A6N01铝合金脉冲MIG焊接接头的组织与性能研究
2013-08-06 01:22叶结和杨尚磊
电焊机 2013年1期
叶结和,杨尚磊
(1.南车四方机车车辆股份有限公司,山东 青岛 266111;2.上海工程技术大学,上海 201620)
0 前言
大型铝合金型材是高速列车制造的关键材料,铝合金材料的焊接是决定高速列车长期安全运行的基础,对于提高高速列车的运行寿命具有重要意义[1-4]。国内250 km/h和380 km/h高速列车均采用大型超长宽幅中空铝合金挤压型材的焊接结构,A6N01铝合金挤压性好,耐蚀性好,适合制造车体主体结构用的复杂截面多孔中空型材。德国、法国等欧洲高速列车制造公司和日本新干线的列车制造企业均采用此类合金作为生产高速列车的关键用材。但目前我国在该类型铝合金型材制造及其使用方面的研究刚刚起步,关于在线挤压淬火工艺、时效制度、焊接工艺对大型铝合金挤压型材力学性能的影响及其微观强化机制尚待进一步研究。目前,这些铝合金挤压型材及其焊接材料大都由国外进口,国内大型铝合金挤压型材虽然母材能够满足使用要求,但焊接后的焊接接头性能严重恶化,因此研制我国性能优良的铝合金挤压型材及其更加先进的焊接材料与焊接技术,对推进我国高速列车制造技术的发展和实现轨道交通轻量化、高速化和国产化具有重要意义。
1 试验材料与方法
1.1 试验材料
试验用材料为国产A6N01铝合金,供货状态为T5(即由高温成型过程中冷却,然后进行人工时效的状态),厚度4 mm。采用ER4043铝硅合金焊丝,A6N01铝合金母材和ER4043焊丝的化学成分如表1所示。
1.2 焊接工艺
焊接试样采用70°V形坡口的对接接头型式,焊前打磨坡口区域30 mm范围内的氧化皮,然后用丙酮清洁坡口附近的油污等。脉冲MIG焊接(PMIG)采用的焊接工艺参数如表2所示。

