
烧结金属触点材料
2013-09-13 07:33供稿贾成厂王欣平JIAChengchangWANGXinping
金属世界 2013年2期
供稿|贾成厂,王欣平/ JIA Cheng-chang, WANG Xin-ping
内容导读
触点材料,也称为电接触材料、开关材料、接点材料,是电流传输与转换过程中重要材料之一.在触点材料的工作过程中,会产生电接触现象,引起触点材料的温升、转移、电弧侵蚀,可能导致触点材料的粘着、粘附与熔焊.触点材料性能决定了电器开关的开断能力和接触可靠性.对电触点材料的基本要求是具有良好的导电和导热性能、接触电阻低且稳定、抗电弧烧损性能好、抗熔焊性能高、加工工艺性能好等.触点材料主要有银基、铜基等,其制造工艺以烧结为主.应用于继电器,接触器,空气开关,限流开关,电机保护器,微型开关,仪器仪表,家用电器,汽车电器,漏电保护开关等.
触点材料,也称为电接触材料、开关材料、接点材料,是电流传输与转换过程中重要材料之一.是制备电力、电器电路中控制接通与断开及负载电流电器 (如开关、继电器、起动器及仪器仪表等) 的关键材料.电,对于我们的重要性不言而喻.难以想象,如果没有电,我们的生活会成为什么样子.可以毫不夸张地说,在我们使用电的过程中,开关是必不可少的.这是由于所有的电器不可能是自出厂就一直是接通电源,更不可能是一直断开电源 (那怎么使用?).构成开关的就是触点材料.触点材料负担接通、断开电路及负载电流的任务,材料性能决定了电器开关的开断能力和接触可靠性.
那么,是否只需简单地采用导体材料就可以充当触点材料呢?让我们来看一下触点材料的使用过程.当电源接通时,触点材料构成了电路的一部分,那么只要是与构成电路的材料是同一类的材料,就应该可以使用;当电源断开时,电路中没有电流通过,此时对触点材料就无需特殊的要求.然而,触点材料的任务就是负责电路从断开状态向接通状态、从接通状态向断开状态的转换.就是在这样的转换过程中,触点材料可能会承受各种苛刻的负担,从而会影响电路能否顺利地实现转换及其工作的可靠性.
图 1 为不同形状与尺寸的触点.

