纤维铺层对复合材料桨变形规律的影响
2013-08-26 02:47孙海涛
舰船科学技术 2013年8期
黄 政,熊 鹰,孙海涛
(海军工程大学舰船工程系,湖北 武汉 430033)
0 引言
复合材料螺旋桨可根据所承受的载荷自适应地改变自身形状,相应调整侧斜、纵倾和螺距分布,进而改善螺旋桨在不同工况时的综合性能,提高推进效率。
关于复合材料螺旋桨的研究,国内外已经有了相应进展。台湾李雅荣通过基因遗传算法对铺层方向为0°,90°,±45°的复合桨进行了优化设计,相比于一般优化减少了运算量[1-2]。还对2种优化材料铺层进行了试验研究,比较不同进速下推力扭矩系数及效率,得出性能提高与螺旋桨几何参数的关系[3]。Yin L.Young等研究了自弯扭复合材料桨的优化设计,通过基因遗传算法针对来流速度和材料纤维角度进行优化[4],并对5474桨进行了螺距与进速系数的变化规律研究[5]。台湾林俊杰利用有限元法和升力面法对桨叶对称与平衡和非平衡铺层进行了研究[6]。N.L.Mulcahy等研究了不同材料对螺旋桨的影响[7],发现材料纤维角度与基准角度相差-45°,+45°,+90°交叉时,在不同进速系数下都可相应提高复合桨的效率。梅志远等研究了夹芯复合材料的结构和强度[8]。
本文采用面元法和有限元法相结合的流固耦合算法,设计几种不同方式的纤维铺层,计算出相应桨的水动力性能,并通过对比得出纤维铺层对复合桨水动力性能的影响。研究在不同纤维铺层时复合材料桨叶变形的侧斜、纵倾、螺距的变化规律。在今后研究不同工况下复合桨的性能变化,及预变性设计中方便借鉴。
1 铺层设计及变形规律
纤维的铺层方向主要围绕桨叶侧斜展开,对单一材料一种纤维铺层方向的研究发现,纤维铺层方向与侧斜方向一致时,桨叶易于发生扭转,可用于改变螺距分布以迎合进流方向,进而提高螺旋桨的水动力性能。根据此结果研究了单一材料多角度纤维组合铺层对水动力性能的影响,得出多角度纤维交叉铺层亦有利于提高螺旋桨水动力性能。在研究2种材料的多角度纤维组合铺层状况时发现,2种材料在桨叶侧斜±45°范围内的交叉铺层对螺旋桨水动力性能提升更明显。
1.1 4382桨的纤维铺层
4382桨最大侧斜为36°,利用面元法对其进行20×20划分 (见图1),直径取为2.8 m,设计工况下进速系数J=0.889,纤维铺层角度θ如图1所示。
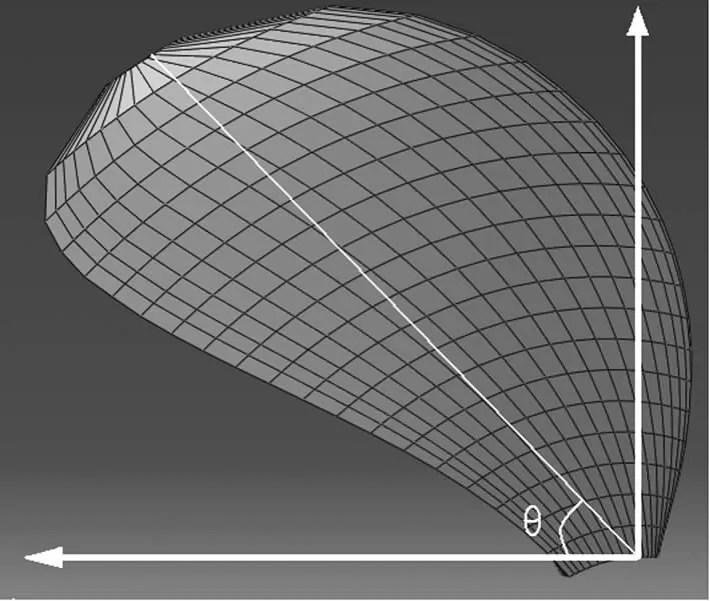
图1 4382桨叶20×20单元Fig.1 The 20×20 element distribution of propeller 4382
