
燃气轮机火焰筒密封槽加工工艺研究
2013-08-14 06:06康彦文
机械工程师 2013年5期
康彦文
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
1 引言
燃气轮机的火焰筒是燃气轮机的核心部件,关系到燃气轮机的热耗、性能以及排放等众多燃气轮机的指标。如果火焰筒一旦损坏将导致危险后果而停机,因此对火焰筒的制造提出了很高的要求。
2 结构组成
火焰筒主要是由进口锥、8 节锥筒、混合器、座圈等构成(见图1)。锥筒、混合器均是由2mm 厚的高温合金板拼焊而成。
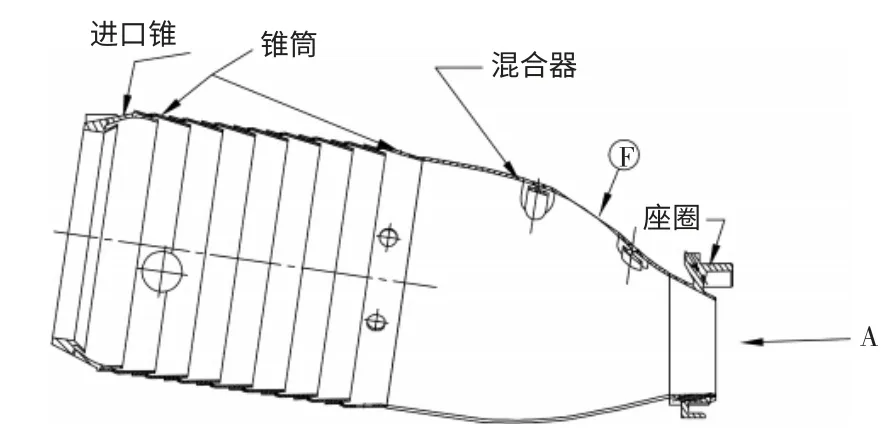
图1
在座圈两侧有两个密封槽(图2),相邻两个火焰筒的密封槽相对,在其中插入密封片,其作用是阻止空气在安装火焰筒的密闭型腔内外串动。
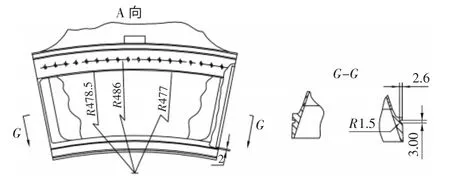
图2
由于密封槽宽度较窄,并且座圈的材质为热强高温合金,难于加工。同时由于火焰筒形状不够规则,并且主体零件壁厚较薄,装夹性能差。上述两点造成了火焰筒难加工。
3 工艺方案确定
(1)由于座圈材质为热强高温合金,键槽较窄,使用的刀具直径必须要小于键槽宽度才能进行生产,为此我们对不同材质的刀具进行了大量的、不同参数的工艺试验。如高速钢的铣刀、硬质合金的铣刀、涂层的高速钢铣刀、涂层的硬质合金铣刀等。通过试验发现高速钢铣刀加工时刀具磨损量较大,普通的硬质合金刀具磨损量也比较大,经过涂层的硬质合金刀具磨损程度要远好于其他刀具,并且不易折断。经过一些参数调整,其加工出键槽的表面质量也能满足图纸要求,因此我们选用涂层硬质合金刀具直径为φ2.6,分3 次加工即可满足要求。
(2)对于形状不规则、壁厚较薄的零件,我们设计一个专用工装进行装夹固定,具体结构如图3。

图3
此工装原理是通过理论计算,计算好工装各单件尺寸,通过工装组装将零件固定牢固。支撑板3 上面定位止口插入零件头部进口锥处,竖板6 圆弧定位尺寸与零件尾部座圈圆弧处贴合,这样将零件的倾斜角度确定,达到每件零件安装都不会出现偏差。通过挡铁9 把紧将零件的轴向方向固定,防止在生产加工中零件前后移动影响加工精度。再通过固定块8 安装到零件座圈上的方搭子上,限制了零件圆周方向旋转以及左右移动。通过工装的各方向固定,限制了竖板6 各方向的自由度,确保零件在生产时不会出现移动。由于工装是由足够厚度的钢板制造而成,其刚性、强度能够满足生产需求,加工时切削力通过零件传递到工装上,确保零件不会因壁薄发生振动现象,保证了生产制造要求。
4 结语
通过对热强高温合金窄槽加工参数的深入摸索,已经完全掌握了小直径铣刀加工热强高温合金的技术,可为同行业提供技术参考,同时针对工件特点制造的工装操作简单,方便装夹,有效地解决了燃气轮机薄壁件在生产制造过程的振动问题,通过工装设计,保证了同种产品多个零件在生产制造中的一致性,保证了制造质量、降低了制造成本,适合燃机批量生产的特点,降低了操作者的劳动强度,提高了生产效率,增加了企业效益。
猜你喜欢
山东冶金(2022年4期)2022-09-14
内燃机与动力装置(2021年4期)2021-08-03
模具制造(2019年10期)2020-01-06
四川冶金(2019年4期)2019-11-18
制造技术与机床(2017年3期)2017-06-23
柴油机设计与制造(2016年4期)2017-01-15
凿岩机械气动工具(2016年1期)2016-11-11
工业设计(2016年6期)2016-04-17
凿岩机械气动工具(2016年3期)2016-03-01
金属加工(冷加工)(2014年21期)2014-12-02
