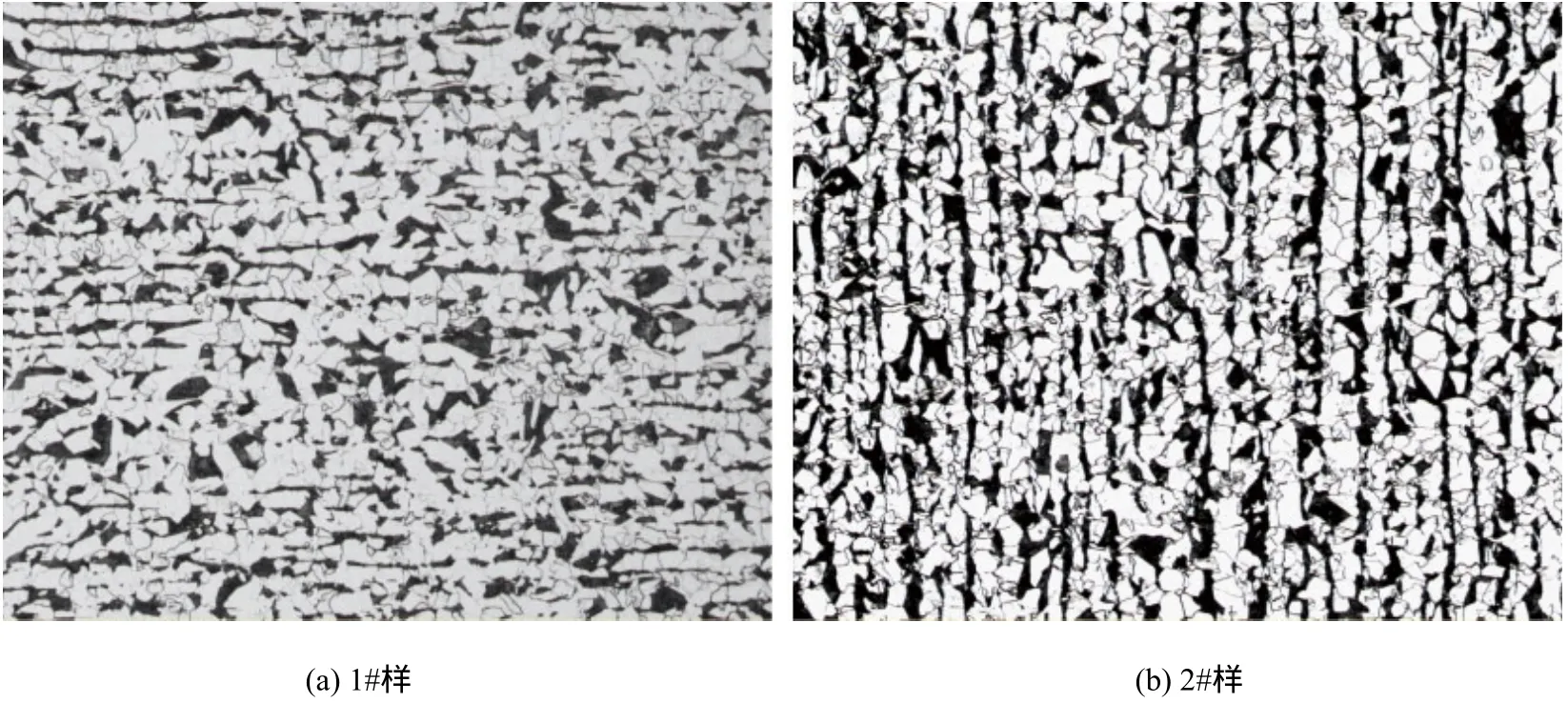
图 2 观察试样显微组织
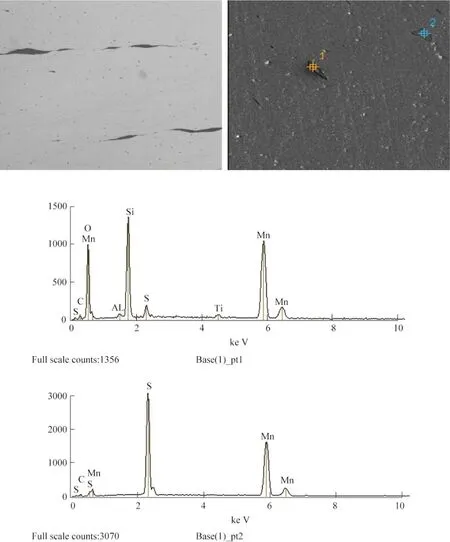
图 3 钢中的非金属夹杂物
断口分析
由图 4 (a) 看出,1# 样裂纹起始部位在角钢角部应力集中处,向周边放射状扩展,裂纹扩展方向和脆断方向一致,属于脆性断口.由图 4 (b) 看出在裂纹源处可见解理断口和少量韧窝断口,说明是受力后一次断裂.
