圆锥滚子轴承内圈小挡边外斜角的改进
2013-07-22 00:41:24王贵吉袁星辉何召集袁艳杰
轴承 2013年9期
王贵吉,袁星辉,何召集,袁艳杰
(洛阳汇工大型轴承制造有限公司,河南 洛阳 471000)
1 问题的提出
目前,圆锥滚子轴承的内圈及保持架按设计尺寸加工后,其内组件在装配过程中滚子与内圈小挡边会产生干涉,造成装配困难甚至无法装入。这种情况对于多品种、小批量生产的中大型轴承(滚子直径在30 mm以上)较为常见。滚子与内圈小挡边的干涉如图1所示。在此情况下,若将滚子强行压入滚道,必会造成滚子划伤,最终导致轴承工作中出现早期失效。为解决此问题,若增大保持架的扩张量,在保持架加工时就需要增加窗孔长度,这会造成保持架轴向窜动量过大,影响轴承的工作性能;若减小小挡边径向高度,轴承在工作过程中滚子小端容易压到小挡边,引起轴承早期失效。
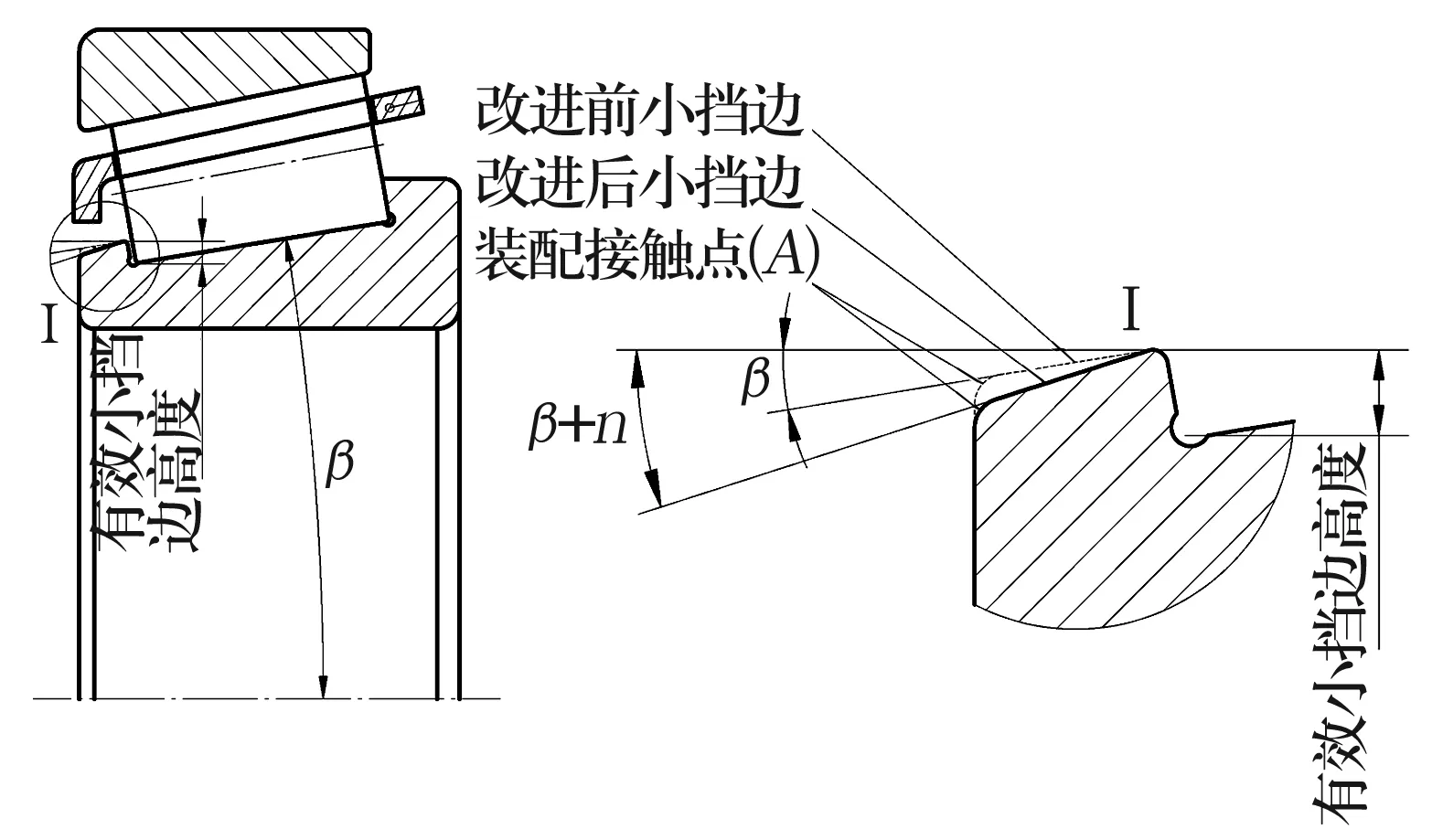
图1 圆锥滚子轴承挡边外斜角改进示意图
2 改进措施
装配过程中,滚子与内圈小挡边在A处发生干涉(图1),因此,对此处的结构进行了改进。在不改变有效小挡边高度的情况下,增大小挡边外斜角(目前设计的小挡边外斜角与内滚道角度β一致),小挡边外斜角增大量n与小挡边宽度B1及滚子直径有关。根据长期经验总结出的相互关系见表1。
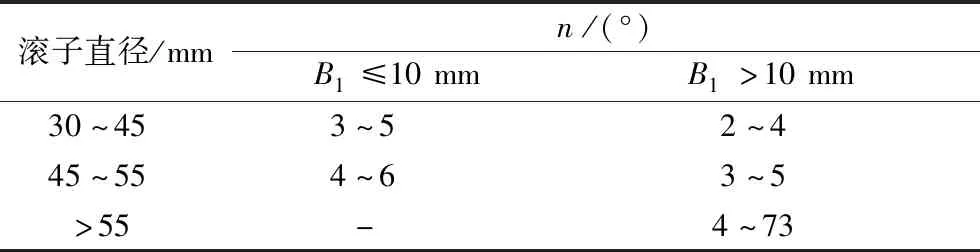
表1 小挡边外斜角增大量与滚子直径及小挡边宽度的互关系
3 改进后效果
改进设计后,内组件装配顺利,在保证内圈小挡边有效径向高度的同时,避免了其与滚子的干涉,避免了内圈及保持架的二次返修,提高了生产效率,降低了生产成本。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:50
哈尔滨轴承(2020年3期)2021-01-26 00:34:54
云南化工(2020年11期)2021-01-14 00:51:02
河北理科教学研究(2020年2期)2020-09-11 06:15:56
轴承(2018年10期)2018-07-25 07:22:22
试题与研究·教学论坛(2016年16期)2016-07-02 08:38:22
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46