镀锌生产线中的CO2激光焊机
2013-08-06 01:22王立伟张军伟高忠林
电焊机 2013年1期
王 睿,王立伟,张军伟,高忠林
(1.河北工业大学 控制科学与工程学院,天津 300130;2.天津七所高科技有限公司,天津 300409)
0 前言
我国经济建设发展迅速,对镀锌钢板的需求量很大,各大钢铁企业纷纷加大引进先进技术的投入力度,宝钢、鞍钢、包钢等一批具有国际先进水平的冷轧带钢连续电镀锌生产线相继投产。电镀锌生产线是将经冷连轧机组轧制再经过退火后的板卷,进入电镀锌机组,其镀锌工艺过程如下:上料-开卷-切头-焊接-活套-预脱脂-电解脱脂-刷洗-浸渍水洗-电解酸洗表面活化-酸洗后水洗-电镀锌-镀后水洗-热风烘干-电解钝化(磷化处理)-浸渍回收-水洗+新鲜水洗-烘干(静电涂油)-活套-品质检查-剪切-卷取-卸卷-包装。其中所采用的焊接方法是激光焊接。在此主要介绍应用于冷轧连续镀锌生产线上的激光焊机,研究分析焊机各部分组成及其控制原理。
1 镀锌生产线激光焊机总体结构
激光焊接的优势[1-2]:
(1)激光焊接工艺成熟,能提高焊接质量,其焊接接头强度高,可以达到与母材等强度。
(2)激光焊接设备性能稳定、重复性好、可靠性高,焊接接头断带率极低。
(3)由于激光焊接的焊缝平整,直接过轧机而不会划伤张力辊和轧辊,提高板表面质量;对于张力重卷机组,不需要抬辊,从而可以使冷轧的成材率进一步提高。
连续镀锌生产线上的激光焊机机械结构如图1所示。
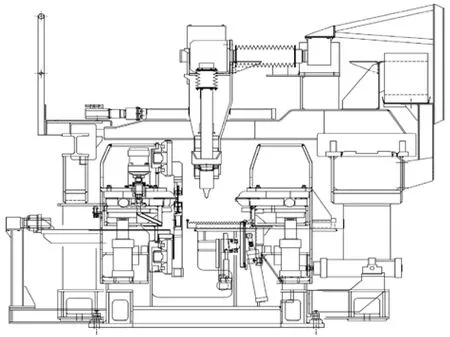
图1 激光焊机机械结构
首带钢停止在激光焊机的出口侧,出口对中夹具2和出口对中夹具1夹紧钢板,进行生产线的方向对中。出口固定夹夹紧完成对中的钢板,通过剪切头切首带钢的尾部(光路开关转向剪切头)。尾带钢停止在激光焊机的入口侧,入口对中夹具2和出口对中夹具1夹紧钢板,进行生产线的方向对中,入口活动夹夹紧完成对中的钢板,剪切头由出口侧移到入口侧,通过剪切头切尾带钢的头部。由伺服电机控制定缝刀的位置,调整钢带之间的间隙,为焊接做准备。由气缸带动入口活动夹具向前移动,使尾带钢停靠在准备焊接的位置。由激光器发出激光对带钢进行焊接(光路开关转向焊接头),在焊接过程中,焊接头沿着x方向运动,通过伺服电机控制焊接速度。
镀锌生产线激光焊机总体结构如图2所示。
2 CO2激光焊接原理
激光焊接的基本原理是:利用气体(如CO2)或固体(如Nd:YAG)激光器谐振腔输出激光束,激光束经过光学系统进行聚焦,产生高能量和高密度的热源,使金属熔化来进行焊接。镀锌生产线采用CO2平板激光焊机,CO2激光器是振动-转动分子激光器的代表。它的工作气体是CO2、N2和He的混合物。原子里的电子保留在基态。激光跃迁发生在CO2的不同振动态的两个转动能级之间,CO2激光器效率高、输出能量大、功率高[3]。