图 1 不同形状与尺寸的触点
电接触现象
在触点材料的工作过程中,会产生电接触现象,分述如下.
在接通过程中发生的电接触现象包括电弧侵蚀和动熔焊.接通电路是触点材料的重要功能之一.接通过程中,当具有电位差的两个触点的距离非常近时,间隙的气体被电离,由绝缘体变为导体,发生电弧放电,使材料产生局部高温乃至电侵蚀,同时,动静触点之间产生的碰撞还会引起机械磨损甚至弹跳,使燃弧时间延长,这样,在触点接通时会形成大的冲击电流,在短时间内对触点材料发生连续、多次的作用,这就是"动熔焊".接通过程中电弧持续的时间非常短.随着触点间间隙缩短,由于间隙的预击穿而产生放电,使材料熔化或蒸发,继而固态接触.
该过程中发生的电接触现象是接触电阻的变化和静熔焊.在接通状态下,触点材料是电路的一部分,起作用的是固定电接触.承载电流、进行电能传递和信号传输.显然,触点材料应具有低的接触电阻,且稳定随环境变化不大.接触电阻产生的焦耳热效应严重时,同样会导致触点材料发生熔化而引起触点焊接在一起,称为静熔焊.当熔焊力超过一定的值时,触点无法分开,即电路应该断开时却不能顺利实现,引起电路不能或者延迟断开,断开失败.
该过程中发生的电接触现象主要是电弧侵蚀.断开电路也是触点材料的主要功能.如果供给触点的电压与流过触点的电流超过临界值,在触点断开电路时就会引燃电弧.触点从接触接通位置向断开的方向运动,接触力必然逐渐减小,实际导电面的面积也会逐渐减小,造成电阻增大.在接触面最后分离的瞬间,电阻所产生的热量会集中至最后离开点的一个极小的范围内,使其温度迅速上升到金属的熔点乃至沸点,可能会引起爆炸式汽化.在触点间隙充满高温金属蒸汽时,触点间形成电弧,产生的电弧热力作用于触点材料表面,使材料发生相变、侵蚀、转移、熔池飞溅等复杂的物理与化学过程.这些都会使触点材料被侵蚀及耗损,可能导致电接触失效.
触点材料在使用过程中的现象与损伤
无论是电路的接通还是断开过程,都会在触点之间产生电弧.触点间电弧会使工作条件恶化,从而影响触点工作的可靠性与寿命.
是指接触电阻引起的焦耳热使触点局部区域温度非正常地升高.触点材料的接触电阻一般是随着温度的升高而增大,其焦耳热增大严重时,会导致材料氧化甚至局部熔化, 使触点发生静熔焊.
影响触点材料温升的主要因素有:触点材料的接触电阻、负载类型与大小、热交换环境等.如果负载与热交换环境确定,则电阻的变化最为关键.在工作过程中,电弧会重复作用于触点表面,产生的侵蚀使触点材料表面成分和形貌改变,接触电阻升高.表面成分变化包括电弧熔池中高熔点第二相微颗粒的漂浮、沉降与富集、基体材料组元的微区富集、表面污染等;表面形貌变化主要是由于材料发生了熔化、喷溅、熔液流动、蒸发、汽化及凝固等现象.在触点表面产生了微裂纹、气体喷发坑、孔洞、沟壑等.
电极熔化、喷溅、汽化等会对触点表面造成直接耗损.通常,由于两触点材料的热物理性质及电弧输入能量的大小和热流密度不同,所以其侵蚀也可能不同.所造成的一方的触点的材料耗损部分脱离本体而散失,一部分会沉积到另一方触点.这就是材料的转移.
电弧侵蚀是触点材料耗损的主要形式,是指由于电极表面电弧热力的作用,使触点材料以蒸发、液体喷溅、固态脱落等形式引起的材料损失.电弧特性及其对触点材料的热力作用与电极运动速度、负载特性及环境等有关.而在所输入电弧热力作用下触点材料所受的影响则决定取决于材料的成分、组织结构及物理化学性能.
电弧侵蚀的两种主要形式为液态喷溅与汽化蒸发.前者是指在电弧能量的作用下材料表面微区熔化而形成液池,在各种力的作用下,液池内的熔融金属以微小液滴的形式飞溅,离开触点本体;后者是指在电弧能量的作用下触点表面层材料发生固-液、液-气相变,以蒸发的形式离开触点本体.
影响材料侵蚀的主要过程是熔化、汽化和凝固.
熔化,熔化金属在电弧作用力及机械力等的驱动下会产生流动,甚至喷溅,造成材料损耗.同时由于液相的存在还可能使难熔第二相微颗粒漂浮或沉降,引起表面层成分的变化.
汽化,包括蒸发和沸腾.蒸发是液体表面的汽化,而沸腾却是在整个液体内部发生.材料各组分的熔点、沸点高,熔化潜热、汽化潜热大, 都是减少触点材料在电弧作用下损耗的有利因素.
凝固,电弧熄灭后,触点表面迅速冷却, 表面熔池会凝固.凝固过程也会对触点表面的状态和形貌产生重大影响.触点材料熔化凝固过程具有反复、快速、熔池位置不确定等特性.触点大多是多组元材料,更容易表面形成裂纹及孔洞,结构的疏松,使电弧侵蚀量增大,接触电阻升高.
