
大口径超短气瓶短旋工装设计
2013-08-02 08:40:04石家庄安瑞科气体机械有限公司河北065001邹建立
金属加工(热加工) 2013年9期
石家庄安瑞科气体机械有限公司 (河北 065001) 邹建立
我公司开发了一些充装各种电子气用的清洁瓶、超高压无缝容器等新产品,但这些储气瓶一般容积较小,钢瓶较短,如2m左右储气瓶等。由于旋压机自身体积和结构的原因,前后夹紧装置最短距离为5m,材质为4145,长度为5.4m以下的非焊接高压用钢管,不能在设备上生产。因此只能通过制作短旋工装,达到能旋短瓶的目的。
1.外径φ559mm长2080mm的短瓶
由于旋压机主轴内孔直径为630mm,结构空间较小,通过各种夹紧结构对比,选定利用胀套原理,通过压紧楔块上的螺栓使楔块夹紧钢管进行旋压。工装结构如图1所示。
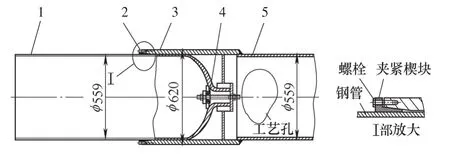
图1
生产时首先用较长的钢管(>5.4m)先旋一端并经粗加工和锯切下料后按图样进行安装,将瓶头穿入短旋套筒内,用堵瓶口组件(见图2)安装在已旋好一端并经粗加工的瓶端,使卡板张开,并拧紧轴端螺母,用以固定钢瓶纵向位移。然后在圆周方向均布安装6块夹紧用楔块并用螺栓压紧,防止钢管在套筒内环向错动。而后如图2所示焊接一段不小于4m的工艺钢管,即可进行旋压生产,在工艺钢管的靠短旋套筒一侧气割开1或2个工艺孔,以便安装和拆卸堵瓶口组件。
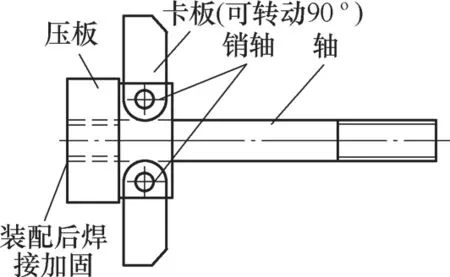
图2 堵瓶口组件装配
2.外径φ610mm长3050mm的短瓶
由于旋压机主轴内孔直径630mm,结构空间较小,改用端塞联接式(见图3)。先用6m钢管旋压两端后对瓶口进行粗加工,再对内孔加工和工艺端塞相配的工艺螺纹。然后将钢瓶从中间锯切开,将两只工艺端塞沿螺纹分别旋入瓶端到底,按图3沿端塞端面φ112mm圆周上均布8个螺纹孔在瓶端面上做钻孔标记。然后旋出工艺端塞,用电钻按标记钻深8mm孔,钻孔完毕。再旋入工艺端塞到底,拧入相应的8只内六角头螺钉,然后将两只装好工艺端塞的钢管对接,将端塞端面上φ192mm处12个φ18mm孔中穿入双头螺柱并用螺母拧紧(见图4)。瓶头端面上的内六角头螺钉可以防止两只钢管在高速旋压转动时相互环向转动,旋入瓶端的工艺端塞用双头螺柱联接,可防止轴向位移。
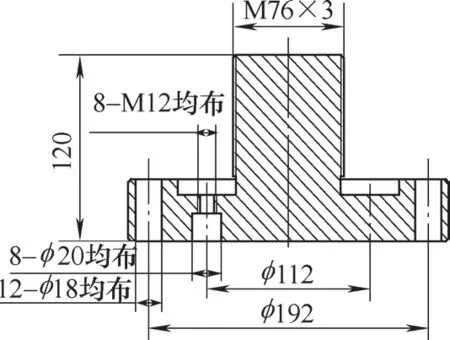
图3 工艺端塞

图4 短瓶联接
3.结语
用此两种工装试旋压后,经质量检验生产出的钢瓶符合图样设计和工艺加工要求。
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年5期)2022-11-10 09:02:30
中国特种设备安全(2022年6期)2022-09-20 02:54:28
一重技术(2021年5期)2022-01-18 05:41:56
机械制造(2021年11期)2021-12-13 07:14:04
中国机械工程(2021年3期)2021-02-22 02:02:22
制造技术与机床(2019年6期)2019-06-25 10:17:40
低温与特气(2017年4期)2017-04-14 11:33:45
中学生数理化·八年级物理人教版(2016年8期)2016-12-24 09:52:11
安全生产与监督(2016年5期)2016-09-07 05:33:48
制造技术与机床(2015年10期)2015-04-09 07:05:50