表1 A6N01铝合金和ER4043焊丝的化学成分 %

表2 A6N01铝合金的焊接工艺参数
1.3 测试方法
焊接接头拉伸性能测试按照GB/T228-2002,在AG-10KNA型材料拉伸试验机上进行,拉伸速率0.1mm/min。用HV-1000型维氏硬度计进行硬度测试,载荷9.8 N,加载时间 10 s。显微观察试样采用 0.5%的氢氟酸进行腐蚀,使用Nikon EPIPHOT300型显微镜观察金相组织。
2 试验结果与分析
2.1 焊缝成形
图1为A6N01铝合金焊接接头的宏观形貌,可见焊缝成形及熔和非常好,并且过渡平缓,焊缝上表面呈银白色,焊缝背面呈浅灰色,没有产生焊接裂纹、烧穿、未焊透、气孔、咬边、焊瘤、凹陷和未熔合等缺陷。
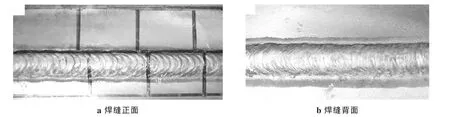
图1 A6N01铝合金焊接接头宏观形貌
2.2 显微组织
图2为焊接接头不同区域的光学显微组织。图2a表明,铝合金焊接接头焊缝区为铸态组织,呈等轴晶状。图2b表明铝合金焊接接头靠近焊缝边缘有一条很窄的熔合区,形成了细小的柱状晶组织。图2c母材组织为原始轧制状态组织。
2.3 显微硬度
对A6N01铝合金焊接接头进行了硬度测试,其垂直焊缝方向的硬度分布如图3所示。
由图3可见,A6N01铝合金焊接接头的焊缝熔敷金属(FZ)显微硬度大大低于母材金属(BM),焊缝中心的显微硬度最低,其硬度值约为64 HV。在焊缝中心两边各10 mm区域的硬度值随距离焊缝中心的增大,其硬度值有较大增加,距离焊缝中心10~20 mm的热影响区区域(HAZ)的硬度比焊缝显著高,但在距离焊缝18 mm左右的热影响区,其显微硬度比近缝区有所下降,在 20~30 mm区域,接头硬度又逐渐增大,说明在离焊缝中心约18 mm左右的热影响区存在软化区。距离焊缝中心22 mm之后的区域硬度恢复到母材硬度,表明焊接接头的热影响区很宽,最大可达到40 mm左右。
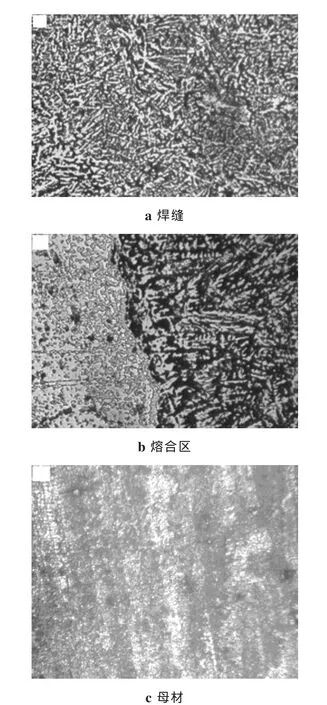
图2 A6N01焊接接头显微组织
2.4 力学性能
表3为A6N01铝合金母材和焊态接头的常温拉伸试验结果。
拉伸试样表明A6N01铝合金MIG焊接接头的抗拉强度超过198 MPa,断后伸长率超过7.0%,其拉伸断口部位位于焊缝中心位置,可见,A6N01铝合金焊接接头的焊缝强度较低,成为焊接接头的薄弱环节。
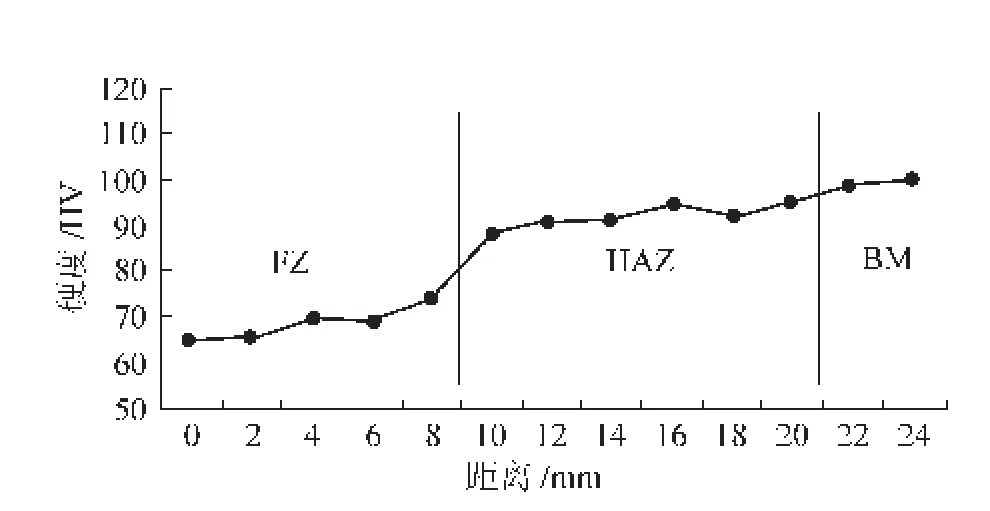
图3 A6N01铝合金焊接接头显微硬度变化

表3 A6N01铝合金焊接接头的力学性能
3 结论
(1)A6N01熔化极脉冲惰性气体保护焊(MIG)的焊接接头成形良好,焊缝没有产生焊接裂纹、气孔等缺陷。
(2)焊缝熔敷金属为等轴晶状的铸态组织,靠近母材的熔合区形成了一层较薄的细小柱状组织,母材显微组织为纤维状加工组织。
(3)焊缝熔敷金属的显微硬度大大低于母材,从焊缝中心经过热影响区到母材的显微硬度逐渐提高。焊接接头的热影响区很宽,达到40 mm左右,在距离焊缝中心约18 mm左右的热影响区存在软化区。
(4)焊接接头的焊态抗拉强度为198 MPa,断后伸长率为7.0%,断口部位位于焊缝。
[1]Li J Y,Ma J M.Effect of welding processes on fatigue properties of 60612T6 aluminum welded joints[J].Journal of Aeronautical Materials,2004,24(3):52-57.
[2]Jiang L,Wang Y J,Wang Y X.Microstructures and properties of welded joint of 6005A alloy for high speed train[J].Journal of Materials and Metallurgy,2002,1(4):302-306.
[3]手椓和彦.最近の车両技術[J].RTRI report,2003,17(4):1-4.
[4]Ma T,Ouden G.Softening behavior of Al2Zn2Mg alloys due to welding[J].Materials Science and Engineering,1999,26(4):198-204.
猜你喜欢
中国金属通报(2022年1期)2022-06-02
上海建材(2021年5期)2021-02-12
金属加工(热加工)(2020年9期)2020-11-04
中国新技术新产品(2020年6期)2020-06-19
中国建筑金属结构(2019年4期)2019-05-15
金属加工(热加工)(2018年2期)2018-03-22
山东工业技术(2016年15期)2016-12-01
焊接(2016年9期)2016-02-27
应用科技(2015年5期)2015-12-09
焊接(2015年8期)2015-07-18