1)常规金属桨的水动力性能计算结果为:推力系数KT=0.21505,扭矩系数10KQ=0.45204,效率η=0.67310。
2)单一材料单层纤维铺层时,使用Graphite/epoxy,设置了角度为 20°,30°,40°,45°,50°,55°,60°,80°,95°,140°的纤维铺层方向,不同铺层方向的效率如图2所示。最终发现,纤维角度从20°~140°时,复合桨的效率先增加后减少。当纤维铺层方向与桨叶最大侧斜相一致时,即θ=50°时,推力系数 KT=0.22127,扭矩系数10KQ=0.45931,效率η=0.68162为最高,比常规金属桨提高0.85个百分点。故其推力和扭矩均增加,而推力增加更为明显,致使效率增加。
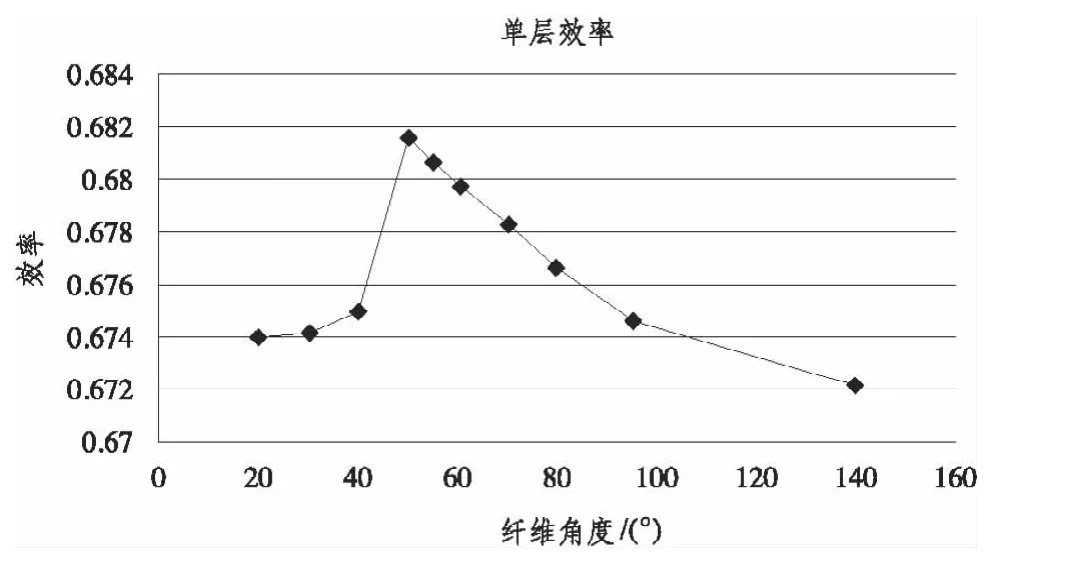
图2 4382桨单层纤维铺层的效率Fig.2 The efficiency of single angle
3)多层数结合角度组合时,设置了8种对比组合方式 (见表1)。
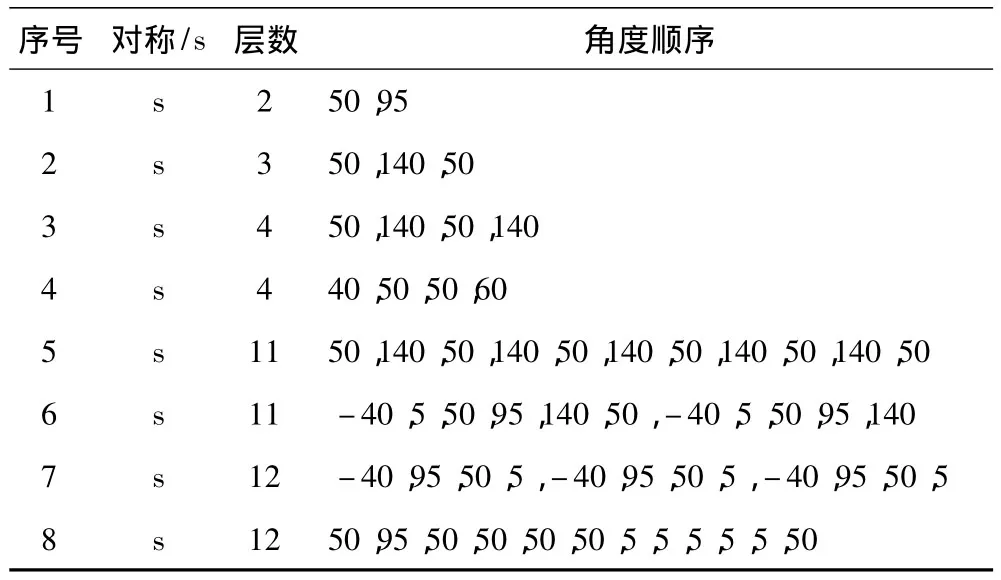
表1 4382多角度铺层组合Tab.1 Combination fiber stacking sequence of several angles
对应计算结果见图3,可见铺层方式4,6和8效率最高,分别为:η4=0.68086,η6=0.67954,η8=0.68103。可见各层纤维角度 5°,50°和 95°即围绕侧斜角相差±45°交叉铺层可提高螺旋桨效率。而方式2,3,5是层数不同情况下的效率对比,可见层数对复合桨效率影响不大。本组铺层也呈现出推力和扭矩均增加,而推力增加更为明显,致使效率增加。

图3 4382桨的角度组合效率Fig.3 The efficiency of several angles
4)双材 Graphite/epoxy与 IM6/epoxy交叉铺层,并结合角度的组合,如表2所示。
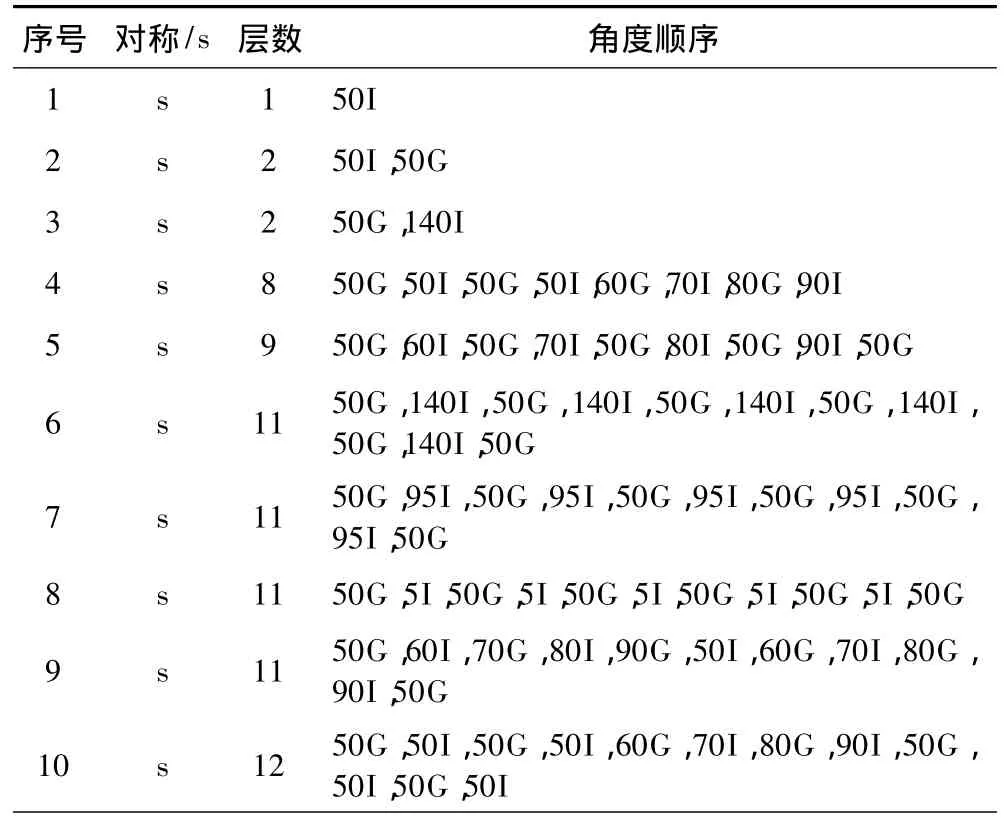
表2 4382双材角度交叉铺层组合Tab.2 Combination fiber stacking sequence of several angles with two materials

图4 4382桨的双材铺层效率Fig.4 The efficiency of fiber stacking sequence of several angles with two materials