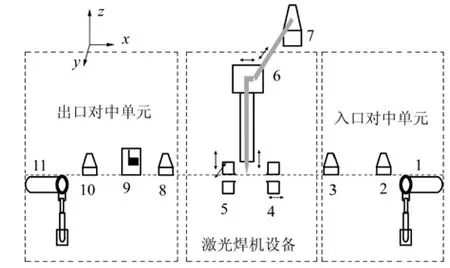
图2 镀锌生产线激光焊机总体结构
2.1 激光器的工作原理[4]
激光跃迁可发生在 0001→1000(λ=10.6 μm)和00011→1200(λ=9.6 μm)两个过程中。 但输出激光主要发生在0001→1000过程中。泵浦主要通过下面两个过程:
(1)电子碰撞激发。
电子碰撞激发过程表示为

与这类过程相对应的电子碰撞截面非常大。当电子能量为 0.3 eV 时,峰值截面为 5×10-10cm2。 受到电子碰撞后被激发到高振动激发态的CO2分子中很大一部分将通过振动模与振动模之间的能量转换,从激发态沿着能量阶梯跃落下来,很容易被长寿命的0001能级收集。
(2)N2分子的共振能量转移。
电子碰撞激发N2的振动能级的总截面很大。电子能量为2.5 eV 时,σ=3×10-16cm2。 这些被激发的很大一部分分子将被υ=1能级与CO2的0001能级仅相差18 cm-1(≈2.5×10-3eV),因此,N2与CO2的基态分子发生碰撞时,N2将激发能量转移给CO2分子,使之激发到0001能级;少许不足的能量由减少的分子总能量来补偿。这个过程可表示为

(3)CO2激光器的结构。
CO2激光器的谐振腔常用平凹腔,反射镜用K8光学玻璃或光学石英,经加工成大曲率半径的凹面镜,镜面上镀有高反射率的金属膜——镀金膜,在波长 10.6 μm 处的反射率达 98.8%,且化学性质稳定。CO2发出的光为红外光。所以反射镜需要应用透红外光的材料,因为普通光学玻璃对红外光不透。要求在全反射镜的中心开一小孔,再密封上一块能透过10.6 μm激光的红外材料以封闭气体。这就使谐振腔内激光的一部分从这一小孔输出腔外,形成一束激光[5]。其结构如图3所示。
图3 CO2激光器结构
CO2激光器板条式光束传输系统如图4所示。
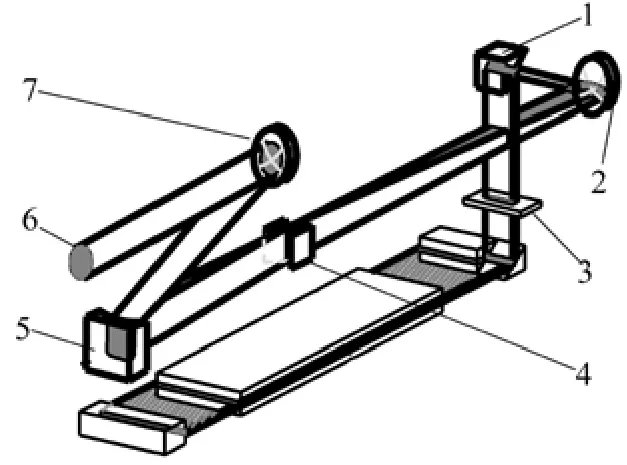
图4 CO2激光器板条式光束传输系统
3 CO2激光焊机系统分析
3.1 CO2激光焊机的光路分析
由于薄板材的不平整,薄板材在焊接之前需要进行切头去尾的处理工作,本台激光焊机由激光对板材进行切头去尾,这样焊机包括一个激光头和一个剪切头。激光头负责焊接,剪切头负责切头去尾。规定生产线的方向为x轴,过程梁的方向为y轴,与x,y轴垂直的方向为z轴,剪切头的竖直方向为z1轴,焊接头的竖直方向为z2轴。