
深沟球轴承安装中几种常见问题与改进
2013-07-21 08:23:26夏奇志
轴承 2013年2期
夏奇志
(无锡市华通微型轴承厂 技术部,江苏 无锡 214037)
在旋转机构中,轴承作为旋转部件决定着机构的旋转精度、性能和寿命。轴承的安装和使用对轴承的精度、性能和寿命同样起关键的作用。文中分析常规轴承在安装过程中出现的一些问题,并提出改进措施,以减少轴承的不当安装对其精度、性能等的影响。
1 安装原则
轴承在安装过程中一般应遵循以下原则:
(1)轴承安装到轴上时,轴向作用力应施加在内圈端面上,不得施加在外圈端面上并通过外滚道、滚动体、内滚道将力传递到内圈,使内圈与轴相对运动进行安装。
(2)轴承安装到轴承座内时,轴向作用力应施加在外圈端面上,不得施加在内圈端面上并通过内滚道、滚动体、外滚道将力传递到外圈,使外圈与座孔相对运动进行安装。
若违背以上原则,则会导致轴承性能下降,甚至过早失效。
2 存在的问题及改进措施
(1)将轴承装入轴承座内时,直接压内圈端面。在图1中,上模头压轴承内圈端面,将其安装到轴承座内。上模头施加的作用力通过内沟道、钢球、外沟道的顺序传递到外圈上,这样钢球会在沟道接近挡边处冲击出微小凹坑,从而破坏沟道的精度,轴承工作时会出现较大的噪声和振动。
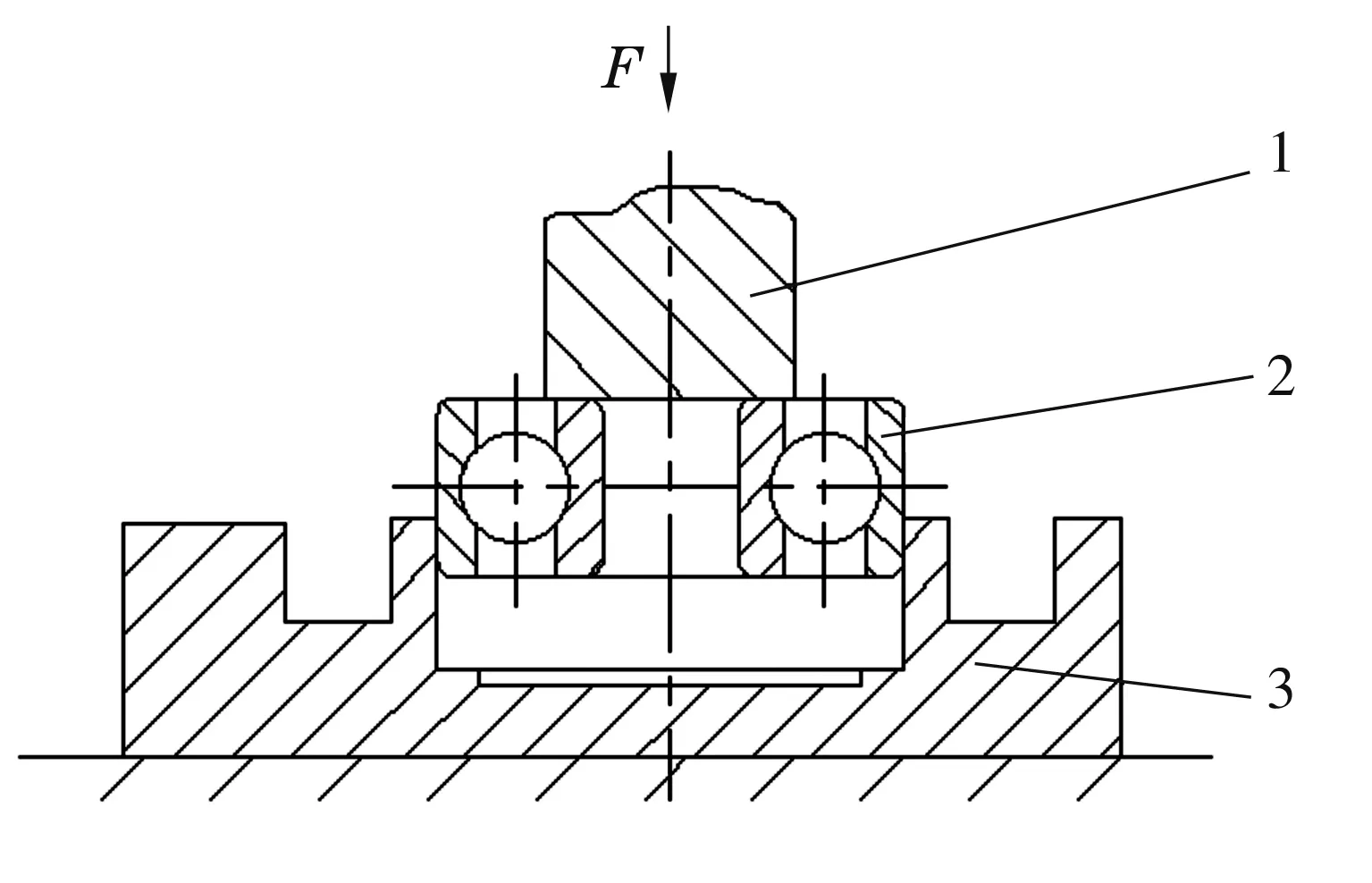
1—上模头;2—轴承;3—轴承座
为此,对安装方法进行了改进,如图2所示。上模头对外圈端面施加作用力,安装过程中,由于施加的安装力由外圈承受,钢球没有传递压力,因而沟道不会破坏。
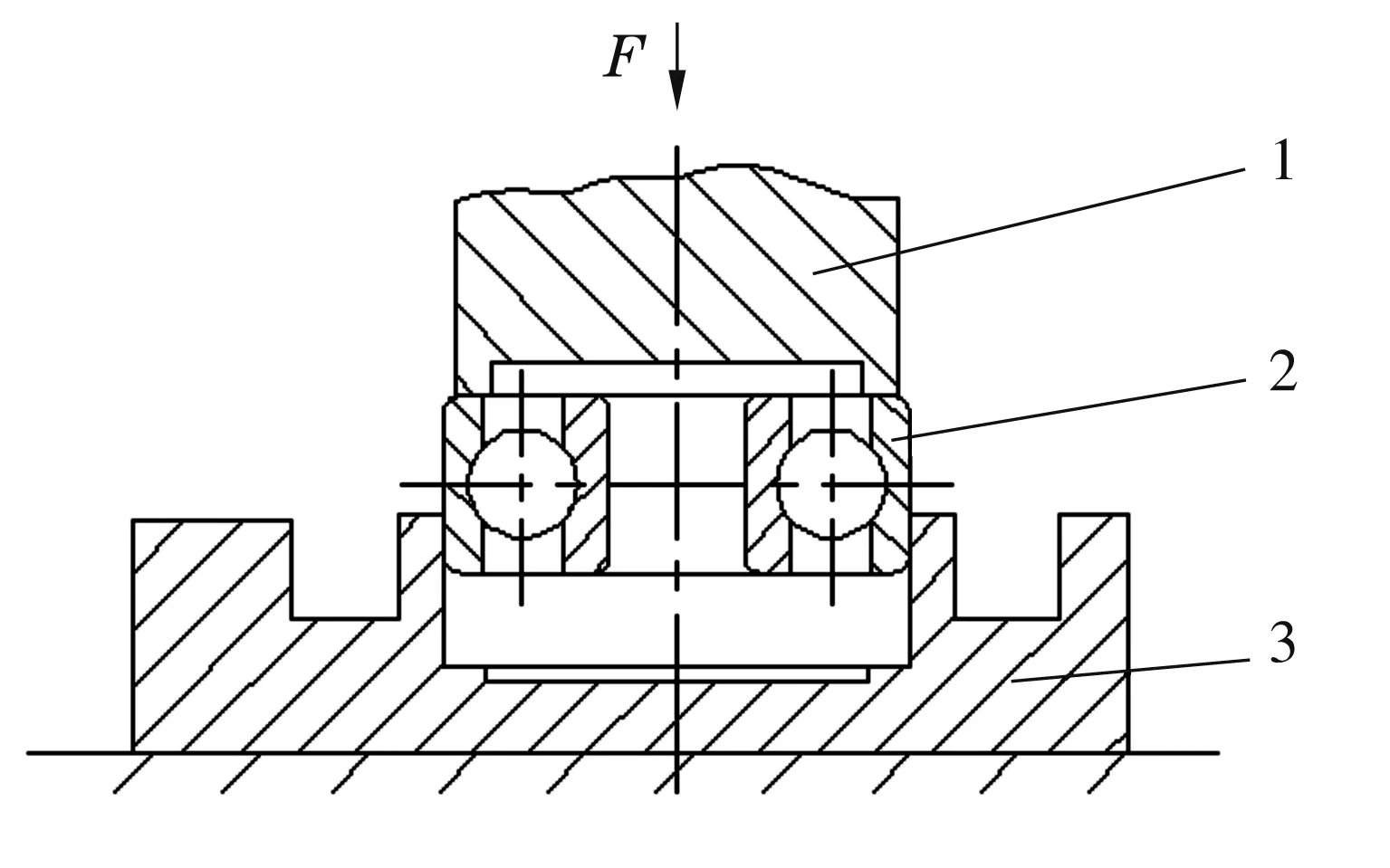
1—上模头;2—轴承;3—轴承座
(2)利用一副压模分2次把轴承安装到轴承座和轴上。不恰当的安装方法如图3所示。首先,将轴承安装到轴承座内时,由于下模凸台与内圈端面间存在一定间隙(此时假设内、外圈宽度相等或外圈宽度大于内圈宽度),钢球没有传递压力,安装方法合理(图3a)。但随后在将偏心块的轴端安装到轴承内孔时(图3b),由于下模凸台没有支撑轴承内圈端面,因此,安装过程中压在偏心块上的力通过钢球传递到了外圈上,使轴承沟道接近挡边处产生微小凹坑,从而破坏了沟道的精度。