由图4可见,方式1,2,6,8组合以5°,50°为主进行双材交叉铺层,效率最高,均高于0.68;方式 4,5,7,9,10 组合以 50°,60°,70°,80°,90°为层,兼顾侧斜方向±45°内角度的交叉组合,其推力和扭矩均增加,而推主进行双材交叉铺层,效率也都较前2组效率高;情况3因其90°交叉且只有2层而呈现效率略低。可见2种材料的交织铺力增加更为明显,致使效率增加。
1.2 不同纤维铺层下复合桨的变形规律
以上设计了不同方式的材料纤维铺层,并得出其对复合桨水动力性能的影响规律。下面针对螺旋桨在水流压力差下产生的变形规律做进一步的探讨。即根据变形后的桨叶面元节点坐标反求侧斜角、螺距角和纵倾,形成各半径处的变化曲线,研究其在不同纤维铺层下的变化规律。
设桨叶半径r处的切面弦长中点角坐标为θm(r),轴向坐标为xm(r),β为几何螺距角,c为弦长,z为纵倾。桨叶r半径处导边和随边的角坐标为:
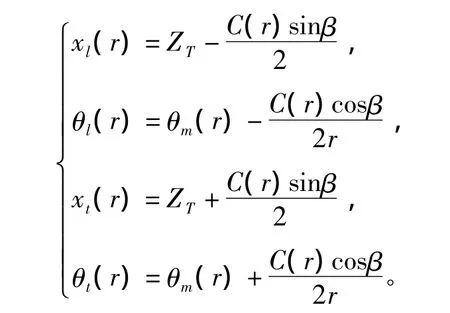
设螺旋桨发生变形后,桨叶r半径处导边和随边的坐标为 x1,y1,z1,θ1和 x2,y2,z2,θ2;Z'T,θ'm、β'分别为变形后的r半径叶切面的纵倾、侧斜角和螺距角。则其表达式如下:

根据此式反求在不同纤维铺层下的侧斜角、螺距角和纵倾,计算如下:
1)单一材料单层纤维铺层时 (见图5),由于不同纤维铺层时桨叶的侧斜角、纵倾和螺距角在0.1R~0.8R处时相差很小,肉眼难以分辨,故略去这一部分,图中只显示0.8R~1.0R处的变形对比。可见,单一材料单层纤维铺层时桨叶侧斜角比刚性金属桨增大,纵倾和螺距角比刚性金属桨减小;对复合桨水动力性能提高明显的铺层方式,其对变形影响也较明显。
桨叶变形虽较小,但均基于同一软件和同一流固耦合程序,且每种复合材料纤维铺层均较刚性桨侧斜角增加,纵倾和螺距角减小,故此变形呈现出了可供遵循的规律,在今后研究不同工况下复合桨的性能变化及预变性设计中方便借鉴。

图5 单层纤维铺层侧斜角、纵倾及螺距角的变化Fig.5 The change of skew,rake,pitch angle
2)多层数结合角度组合和双材交叉铺层时,桨叶的变形规律和以上相同。
1.3 纤维铺层对复合桨的变形规律研究
在来流速度下,刚性金属桨在设计工况运转时,桨叶螺距角与进流角相近 (见图6),螺旋桨工作在最佳状态,与主机搭配较好,推进性能亦最优。但实际桨由于其承受水流压力差而变形,使进流角与螺距角产生偏差,螺旋桨偏离最佳状态,效率必然有所降低。而复合材料螺旋桨在承受水动力载荷后,可自适应地改变自身形状,侧斜角增加,螺距角和纵倾减小,相应调整侧斜、螺距和纵倾分布,进而改善螺旋桨在不同工况时的综合性能,提高推进效率。