粘着是指触点接触面发生粘附而使其难以断开的现象.粘附是指由于热与压力的共同作用而使触点表面原子非常靠近时所发生的短程扩散而结合.影响上述现象的主要因素有触点温度、接触面积、压力、材料的变形抗力、表面膜性质等.
触点的熔焊是指触点接触面由于电弧放电和焦耳热的影响而熔化、凝结,从而造成触点不能正常断开的现象.包括静熔焊和动熔焊.
静熔焊是由接触电阻所产生的焦耳热而形成.
动熔焊发生于接通或断开电路过程中,由电弧对触点瞬时集中热流输入的热量所引起.在接通电路过程中,电极间初始电弧和弹跳电弧使触点局部熔化.触点接通后,熔化的金属冷却凝固,触点间发生了冶金结合.上述现象会因弹跳电弧的存在而更严重.
对触点材料的基本要求
电接触形式多种多样,过程非常复杂,使得触点材料服役过程中会经受电弧、电场、磁场、力、热及气氛等的共同作用.触点材料的工作过程是一个动态过程,即由断开到接通或由接通到断开.电弧与触点材料的相互作用决定了触点为烧损材料,烧损过程会发生复杂的冶金、物理及化学反应.
对电触点材料的基本要求是:
①具有良好的导电和导热性能.由于它是电路的一部分,所以要求良好的导电性是不言而喻,良好的导热性能是为了将工作过程中所产生的热量及时散出.
②接触电阻低且稳定,不易生成对导电不利的各种膜.接触电阻是一项重要的指标,稳定包括其温升系数低.表面生成膜之后一般会影响其导电、导热性能.
③抗电磨损即电弧烧损性能好.电弧烧损是触点材料使用过程中难以避免的一个现象,要求抗电弧烧损性能好也是必然的.
④抗熔焊性能高.前已所述,熔焊对于触点材料来讲应该是"零容忍".
⑤加工工艺性能好.触点材料的使用形状多种多样,有时需要进行一些机加工.
⑥价格便宜等.
触点材料的分类
从上一节"对触点材料的基本要求"可知,单一的材料难以满足其要求.具有良好的导电和导热性能的银、铜等抗电弧烧损性能与抗熔焊性能不够好;而高熔点金属钨、钼等虽然抗电弧烧损性能与抗熔焊性能较好,但电阻偏高.所以,实际使用的触点材料大多是复合材料或合金.
◆ 铜钨系触点材料
铜钨系触点材料是铜钨合金,能够兼具铜与钨的特性.具有良好的耐电弧侵蚀性,抗熔焊性,强度高等优点,适用于小容量的真空断路器和真空接触器..
◆ 铜铋合金触点材料
铜铋合金具有良好的抗熔焊性,较低的截流值,一定的开断能力,但强度较低,电弧侵蚀较大,一般用于 20 kV 以下的真空断路器中.
◆ 铜铬材料
铜铬材料具有耐电压水平高,断开容量大,有很强的吸气能力,耐损蚀特性好,截流值不太高等特点.但其耐压不如铜钨合金,抗熔焊性不如铜铋合金,截流值不如银钨合金.而且,铜与铬的互溶性差,难以通过烧结致密化.多用于 12 kV 以上的真空断路器.
◆ 银钨系触点材料
银钨系触点材料具有良好的热、电传导性,耐损蚀性,抗熔焊性,主要缺点是接触电阻不够稳定.为解决这一问题,可在银钨触点材料中添加镉、锌、镁及铁等金属元素.
◆ 银金属氧化物电触点材料
在银金属氧化物中,有代表性的是银氧化镉和银氧化锡.
银氧化镉触点材料 (AgCdO) 被称为"万能触点",具有耐电磨损, 抗熔焊,接触电阻低而且稳定的特点,其应用最为广泛,是一种多用途的触点材料,应用电流范围从几安培到几千安培的多种低压电器上.
遗憾的是,镉的离子与蒸汽都有毒.引起急性中毒时,会出现前额部疼痛、眩晕、无力、恶心、上腹部痛,并引起气管炎、支气管炎、肺水肿、胸痛、关节痛、心脏扩大、肝肿大,呕血及血性腹泻.重者由于肺水肿或肺炎而引起死亡.慢性中毒,会使嗅觉降低直至消失,引起镉鼻炎、牙颈部和齿龈变成金黄色 (镉环)、头痛眩晕、食欲不振、胃痛恶心、呕吐、消瘦、尿蛋白、鼻出血、黏膜皲裂、慢性咽喉炎、肺气肿、进行性肺硬化、肝肾损害,并伴随有明显的神经衰弱及植物神经官能症,还能引起骨质疏松,重者造成劳动能力丧失.欧盟已经限制银氧化镉的应用.
可用银氧化锡取代银氧化镉作为触点材料.目前,已应用于各种接触器,电动机起动器和保护开关,低功率断路器,仪器仪表等方面.目前,国内主要生产厂都已具有生产银氧化锡材料的能力,产量逐年递增.银氧化锡具有优良、稳定的抗熔焊性能及良好的抗电弧侵蚀能力,在 500~3000 A 的电流范围内,AgSnO2有比 AgCdO 更好的抗电弧侵蚀能力,已在较大应用领域替代传统的 AgCdO 电触点材料.
◆ 银镍、银石墨电触点材料
银镍触点材料导电、导热性良好,接触电阻低且稳定,电弧侵蚀小而均匀,但是在大电流下抗熔焊性能差,通常与银石墨触点配对使用.为了进一步提高性能,可加入少量铜、锡或锌制成合金粉,进行内氧化,然后与镍粉及石墨粉混合,烧结,挤压,其耐电弧腐蚀性,抗熔焊性能够与银氧化镉相近.
图 2 与图 3 为银触点与铜触点.

