铣削外花键快速校正辅具
2013-08-23 11:12威海职业学院山东264210王忠国
金属加工(冷加工) 2013年14期
威海职业学院 (山东 264210) 王忠国
我院在铣削加工Z4012A台式钻床外花键时,采用的铣削工艺是:粗铣键宽→铣小径→精铣键宽,即在卧式铣床上用组合铣刀粗铣键宽(留精铣加工余量0.4~0.5mm),再用凹半圆成形铣刀铣削花键的小径,最后再用组合铣刀精铣键宽。
粗铣花键键宽(保证键的对称度)后,铣削花键小径时需要用划线盘(划针)对花键进行中心对称校正;精铣键宽时,为保证粗铣所留余量铣削均匀和中心的对称要求,也要进行校正。由于零件生产批量大,用划线盘(划针)校正生产效率低,因此在生产中我们设计了快速校正辅具(见图1),这样校正起来快速准确,不但保证了粗铣余量均匀铣削和中心对称要求,还提高了工作效率,减少了废品率。
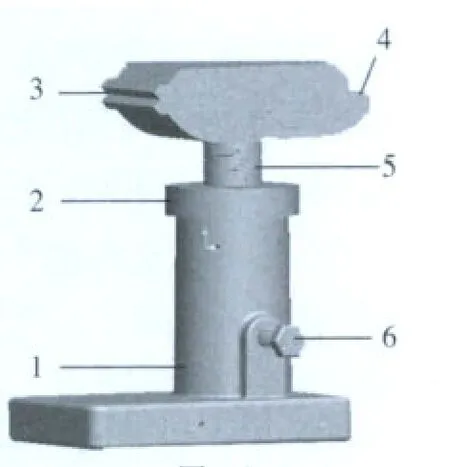
图1
1.辅具结构
辅具结构如图1所示。其中:辅具体支撑整个辅具,高度可根据分度头中心高确定;螺母与丝杆配合调整辅具,测量高度;V形槽校正花键尖角位置,铣削花键小径;定位面校正花键键侧位置,精铣花键键宽;丝杆与螺母配合调整辅具,测量高度;紧固螺钉起锁紧作用。
2.操作方法
铣削花键小径和精铣花键键宽校正时,首先要将首件对称度调整好,然后用辅具通过旋转螺母2使丝杆5上下移动,分别用辅具V形槽3和定位面4进行高度调整,确定辅具高度,用紧固螺钉6固定。
(1)铣削花键小径时校正方法,如图2所示。调整横向工作台使铣刀中心和工件中心重合保证对称度,将粗铣好的花键轴装在分度头主轴中(稍微夹持,使其用手能转动为止)。转动花键轴使其粗铣后所留尖角与辅具V形槽接触(注意接触吻合),夹紧工件,调整好小径尺寸,铣削加工。
(2)精铣花键键宽时的校正,如图3所示。将粗铣好的花键轴装在分度头主轴中,转动花键轴使其粗铣后的花键键侧与辅具定位面接触后夹紧工件,调整好键宽尺寸,铣削加工。
(3)如果是六齿花键,可按图4和图5的方法校正精铣键宽和铣削小径。校正方法同四齿花键。
(4)加工不同等分的花键,可根据花键粗铣所剩尖角的角度更换V形槽的角度。加工四齿花键V形槽角度为90°,加工六齿键V形槽角度为120°。

图2
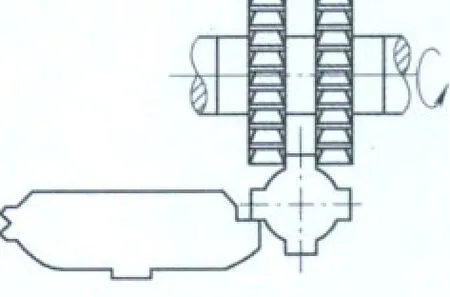
图3
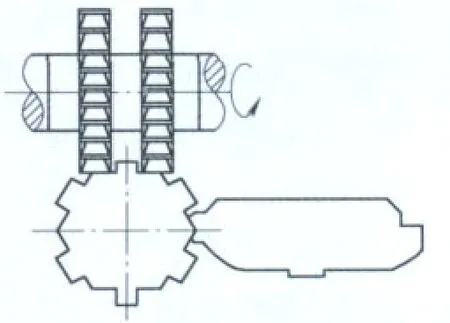
图4

图5
猜你喜欢
消费导刊(2020年25期)2021-01-27
北京广播电视报(2019年21期)2019-09-02
中国金属通报(2019年6期)2019-08-20
热处理技术与装备(2019年3期)2019-07-24
液压与气动(2019年7期)2019-07-18
经济技术协作信息(2018年22期)2019-01-19
机械研究与应用(2018年2期)2018-05-10
山西建筑(2016年16期)2016-11-22
液压与气动(2015年2期)2015-04-16
金属加工(冷加工)(2014年8期)2014-04-09