
基于薄板折弯件的焊接工装设计
2013-08-02 08:40:06湖南三一路面机械有限公司工艺装备研究本院长沙410100崔远良黄步云李少文
金属加工(热加工) 2013年9期
湖南三一路面机械有限公司工艺装备研究本院 (长沙 410100) 崔远良 黄步云 李少文 郭 飚
焊接工装夹具作为焊接工艺中十分必要的辅助工具,现今越来越多地应用于各种结构件的制作中,由于结构件形式的多种多样,焊接工装的设计方式也呈多样化。本文拟以摊铺机作业装置的重要结构件螺旋分料箱为研究对象,重点针对该结构件中含有薄板折弯件的情况,探讨如何有效地设计出适合的工装,便于其高速有效地组对定位,以期在此类工装的设计中提供一些有意义的参考。
1.工件现状分析
螺旋分料箱是路机摊铺机熨平分料系统的重要部件,为典型箱体结构(见图1),较为规整,但其中多为薄板折弯件,强力压紧组对容易导致工件变形。
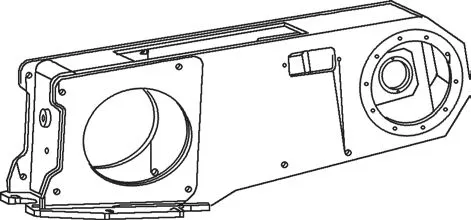
图1 螺旋分料箱结构
工艺为下料后进行焊接,之前由工人全手工组对焊接,焊接时无工装定位,完全靠工人手工多次敲击定位,依次定位组对各零部件进行定位焊。整个焊接过程需约350min,劳动强度较大。特别是前后薄板折弯件需要外力敲击进行调整,对零件伤害较大。因此,设计制作能方便快捷实现装夹定位的焊接工装,已迫在眉睫。
2.方案设计与分析
(1)初步方案设计 为防止强力组对产品产生变形,设计出图2所示的抗阻尼系统。当未接触时,气动压紧力使整个系统向工件方向移动,刚开始接触时,气动压紧力F1小于弹簧变形屈服力F时,整个系统继续移动,并压紧工件,但当气动压紧力稍微大于弹簧变形屈服力F后,弹簧将压缩来缓减压紧力,以防压紧力过大导致折弯薄板件变形,从而来保证零部件的组对位置精度。从上面分析可看出,其系统总体原则是弹簧变形屈服力F小于产品变形屈服力。
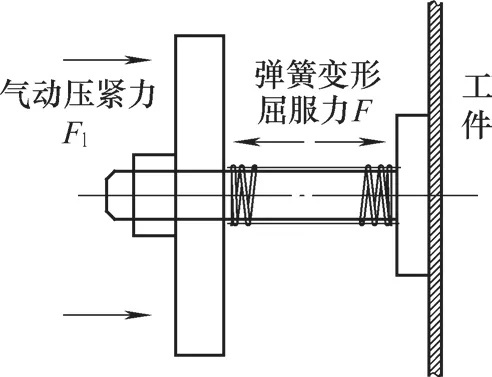
图2 抗阻尼系统示意
(2)产品变形应力模型 根据产品结构和组对特点,其相当于板料在周边固定局部受到均匀应力,可以建立图3模型,发生应变时,其应力公式如下
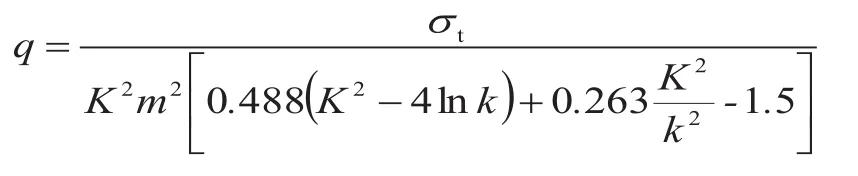
式中q——单位面积应力;
σt——弯曲应力;
t——板厚;
K——K=b/a;
k——k=变形量/a;
m——m=a/t。
可见,工件若受到直接压紧冲力,会产生变形,影响组对的位置精度,因此选择合适的弹簧,以阻尼力的形式缓冲压力带来的冲击是必然选择。
(3)弹簧选用 弹簧随着其样式、材料、直径、刚度及旋绕比不同,在同一作用力下,其变形程度都有着不同。但针对一般压缩弹簧设计,其直径与应力有着以下关系
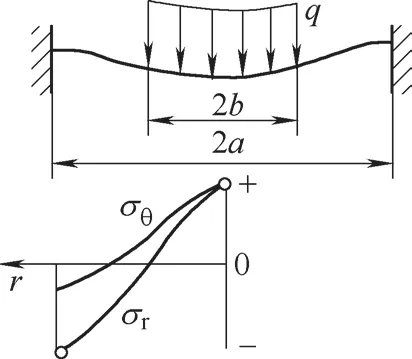
图3 薄板变形应力应变模型

式中d——弹簧丝直径(mm);
K——曲度系数;
C——旋绕比;
F——弹簧的工装载荷(N);
τp——切应力(MPa)。
经分析,本文中的弹簧选用外径为30mm,d=3mm的普通弹簧即可。
(4)设计模型 在完成抗阻尼系统设计和元件选用后,根据产品特点,设计出如图4所示的组对工装,利用厂房已有压缩空气作为动力源,添加气动元件实现工件自动化,从而完成工装设计。
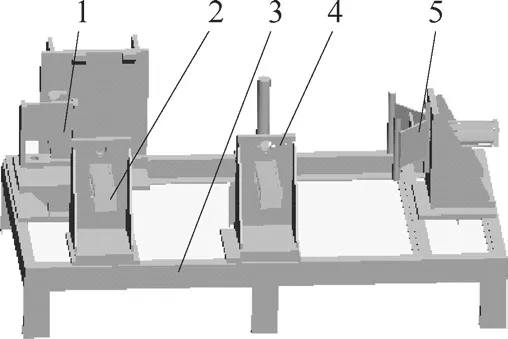
图4 工装结构
3.实施效果

图5 螺旋分料箱组焊工装
工装设计制作完成后(见图5),其组对效果良好,在组对过程中未发生一件产品因压紧力过大而变形,并大幅降低了工人的工作强度。此结构简单实用,目前公司箱体结构焊接件和折弯焊接件还很多,工人全手工组对焊接现象大量存在,均可参照此结构设计自动化工装,节约成本。
4.结语
本文中所介绍的弹簧阻尼夹紧系统还相对简单,若对薄板折弯件有更精确的要求或需要进行准确校正时,可以根据实际情况选用更先进的阻尼系统,如液压阻尼系统或气动阻尼系统等。
猜你喜欢
昆钢科技(2021年4期)2021-11-06 05:31:06
选煤技术(2021年3期)2021-10-13 07:33:32
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
数学物理学报(2021年3期)2021-07-19 06:02:36
建筑机械化(2020年7期)2020-08-15 06:41:34
重型机械(2020年2期)2020-07-24 08:16:12
四川水力发电(2020年3期)2020-07-03 03:13:54
煤炭加工与综合利用(2019年5期)2019-07-10 12:29:48
焊接(2016年5期)2016-02-27 13:04:42