图 2 银触点

图 3 铜触点
世界上银的储藏量很少,我国更是一个银资源缺乏的国家.采用加入价格相对便宜的元素或化合物,研究新型银氧化物触点材料,研究非传统组分的银基材料等方法,可大大节省银的用量.普遍认为代替银的最合适的元素是铜,因为它在导热性、导电性上与银最相近,而且铜的价格便宜,储量较多.
贵金属为核心的触点材料的种类很多,银基触点材料其实也是贵金属为核心的触点材料.此外还有钯 (Pd) 系、金 (Au) 系、铂 (Pt) 系等合金.由于价格昂贵,往往只有在低负载精密触点,要求化学稳定性很高的测量仪器用触点,或要求抗电材料转移的电钟用精密触点,频繁操作的接插件,现代旋转式选择器等等才用金、钯、铂系合金.
微异型复合电接触材料的截面形状为矩形、正方形、半圆形、梯形等,是由多层金属或合金构成的截面微小类电接触材料,该类材料典型界面如图 1 所示.微异型复合电接触材料的横截面积大多在 1mm 以下,最小高度为 0.1mm,最小宽度为 0.2 mm.复合材料的最上层一般用作电接触层,通常选择金、金镍等金基合金,主要是为了降低复合材料的接触电阻,提高可靠性;中间层多为银、银钯等银基合金、金基合金;镍和其他合金.基底层一般选择铜、镍、铜镍合金、锡磷青铜和其他合金.主要用于通讯继电器、印刷线路板继电器、微型开关、数码开关等可靠性要求极高的场合.图 4 为典型微异型复合电接触材料截面示意图.
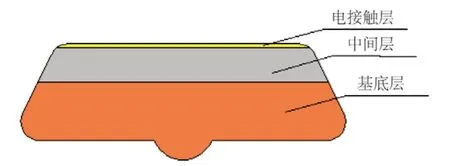
图 4 典型微异型复合电接触材料截面
触点材料的制造工艺
触点材料是金属、合金或金属基复合材料,其制造工艺可以是熔融铸造与金属粉末烧结,但是以烧结为主.
电触点材料的制造工艺可分为两类,一类是传统工艺,包括一般粉末冶金法和熔渗法 (浸渍法),熔渗法需要预先烧结高熔点材料的骨架,再将低熔点材料溶化后渗入骨架的间隙,其实也属于粉末冶金的范畴.另一类是有利于提高触点材料性能的新工艺,如烧结挤压法、等静压法、电火花成型烧结法和合金内氧化法等,也是粉末冶金领域的发展与延伸.当然,也有不属于粉末冶金领域的制备方法.
(1) 合金内氧化法.将金属氧化物通过一种或多种组分合金,在均匀的熔融合金内部进行选择性氧化,此法制成的触点具有较高的密度和较好的抗电弧腐蚀性,合金内氧化法大多用于制造银金属氧化物触点.
(2) 超声波场中压制-浸渍法.将混合好的合金粉末装入模具中,并使模具中的粉末处于超声波场,在超声波的作用下,使合金粉末组织均匀、致密,最后烧结,可比常规压制获得较高的密度.
(3) 烧结挤压(轧制) 工艺.将粉末装入特制的模具,通以直流与中频叠加电流,粉末颗粒间隙产生微放电现象,在短时间内高效率地制取组织均匀、高强度、高密度的烧结制品,该工艺是提高材料致密性和加工性的有效方法.
(4) 离子注入.在强电场作用下,把某些金属离子注入到触点材料表面,可大大改善触点的耐电弧腐蚀性等.
(5) 电弧熔炼法.先用粉末冶金法 (一般是混粉烧结) 将所要求的触点合金 (如铜钨、铜铬) 做成电极,再在自耗电弧炉内进行熔化,从而制得晶粒细小、密度偏析小、致密度高以及抗电弧腐蚀性好的触点材料.
(6) 复合法.将两种或两种以上的金属丝片材通过冷镦、滚焊、轧制等方式进行接触面复合成型,材料之间结合紧密,界面无缺陷、厚度均匀.该方法多用于贵金属电接触材料的生产.
触点材料的选择原则
(1) 对于一般要求的小电流、阻性负载继电器、开关的触点,可以用纯银材料,要稍高的可用银铈合金、细晶银和其他稀土.
(2) 对于中小负载的交流继电器的触点,一般来说使用银氧化镉合金较理想.随负载的增大,可选氧化镉含量较高一点的氧化镉合金.若负载电流不大,但对接触电阻要求较高时,可选用银镍合金.一般使用 AgNi10,直流负载稍大一点的,可选用 AgNi20.
(3) 对于较大电流的直流负载或抗熔焊要求较高的继电器,使用银氧化锡比较理想.特别是在汽车中使用的感性负载和灯负载,由于存在较大的浪涌电流,要求在大电流下抗粘结、减少金属转移,并且要求有高的抗电腐蚀能力和低的接触电阻,用银氧化锡比较适宜.
(4) 一些大负载的交流继电器,可采用氧化镉含量高的银氧化镉合金,比如 AgCdO15 或者银氧化锡氧化铟合金.
(5) 对于一些经受浪涌电流较大的触点,为了使触点同时具备较高的抗熔焊性能和良好的接触电阻,可采用不相同的材料组成触点对.
(6) 对于接触可靠性要求较高的小负载触点,往往采用 AgPd 材料或在 AgPd 合金触点的表面覆上一层 2~ 3 μm 的 AuNi 合金.
触点材料的应用
触点材料应用于继电器、接触器、空气开关、限流开关、电机保护器、微型开关、仪器仪表、家用电器、汽车电器、漏电保护开关等.
继电器 (图 5) 是家电行业使用最广泛的电器之一.除固态继电器 (SSR) 外,大多数为机电继电器,其触点材料大量采用 AgCdO,尤其是 20 A 以上各类功率继电器、磁保持继电器、高频继电器.

