
故障树分析法在RIE故障诊断中的应用
2013-08-09 07:41马培圣
电子工业专用设备 2013年5期
马培圣
(中国电子科技集团公司第十三研究所,河北石家庄 050051)
在半导体工业中,在衬底上生产的器件密度越来越高,集成电路及超大规模集成电路所占的比例也越来越大,其制作流程非常复杂,一般需要经过大约数百个不同的工艺步骤,刻蚀[1]是其中非常重要的一环,它是把进行光刻之前晶片上淀积的薄膜中没有被光刻胶覆盖和保护的部分,用化学反应或物理作用的方式去除,以完成掩模图案转移到薄膜上的目的。而反应离子刻蚀(RIE)就是现代半导体刻蚀的一种主流设备。由于摩尔定律的相对有效性,这些半导体设备的复杂性也在增加,对设备可靠性的要求也越来越高。这就需要维修人员做好设备保障工作以提高设备利用率。
1 RIE工艺中的启辉
RIE是以等离子体[2]为介质进行刻蚀的一种技术。它最主要的优点是所谓的高选择性和各向异性刻蚀,是通过物理和化学两种反应的方式来去除薄膜,它用粒子直接轰击薄膜同时借粒子和薄膜间的化学反应来实现刻蚀,而等离子体就是这种粒子,它是“物质的第四态”,是以可流动的很多带电离子、原子团、分子及电子组成的体系。在RIE设备中,反应室抽至高真空后,通入工艺要求且按一定配比的反应气体,并保持一定的气体流量和压力,用13.56 MHz的射频电源(RF)加在反应室上电极,这些原本是中性的气体分子就被激发或解离出各种等离子体,即通过气体放电产生等离子体,同时产生肉眼可见的辉光,这就是启辉。
2 故障树分析法[3]概述
故障树分析FTA(Fault Tree Analysis)是目前国内外普遍公认的对复杂系统安全性和可靠性比较实用的分析方法,是一种自上而下逐级展开的演绎分析法[4]。它以系统故障的事件为顶事件,向下逐级找出导致该顶事件的各种直接原因(事件),然后以一种倒立的树状因果图来表示其中的逻辑关系,其目的是判断基本故障,分析故障原因、估算故障影响和总结发生概率等。
3 绘制故障树分析启辉故障
当刻蚀工艺过程辉光昏暗或完全没有辉光时,会出现衬底薄膜刻蚀不尽、速率慢或刻蚀不动的现象,严重影响了晶片的产量和合格率。造成这种故障的原因很多,图1为针对此故障所绘的故障树。
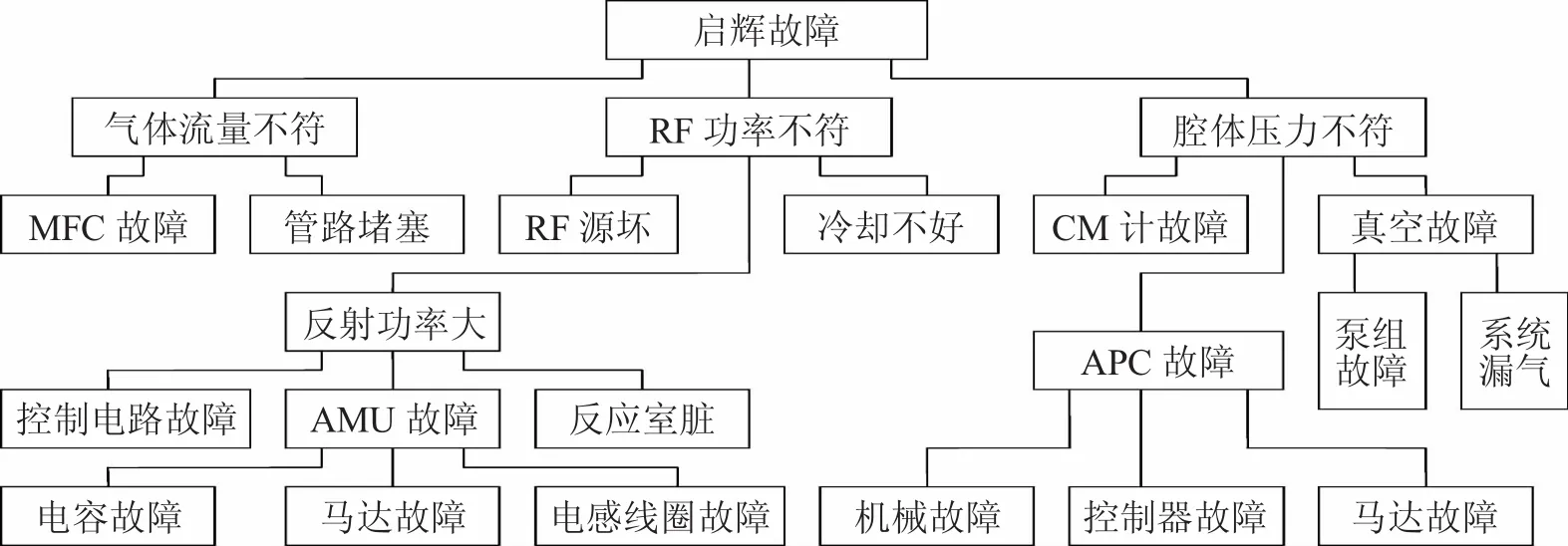
图1 启辉故障树
通过这个故障逻辑框图,可以推理分析出造成启辉困难的各个要因以及可能的组合方式,进而采取相对应的维修措施和改进办法。启辉故障主要有三个因素,造成气体流量与工艺条件不符的原因有管路堵塞,特别是常态为液态或容易凝结的气体,或 MFC(Mass Flow Control)故障;造成反应室压力不符的原因,真空系统故障可以通过检漏和维修泵组解决,对于APC(Auto Pressure Control)故障,它的原理是 CM(Capacitance Meter)把当前反应室的真空值信号发送给APC控制器,控制器通过与设定值进行比较,发送指令调整节流阀的旋转角度,从而调整真空泵组的抽气量,CM再次将测量真空值反馈给APC,通过闭环控制,实现了反应室压力稳定。