
基于MasterCAM电吹风凹模的数控加工
2013-08-14 06:06陈丽华
机械工程师 2013年5期
陈丽华
(广东省云浮市技工学校,广东 云浮 527343)
1 引言
如何有效保证曲面零件加工质量一直是数控加工中最复杂的难题,传统的机加工方法难以胜任加工要求或根本无法加工,通常需要三轴、五轴联动机床才能保证加工质量。MasterCAM 软件是美国CNC Software 公司开发集CAD/CAM 于一体的系统,对计算机要求不高,容易掌握,高性价比,深受广大用户喜爱,广泛应用于机械加工、模具制造和汽车工业等领域中,在数控加工用户中拥有量一直处于世界领先地位。
2 MasterCAM 曲面加工特点
实际加工中一般分为粗加工与精加工,针对造型不同的曲面加工特点MasterCAM 提供了8 种粗加工与10种精加工的刀路,各种刀路都有其适用的特点。其中,粗加工刀路中常用的有平行铣削粗加工刀路、曲面流线粗加工刀路、等高外形粗加工刀路与曲面挖槽粗加工刀路。由于曲面挖槽刀路是属于分层加工,具有良好的加工效果,因此其适用范围非常大,具有“万能刀路”的称号,可见其使用频率之高。曲面精加工刀路中常用的有适用于较平坦曲面加工的平行铣削精加工刀路,对曲面加工质量有较高要求的曲面采用可以控制残留高度的流线精加工刀路,有适用于曲面比较陡的曲面等高外形精加工刀路,对于坡度不大的曲面可采用等距环绕精加工刀路,对于圆形状的曲面可采用放射状精加工刀路。清角加工时还提供了因大刀无法加工需采用小刀进行清角的残料清角精加工刀路,对于曲面间窄小区域的加工可采用交线清角精加工刀路。
3 电吹风凹模典型曲面零件
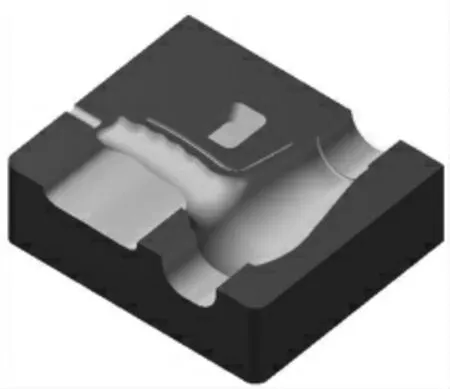
图1 电吹风凹模
如图1 所示为电吹风凹模,是一个造型非常典型的零件,几乎集中了曲面加工的所有特点,有平面、窄小凹槽、具有一定拔模斜度的凹槽、较平坦曲面、陡斜面、窄小曲面交角等。
3.1 结构分析及工艺要求
复杂的曲面结构是该零件明显的特点,电风吹主体曲面部位平顺光滑,主要由两块曲面光滑过渡相切连接而成,最大加工深度达41.0mm。手柄部位由底部圆弧曲面平滑过渡至分模面,靠近L 型胶位的曲面起伏坡度较大。枕位曲面造型较简单,成压扁的U 型与主体曲面相连。其中L 型胶位凹槽的拔模斜度为3.0°,最小宽度为3.0mm,深度为3.0mm。前模斜顶避空处为一矩形,其中远离手柄部位一侧的拔模斜度为23.0°,深度为16.0mm。进风部位与出风部位与主体型腔曲面间的最小圆弧曲面倒圆角分别为R2.5mm 和R1.5mm。
加工时要求曲面造型交线分明,除了保证应有的尺寸加工精度外,还需达到Ra1.6的表面粗糙度。模具材料为45 钢,毛坯尺寸为260.0mm×220.0mm×80.0mm。加工时使用YT15的硬质合金刀具。
3.2 加工难点与加工策略
该凹模各部分的曲面不连续且各具特点,复杂曲面造型加工质量的保证是整个加工的难点,而且对于曲面交线加工要求轮廓分明,是一个需要重点解决的问题。曲面交线部分窄小,容易发生刀具干涉,导致过切。封闭窄小且具有一定拔模斜度的L 型胶位,在加工时需特别注意下刀方式的控制,防止因切削量过大而引起弹刀导致过切。手柄曲面部位由于存在起伏,坡度较大,采用等高外形加工刀路可取得较好的加工质量。
结合零件造型特点与MasterCAM的刀路适用情况,将加工区域分为9个,如图1 所示。结合加工工艺要求,加工时分为粗加工、半精加工和精加工。
3.2.1 细分区域开粗,提高效率
粗加工时,基于效率并结合零件造型特点与刀路生成特点,由于零件型腔与枕位曲面连成一体,因此将其作为一个整体曲面,使用较大的刀采用曲面挖槽刀路进行开粗,考虑到后续的半精加工与精加工,最大加工深度稍小一些,为0.5mm,但将进给下刀位置提高一些,达到轻刀快走的效果,并起到为后续的刀具减小加工压力的效果。L 型胶位与前模斜顶避空处采用外形铣削刀路进行开粗,为避免进刀过切,以0.25mm的加工深度采用斜降式进刀。手柄曲面底部接线处,以圆弧中心创建一辅助直线(如图2 所示)为外形铣削刀路开粗提供参照。