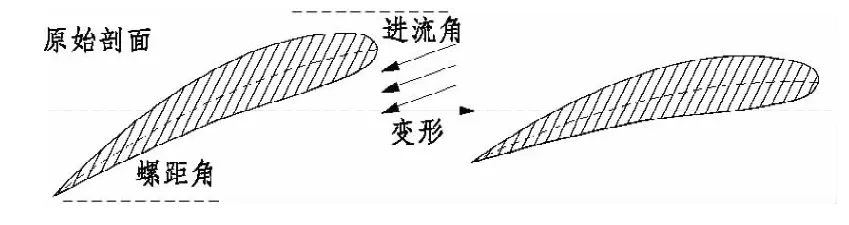
图6 复合桨变形图Fig.6 The deformation of composite propeller
由于弹性模量和泊松比的各向异性,不同材料纤维铺层组合对复合桨影响不同,故其在水动力荷载下产生变形也有所不同。通过以上研究表明,复合材料的各向异性特点使螺旋桨的水动力性能有所提高,弹性模量大的轴向变形小,弹性模量小的轴向变形大,故围绕侧斜角±45°范围内交叉纤维铺层使得复合桨叶轴向变形小,而径向变形可自适应地增加侧斜角,减小螺距角和纵倾,从而实现了在实际情况下桨叶变形迎合进流角,使得攻角减小,桨叶滑脱也减小,提高了复合桨的推进效率。
2 结语
本文采用流固耦合算法对4382桨进行复合材料铺层研究,对比了相应铺层的效率,研究了其变形规律,得出结论如下:
1)单一材料铺层,当纤维角度与桨叶侧斜一致时,螺旋桨的水动力性能较高。多角度交叉铺层及双材交叉铺层,当主要角度与桨叶侧斜一致即围绕最大侧斜角±45°范围内交叉铺层时,可提高螺旋桨水动力性能。
2)复合材料螺旋桨在承受水动力载荷后,可自适应地改变自身形状,侧斜角增加,螺距角和纵倾减小,相应调整侧斜、螺距和纵倾分布,进而提高推进效率。
3)复合桨螺距和侧斜的减小使其更接近进流角,使得攻角减小,桨叶滑脱也减小,从而产生更高的推进效率。
以上对复合材料螺旋桨的纤维铺层设计和变形规律的研究,虽效率提高较小,桨叶变形也较小,但均基于同一软件和同一流固耦合程序,且每种复合材料纤维铺层均较刚性桨有共同改变趋势,故此研究呈现出了可供遵循的规律,在今后研究不同工况下复合桨的性能变化及预变性设计中方便借鉴。
[1]LEE Y J,LIN C C.Optimized design of composite propeller[J].Mechanics of Advanced Materials and Structures,2004(11):17-30.
[2]LIN C C,LEE Y J.Stacking sequence optimization of laminated composite structures using genetic algorithm with local improvement[J].Composite Structures,2004,63:339-345.