由图 5 (a) 看出,2# 样角部有黑色缩孔;由图 5 (b) 看出试样裂纹起始部位在角钢顶部缩孔处.
开裂原因分析
试样存在级别为 2.0 的带状组织和级别为 3.0 的夹杂物,对裂纹扩展有一定的促进作用,但不是角钢开裂的根本原因.从裂纹扩展和角部碰撞处的氧化色来看,1# 样开裂是由于角钢顶部受到外力冲击,发生了蓝脆现象,蓝脆是碳钢和某些合金钢在 230~370℃ 范围内拉伸时,强度升高,塑性降低[1].因为在该温度范围内加热钢的氧化色为蓝色,故此现象称为蓝脆.蓝脆是形变时效加速进行的结果.当温度升高到某一适当温度时,碳、氮原子扩散速率增加,易于在位错附近偏聚形成柯氏气团.这一过程所需的时间较塑性变形发展所需的时间短,因而在塑性变形过程中就产生了时效,使材料强度提高塑性下降.所以在生产中,当钢材冷却温度在230~370℃ 范围时,应避免受到外力碰撞,防止发生蓝脆现象.

图 4 1# 样断口扫描

图 5 2# 样断口扫描
综合分析检测结果最终确定,连铸坯内存在缩孔是 2# 样产生开裂的直接原因.连铸坯内部存在较大的缩孔时,轧制过程中总压缩比是一定的,所以铸坯在轧制成角钢的过程中并不能使缩孔完全轧合,缩孔残留在角钢内部,一旦角钢矫直受到外力时,缩孔处就首先产生应力集中,裂纹就在缩孔处开始扩展.在生产中,要消除或减少铸坯缩孔缺陷,必须做到 (1) 要控制中间包钢水过热度,随着过热度的增加,缩孔级别增加[2].(2) 稳定拉速,拉速增加,缩孔级别增大,另外拉速与钢水过热度应配合适当.
结束语
根据角钢裂纹微观形貌及组织可以看出发生蓝脆现象和铸坯缩孔是导致角钢矫直开裂的直接原因;夹杂物和带状组织不是引起开裂的根本原因,但对裂纹扩展有促进作用.为了解决此类问题采取以下措施 (1) 当钢材冷却温度在 230~370℃ 范围时,应避免受到外力碰撞,防止发生蓝脆现象.(2) 要控制中间包钢水过热度及稳定拉速.实施后效果比较好,大大降低了矫直开裂的比例.
[1] 崔忠圻. 金属学与热处理, 北京: 机械工业出版社, 2000
[2] 蔡开科. 连铸技术的进展. 炼钢, 2001, 18(1): 7-12
猜你喜欢
上海涂料(2021年5期)2022-01-15
安徽冶金科技职业学院学报(2020年2期)2020-08-04
金属加工(热加工)(2020年12期)2020-02-06
汽车实用技术(2019年20期)2019-11-06
表面工程与再制造(2019年3期)2019-09-18
重型机械(2019年4期)2019-09-05
铁道通信信号(2018年8期)2018-11-10
建筑(2018年14期)2018-08-07
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
冶金与材料(2015年4期)2015-08-20