图2 创建辅助线
3.2.2 曲面等高外形精加工,保证余量统一
半精加工时,基于加工余量均匀,为以后的精加工作准备。结合最小曲面圆弧半径,采用φ8.0mm 牛鼻刀,对各个曲面区域进行半精加工。其中零件型腔与枕位曲面采用曲面等高外形精加工刀路进行半精加工,并设置对浅平面进行加工,以完成较平坦区域的加工。L 型胶位与前模斜顶避空处采用等高外形曲面精加工刀路进行开粗,最大加工深度为0.25mm。
3.2.3 细分区域精加工,提高质量

图3 曲面流线加工区域
精加工时,基于加工质量,不同的曲面造型特点将适用于不同的刀路。根据加工质量要求与实践加工经验,对于电吹风的型腔与枕位可采用曲面流线精加工刀路。相比平行铣削刀路,由于曲面流线刀路对曲面造型要求比较高,能产生沿着曲面加工的刀路,而且与平行铣削刀路不同的是,流线铣削刀路不会在高度跨越大的区域产生较疏的刀路,能较好地保证刀路间距的一致性,同时还能控制残脊高度,因此可取得较低的表面粗糙度。如图3 所示曲面区域精加工采用曲面流线精加工刀路。在加工手柄曲面与电吹风主体曲面区域时需注意增加干涉曲面,以防止发生过切。
由于手柄曲面与接线连接部位比较陡,且曲面空间小,采用曲面等高外精加工刀路可获得良好的加工质量。为使产生的刀路具有较好的连续性,特将其不完整曲面补全。为减小加工区域,创建一个与修补后的加工曲面外形大小一致的封闭轮廓线作为加工边界,如图4 所示。最后,最小圆弧曲面倒圆角部位采用曲面残料精加工刀路进行清角。

图4 创建辅助曲面与曲线
结合加工难点分析与加工对策,确定加工工艺路线:(1)采用φ50.0mm 面铣刀对分模面进行平面铣削加工,加工步距为25.0mm。(2)采用φ20.0mm、圆角半径为1.0mm的牛鼻刀对零件型腔与枕位曲面进行曲面挖槽粗加工,加工余量为0.3mm,最大加工深度为0.5mm,采用等距环切的形式并进行精修加工。(3)采用φ10.0mm、圆角半径为0.4mm的牛鼻刀对L 型胶位、前模斜顶避空处与手柄曲面底部接线处用外形铣削刀路进行开粗,以0.25mm的加工深度斜降式进刀。对前模斜顶避空处曲面采用曲面等高外形精加工刀路进行二次开粗。(4)采用φ8.0mm 球刀对如图3 所示曲面进行曲面流线精加工,步距为0.2mm,走刀方式为双向。同时对L 型胶位和前模斜顶避空处的曲面进行等高外形精加工。(5)采用φ3.0mm 平底立铣刀对L 型胶位与前模斜顶避空处曲面用曲面等高外形精加工刀路进行清角加工,加工深度为0.03mm。
实际加工表明,以上加工工艺路线不但保证了加工质量,表面粗糙度达Ra1.6,而且还节省了时间。
4 结语
在数控编程加工中,结合零件造型特点选用合适的刀路,对零件造型做一些辅助曲面、曲线的设计,往往对加工成败起到决定性的作用,同时能更好地提高效率。
MasterCAM 是一款强大的CAM 软件,对粗加工和精加工都提供了多种实用的加工方式供用户灵活选择使用。因此,我们在应用这款软件制定数控加工工艺方案时,必须依据实际情况,深入细致地分析、比对,综合各种加工方式的优缺点,进行最大程度的优化,以期达到最佳的加工效果,满足加工要求,保证加工质量。
[1]陈乃峰.探讨MasterCAM 加工方式对加工效率的影响[J].CAD/CAM 与制造业信息化,2008(9):91-92.
[2]张林.基于MasterCAM X 2的模具凸模的数控编程[J].鸡西大学学报,2009(4):72-73.
[3]王睿.MasterCAM9.0 实用教程[M].北京:人民邮电出版社,2006.
[4]吴敬权,谢开建.基于MasterCAM的护肩数控加工编程[J].机械工程与自动化,2008(2):175-177
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
湖北农机化(2020年15期)2020-10-13
模具制造(2019年9期)2019-10-26
科技创新导报(2019年34期)2019-04-10
制造业自动化(2019年1期)2019-01-19
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
锻压装备与制造技术(2015年2期)2015-06-26
金属加工(冷加工)(2015年11期)2015-04-17
