含脱沥青油和焦化蜡油原料在RN-32V催化剂上的加氢处理
2013-07-19 02:52陈俊宇唐礼焰
石油炼制与化工 2013年2期
陈俊宇,唐礼焰
(福建联合石油化工有限公司,福建 泉州362800)
福建联合石油化工有限公司2.3Mt/a蜡油加氢处理装置于2009年6月建成并一次开车成功。该装置原料油的沥青质含量和残炭高,使得催化剂的生焦倾向较大。为解决生焦及金属含量高导致的催化剂活性下降和反应器床层压降上升快的问题,该装置在2011年5月(运转第二周期)采用中国石化石油化工科学研究院(简称石科院)开发的劣质蜡油加氢预处理RVHT技术[1-2]及相应的RN-32V[3]、RMS-1[4]等专用催化剂,以达到改善操作和提高产品质量的目的。RN-32V催化剂采用优化的加氢活性金属组合和特定的改性载体以及新的制备方法,具有良好的脱硫、脱氮性能。
1 装置概况
2.3Mt/a蜡油加氢处理装置以减压蜡油、焦化蜡油和脱沥青油的混合油为原料,质量比例分别为49.76%,7.42%,42.82%,混合原料油具有干点高、沥青质含量高、残炭高和金属含量高的特点。原料油经过加氢脱硫、脱氮反应,为催化裂化装置提供优质低硫原料,同时副产柴油、石脑油及少量酸性气。装置反应压力为14.04MPa,新氢由4.5MPa氢气管网供给,管网氢气来自重整氢气及IGCC装置产氢经PSA提纯。反应部分采用炉前混氢、热高压分离器流程,可节省换热面积、减小冷高压分离器尺寸,也可降低能耗;分馏部分采用“脱硫化氢汽提塔+分馏塔”流程,使H2S和轻组分在汽提塔塔顶分出,反应生成油从汽提塔塔底抽出,进入产品分馏塔,在分馏塔中切割出相应的产品。