在图3中,如果内圈宽度大于外圈宽度时,安装偏心块的轴端到轴承内孔时不会出现问题,但轴承装入轴承座中时会出现上述类似问题。

图3 原模具
为了避免这种损伤,对模具进行了改进,如图4所示。安装轴承到轴承座内时,轴承没有损伤。把偏心块轴端安装到轴承内孔时,由于凸台的高度比轴承座的H尺寸大0.4 mm左右,因此压力全由内圈承受,钢球不传递压力,不会损伤轴承。

图4 改进后模具
(3)转子两端轴承一次安装。如图5所示,由于模具设计不合理,在安装过程中会损伤沟道。上轴承安装时,钢球不传递压力,然而下轴承安装时,压在转子上的力会通过内圈和钢球传递到外圈上,使沟道在接近挡边处产生微小凹坑,从而破坏轴承沟道的精度。
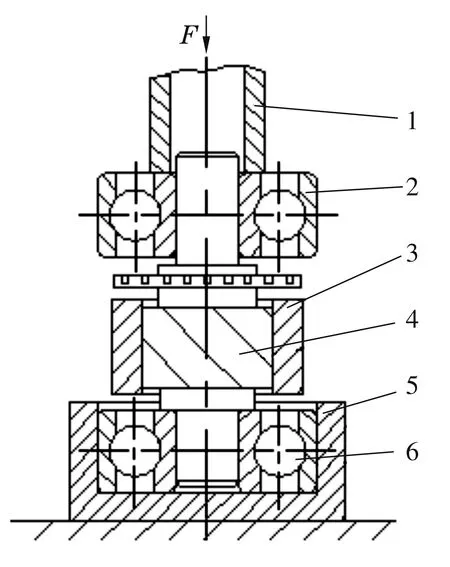
1—上模头;2—上轴承;3—固定架;4—转子;5—下模;6—下轴承
为了避免这种损伤,对模具进行了改进,如图6所示。在下模内增加一个凸台垫圈,让其支撑轴承内圈的端面,这样钢球就不会传递压力,从而避免了轴承的安装损伤。