图 5 继电器

图 6 冷冻机
洗衣机、冰箱、冷冻机、电炊具、热水器等,电流等级为 1 A、2 A、4 A、6 A、10 A、16 A、25 A、32 A、40 A 及 63 A,大多数是电阻负载,但洗衣机、冷冻机 (图 5) 的马达则是电感负载.触点的电寿命为 1~2 万次,触点材料的可选择范围如表 1 所示.

表 1 家用电器的开关及继电器触点材料的选择范围
照明开关 (图 7) 的额定电流为 6 A,10 A,16 A,试验电流为 1.25 倍 Ir,触点电寿命要求 5 万次以上.触点材料的应用可选择范围如表 2 所示.(若使用电压为 110V,只能选用 AgCdO).

图 7 照明用低压开关柜

表 2 照明开关触点材料的选择范围
抗熔焊性是选择线路保护开关 (图 8) 用触点材料的主要因素.因为断路时会产生很大电流,断开时不能熔焊是十分重要的要求.在欧洲要求断开能力为交流 10 000 A,甚至 20 000 A 或直流 1000 A.触点材料常以不同材料配对使用,视短路电流大小而选择.如表 3 所示.

表 3 线路保护开关触点材料的选择范围

图 8 线路保护开关
这类开关的额定电流等级为 25A,40A,63 A 和 100 A,要求触点材料有很好的抗熔焊性,其应用选择范围如表 4 所示.

表 4 故障电流开关触点材料的选择范围
[1] 堵永国, 张为军, 胡君遂.电接触与电接触材料(六), 电工材料, 2006,3:49-54
[2] 钱宝光, 耿浩然, 郭忠全, 等. 电触头材料的研究进展与应用, 机械工程材料, 2004, 28(3):8-9
[3] 王建永, 李增峰, 汤慧萍, 等. 电触头材料发展概况, 中国有色金属学会第十二届材料科学与合金加工学术年会论文集, 2007:132-138
[4] 陈晓华, 贾成厂, 刘向兵.粉末冶金技术在银基触点材料中的应用,粉末冶金技术, 2009,19(4):41-46
[5] 陈妙农. 家用电器用银基触点材料发展状况, 家电科技, 2005,(4):31-35
[6] 章景兴. 触点材料的生产和应用, 机电元件, 2002, 22(3):27-32
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
智能建筑电气技术(2022年2期)2022-02-06
宇航材料工艺(2020年4期)2020-09-27
军民两用技术与产品(2020年8期)2020-09-07
科学与财富(2019年30期)2019-10-30
制造技术与机床(2019年9期)2019-09-10
山东工业技术(2019年13期)2019-05-30
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年22期)2017-02-02
中国科技纵横(2014年16期)2014-09-28