2 催化剂装填
2.1 催化剂性质及装填情况
由于装置加工的原料油中脱沥青油及焦化蜡油比例较高,混合原料油密度大,硫、氮含量高,金属含量高,除采用主催化剂RN-32V外,为了减缓反应器压差上升过快、减少金属在主催化剂床层的沉积,在反应器第一、二床层还采用RG系列保护剂、RDM系列脱金属剂,催化剂在反应器内的装填自上而下级配组合。表1为装置所用保护剂的性质,表2为主催化剂的性质,表3为催化剂装填数据。
2.2 催化剂的干燥和预硫化
催化剂装填完成后,用2.5MPa氮气对反应系统进行了气密性检验,气密合格后对催化剂进行干燥,干燥过程压力为2.5MPa、温度为160℃,干燥过程耗时38h,干燥升温过程严格按石科院提供的方案进行。
催化剂的预硫化采用湿法硫化,硫化剂为二甲基二硫化物(DMDS),携带油为直馏常一线和常二线混合馏分油。硫化过程共耗时50h,理论所需硫量为21.299t,实际催化剂上硫量为21.160t;实际上硫量为理论值的99.3%,表明催化剂预硫化较完全。

表1 保护剂性质
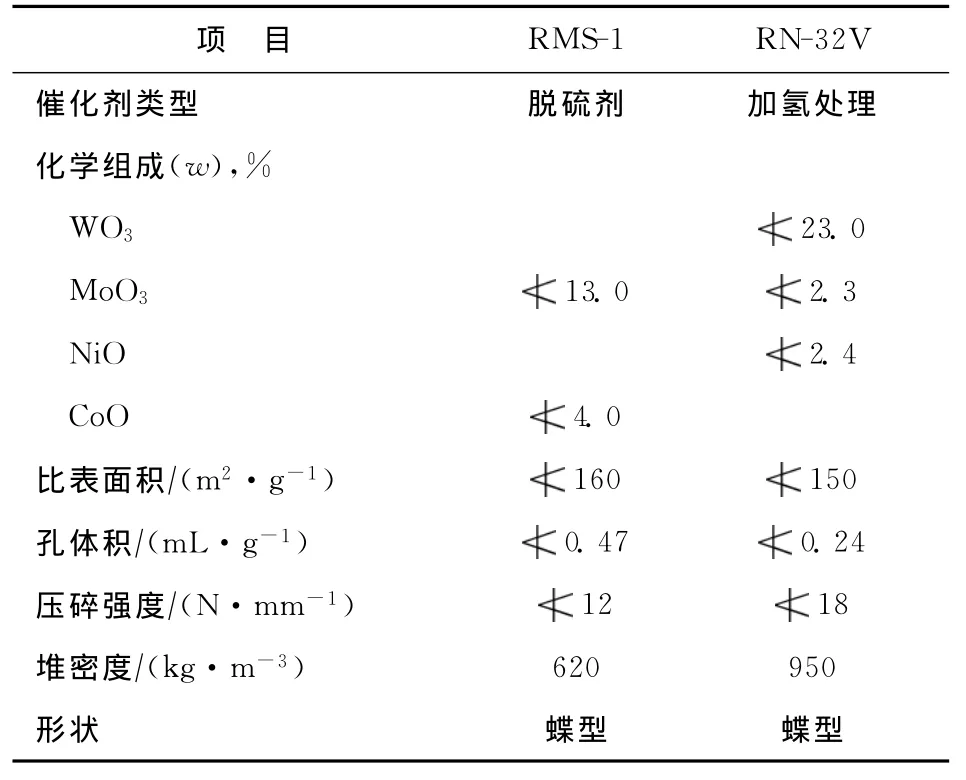
表2 主催化剂性质
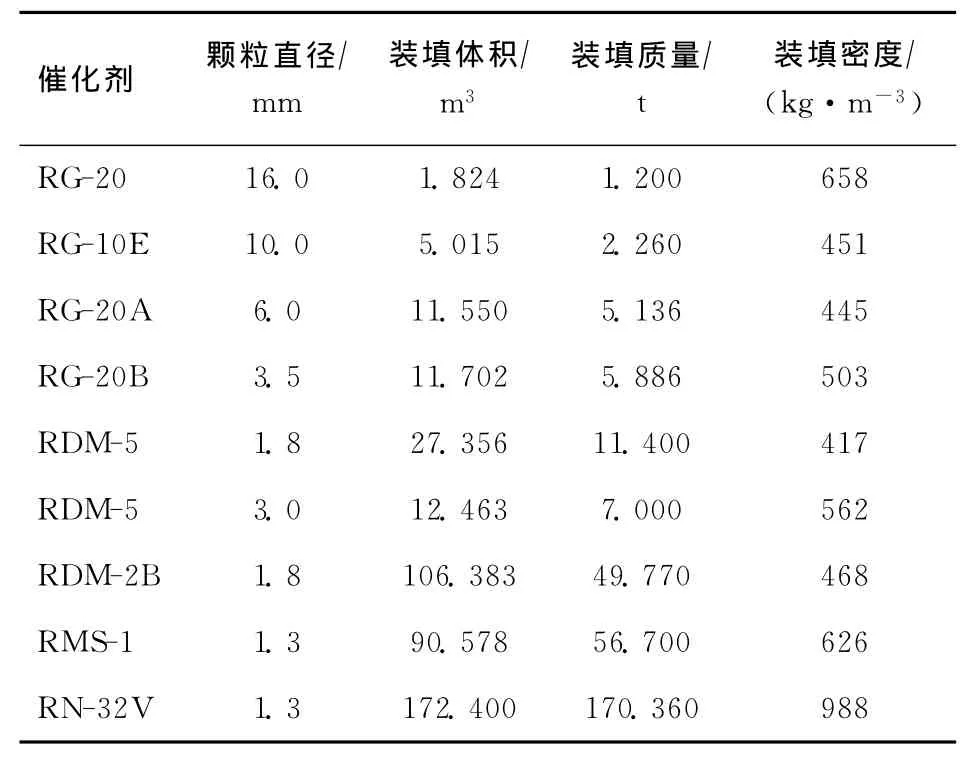
表3 催化剂装填数据
3 装置标定情况
在装置正常运转2个月后于2011年7月5日至7日进行了为期72h的初次标定,标定期间装置负荷为100%。鉴于平时加工的原料主要是减三线油和脱沥青油,原料油性质比较苛刻,标定期间的原料采用减压蜡油(VGO)、焦化蜡油(CGO)与脱沥青油的混合油,其中脱沥青油的质量分数要求为45%,达到123t/h。