1—上模头;2—上轴承;3—固定架;4—转子;5—下模;6—下轴承;7—凸台垫圈
(4)安装密封轴承时轴承座形成密封腔。采用图7所示结构的模具将密封深沟球轴承装入轴承座时,由于轴承外径与轴承座之间为过渡配合,同时上模头的定芯与轴承内径之间的间隙过小(0.015 mm左右),在轴承被瞬间快速压下时,密封腔内的空气不能顺利地通过上模定芯和轴承内径间的间隙排出,于是高压空气会从密封圈与套圈密封牙口间的间隙排到上模内,从而造成密封圈从套圈密封牙口内脱落,使轴承失去密封性能而过早失效。
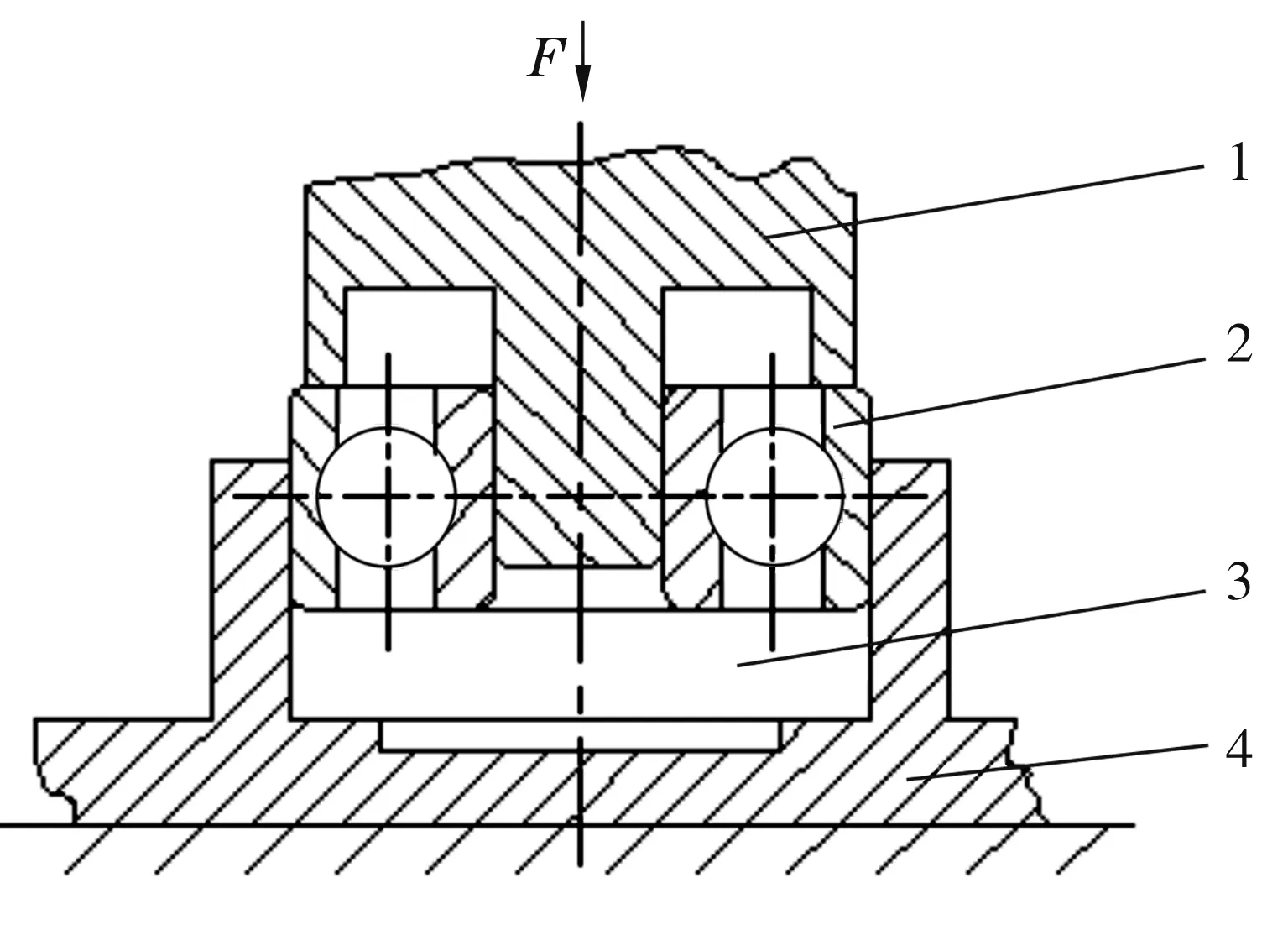
1—上模头;2—轴承;3—密封腔;4—轴承座
针对这种情况,对上模进行了改进,结构如图8所示。将上模定芯铣出一个小平面,并在上模上钻4个呈十字交叉的排气孔,这样密封腔内的空气就能够顺利地经排气通道排出,避免了密封圈的脱落。
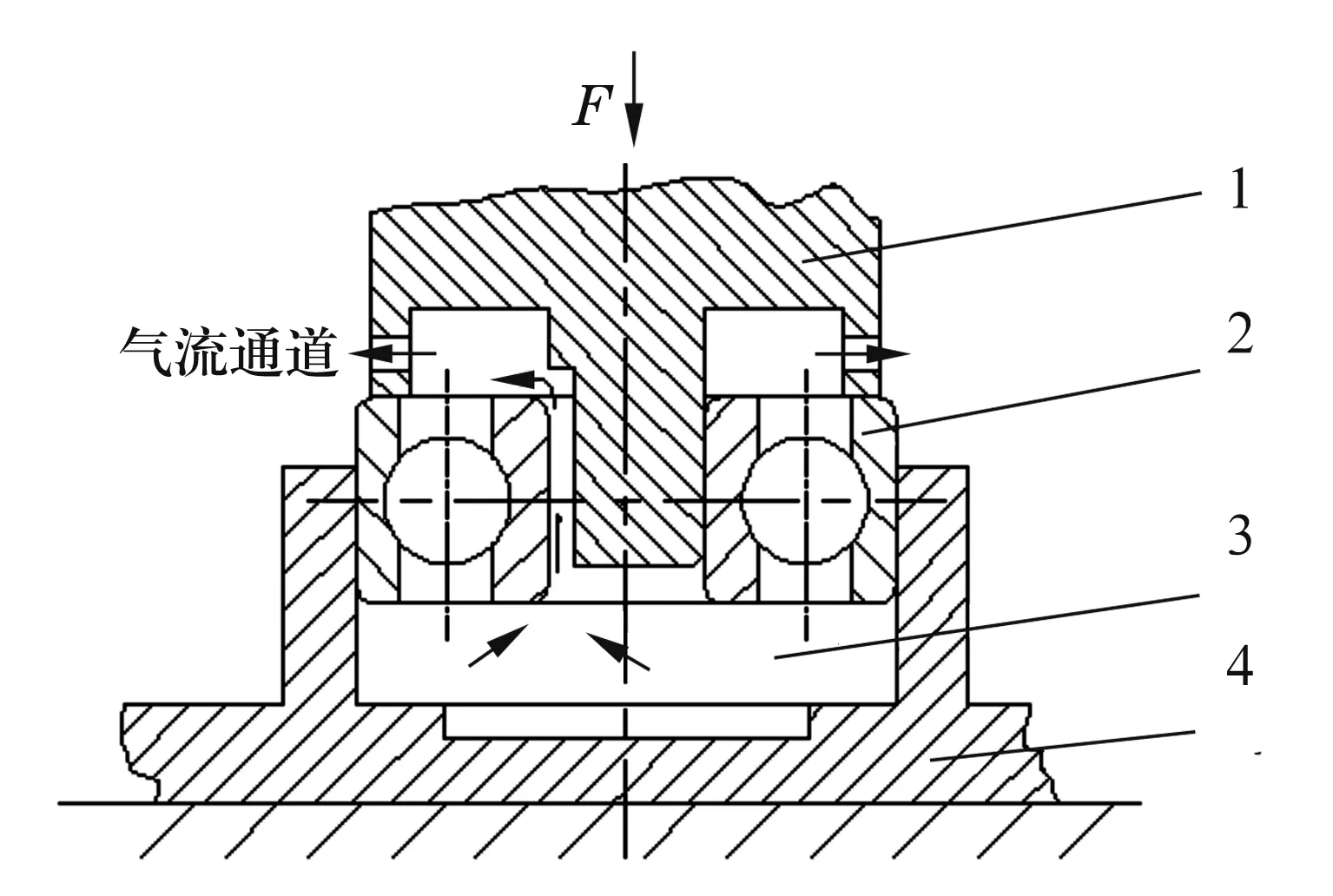
1—上模头;2—轴承;3—密封腔;4—轴承座
3 结束语
据相关统计,70%以上轴承失效的原因是安装使用不当造成的,因此在安装时必须尽可能采用合理的工装模具及方法,减少轴承的损伤及不必要的返工,从而降低生产成本。
猜你喜欢
大电机技术(2022年2期)2022-06-05 07:28:48
中国钼业(2022年5期)2022-03-24 10:42:01
防爆电机(2022年1期)2022-02-16 01:14:00
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
昆钢科技(2021年2期)2021-07-22 07:46:54
哈尔滨轴承(2020年4期)2020-03-17 08:13:52
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
设备管理与维修(2018年2期)2018-02-09 08:34:44
中国铸造装备与技术(2017年3期)2017-06-21 11:33:34
机电产品开发与创新(2014年6期)2014-03-11 16:42:45