光束由激光器发出,经过过程梁y轴到达弯曲平面镜1,弯曲平面镜1将光路进行转换,调整光路方向沿着生产线的方向x轴到达光路开关;光路开关控制光束是去往剪切头还是去往焊接头,如果去往剪切头,光束经过弯曲平面镜2改变方向,使光束沿着剪切头的竖直方向z1轴,光束通过可调整的透镜聚焦,用于薄钢板的头尾的剪切;如果去往焊接头,光束经过弯曲平面镜3改变方向,使光束沿着焊接头的竖直方向z2轴,光束通过抛物柱面反射镜聚焦,用于薄钢板的焊接,其光束的路径如图5所示。
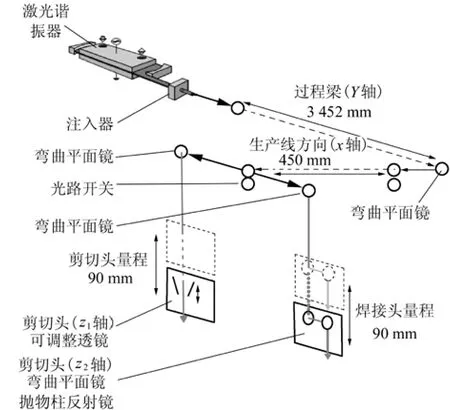
图5 激光光束的路径
3.2 CO2激光焊机的伺服系统
CO2激光焊机的伺服系统相当复杂,由14个SIEMENS-1FK7伺服电机组成。SIEMENS-1FK7电机相当紧凑,属于永磁同步电机,电机内部配有减速箱和旋转编码器。变频器采用SIEMENS-611U,该变频系统可以配合使用多种不同的驱动系统,并且很容易地对它们进行适配,以满足必要的驱动性能和机器轴数。CO2激光焊机的伺服系统共配备了七个SIEMENS-611U变频器。各个伺服电机的具体功能如表1所示。
4 结论
采用高功率CO2激光器进行焊接,对焊接速度以及焊缝性能、质量要求高的场合能获得很好的效果。它具备其他焊接方法无法比拟的优越性,能够显著提高轧制线焊缝可靠性以及降低断带率。随着我国市场需求的不断变化和竞争的日趋激烈,越来越多的冷轧生产线将使用先进的激光焊接技术,加快大功率激光焊机的产业化工作,使我国钢铁工业的装备水平跃上一个新的台阶。
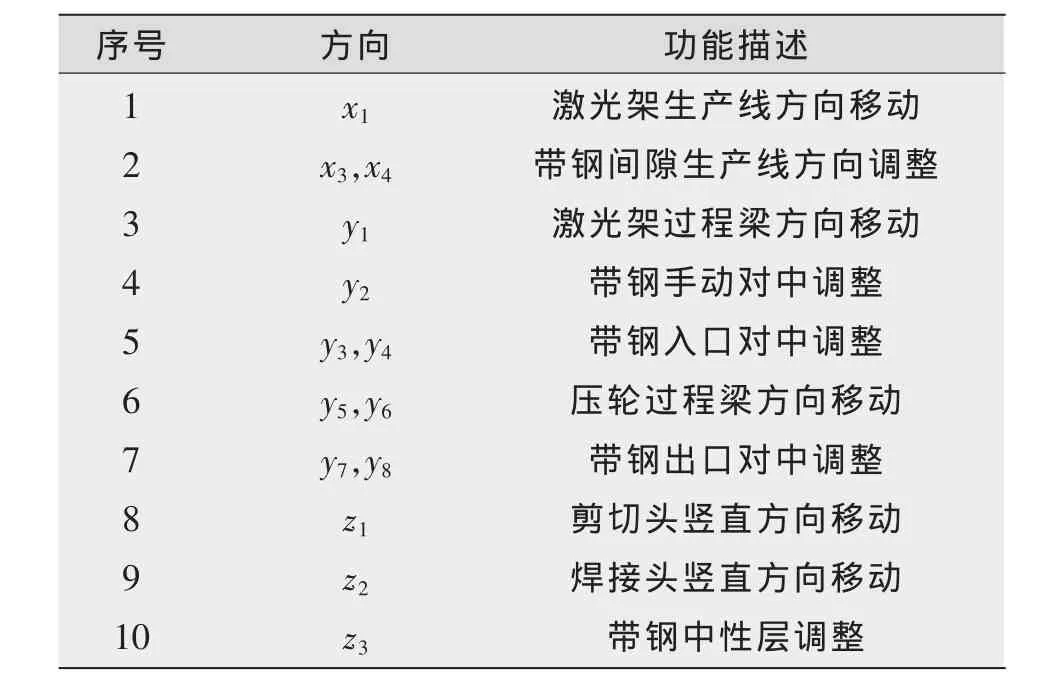
表1 CO2激光焊机系统的伺服电机功能
[1]孙忠明,兰永明.1420 mm酸-轧联合机组激光焊接技术[J].轧钢,1997,4(2):70-72.
[2]沈惠塘.焊接技术与高招[M].北京:机械工业出版社,2003.
[3]游德勇.高向东.激光焊接技术的研究现状与发展[J].焊接技术,2008,37(4):5-9.
[4]李相银.激光原理技术及应用[M].哈尔滨:哈尔滨工业大学出版社,2004.
[5]吕百达.激光光学光束描述、传输变换与光腔技术物理[M].北京:高等教育出版社,2003.
猜你喜欢
阅读(科学探秘)(2022年5期)2022-06-07
奥秘(2021年3期)2021-04-12
表面工程与再制造(2019年3期)2019-09-18
光学精密工程(2016年6期)2016-11-07
电子制作(2016年1期)2016-11-07
现代冶金(2016年6期)2016-02-28
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
红领巾·探索(2014年1期)2015-03-16