[3]LIN C C,LEE Y J.Optimization and experiment of composite marine propellers[J].Composite Structures,2009,89:206 -215.
[4]MATEUSZ M,YIN L Y.Optimization of a self-twisting composite marine propeller using genetic algorithms[M].16th International Conference on Composite Materials.
[5]YIN L Y,ZHAN K L.Hydroelastic tailing of composite naval propulsor[M].OMAE,2007.
[6]LIN H J,LIN J J.Strength evaluation of a composite marine propeller blade[J].Reinforced Plastics and Composites.2005,24:1791 -1807.
[7]MULCAHY N L,PRUSTY B G.Hydroelastic tailoring of flexible composite propellers[J].Shipsand Offshore Structures.2010,5(4):359 -370.
[8]毛亮,梅志远,罗忠,朱锡.夹芯复合材料基座结构设计与强度分析.海军工程大学学报,2008,20(1):98-102.MAO Liang,MEIZhi-yuan,LUO Zhong,ZHU Xi.Structuresdesign and strength analysisoffoundation structure of sandwich composite[J].Naval University of Engineering,2008,20(1):98 -102.
猜你喜欢
航海(2022年4期)2022-08-03
食品与健康(2021年7期)2021-08-16
中国典型病例大全(2021年15期)2021-01-10
航空模型(2018年2期)2018-08-07
航空发动机(2018年3期)2018-06-23
中国建筑金属结构(2018年4期)2018-05-23
北京航空航天大学学报(2017年5期)2017-11-23
试题与研究·教学论坛(2016年16期)2016-07-02
教练机(2015年2期)2015-04-03
教练机(2014年3期)2014-12-02