如图2所示。检修时可以通过自学习操作校准控制器的阀控,维修节流阀的机械卡死和电动机的伺服驱动加以解决。而引起启辉故障最多的原因往往是反射功率大,其中AMU(Auto Match Unit)故障又首当其冲,如图3所示为射频回路示意图。它的目的是把射频功率的有效功率即正向功率更多的耦合到放电区,AMU的作用就是在射频源和反应室之间匹配出一个阻抗网络,使得反射回射频源的功率最小。它的调节方法是通过反馈控制,用两个电动机分别驱动两个可变电容,load电容和tune电容。当故障出现的现象是观察到AMU控制器上C1或C2读数一直上升,找不到匹配点,表明电容的齿轮错位,在manual状态,将C1、C2旋钮转到Max位置,脱开连接驱动电动机的齿轮,旋转连接电容的从动齿轮,当感觉到轴上的红色套筒变紧时,找到松紧临界点,然后反向再调一圈,此时的电容值为最大,然后在AMU控制板上找到TOP10和TOP110两点,测其对地电阻,分别调节RV1和RV2,使这两点的电阻值最小。此时AMU的匹配已调试完毕。

图2 反应室压力控制系统

图3 射频回路
3 结 语
故障树分析法具有直观、简单、无需计算的特点,能一目了然的表达各事件间的因果关系和可能引起的后果,用于各类设备的故障诊断和定位是比较科学的,有利于检修人员高效的分析判断各种故障成因,制定出正确的维修措施,对减少设备的故障发生率都有非常积极的意义。
[1] 李兴.超大规模集成电路技术基础[M].北京:电子工业出版社,1999:166-180.
[2] 陈(F.F.陈).等离子体物理学导论[M].林光海译.北京:人民教育出版社,1980.
[3] 史定华,王松瑞.故障树分析技术方法和理论[M].北京:北京师范大学出版社,1993.
[4] 陈毅功.半导体设备维修工程实务[J].电子工业专用设备,2000,29(2):20-27.
猜你喜欢
空间科学学报(2021年6期)2021-03-09
光源与照明(2019年4期)2019-05-20
国际呼吸杂志(2019年8期)2019-04-29
中南民族大学学报(自然科学版)(2018年4期)2018-12-29
电子制作(2018年19期)2018-11-14
北京航空航天大学学报(2017年7期)2017-11-24
新农业(2017年2期)2017-11-06
电子制作(2017年7期)2017-06-05
电测与仪表(2016年10期)2016-04-12
中国塑料(2015年9期)2015-10-14