主要产品为精制蜡油。表4~表8分别为标定过程中装置的物料平衡、主要操作参数、原料与产品精制蜡油的性质、装置能耗及产品收率等。由于标定的第三天原料油不能满足正常供给,因此物料平衡表只统计48h的数据。
从表4可以看出:原料油中脱沥青油质量分数达到44.78%,基本上与石科院要求的45%接近;产品中精制蜡油收率为89.18%,达到设计值不小于87%的要求。
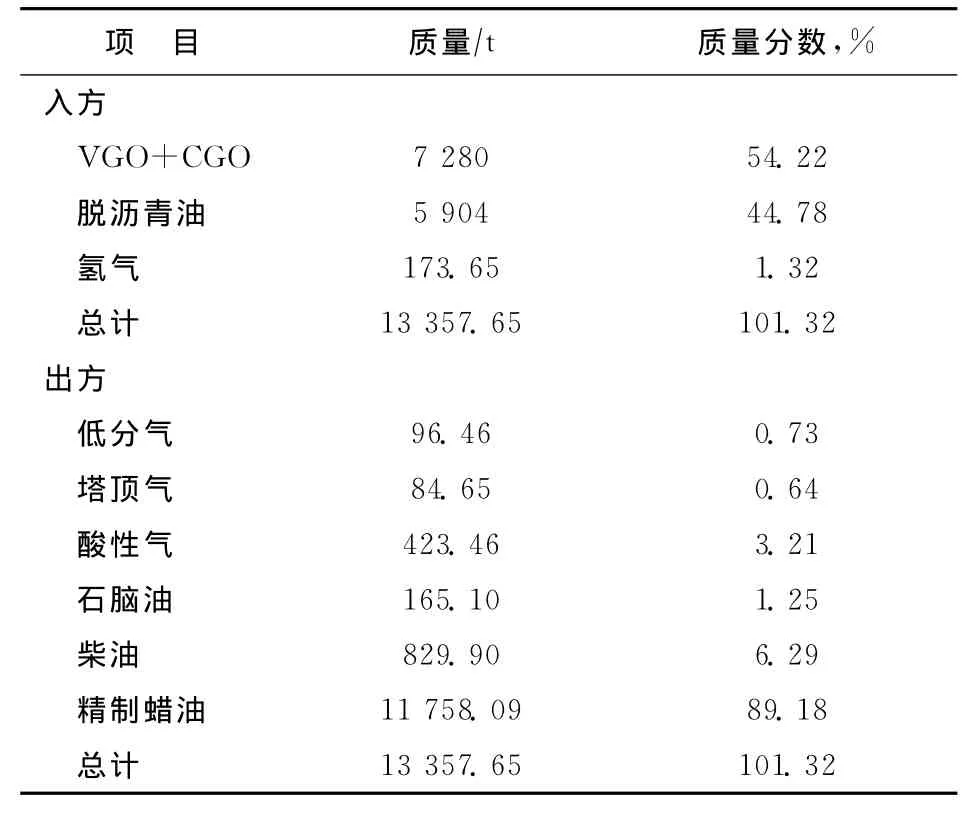
表4 装置的物料平衡数据
从表5可以看出,原料油中脱沥青油的性质比设计指标差,其中氮、铁、(Ni+V)含量均比设计值高,馏程数据明显高于设计值,脱沥青油、VGO与CGO混合油的性质在设计指标范围内。从表6可以看出,标定过程中平均反应温度为384.6℃,稍低于设计运行初期的385.0℃,说明催化剂在该阶段反应温度下能满足反应要求。

表5 原料油主要性质

表6 主要操作参数
从表7、表8可以看出:精制蜡油的金属Ni、V含量大大降低,硫、氮含量均低于设计值,能满足催化裂化进料的要求;尾油收率高,柴油收率比设计值低,说明催化剂选择性较好,这与装置的作用主要是对蜡油进行加氢脱硫、脱氮处理一致;标定期间加氢尾油收率、能耗均优于设计值,化学氢耗低于设计值,说明催化剂裂化性能较弱。在压力14.04MPa、反应器第一、二床层平均温度366.0℃以及第三、四床层平均温度387.0℃的条件下,催化剂对蜡油的反应选择性较好,RVHT技术对含脱沥青油及焦化蜡油比例较高的原料蜡油的加氢处理效果良好,能达到提供优质催化裂化原料的目的。
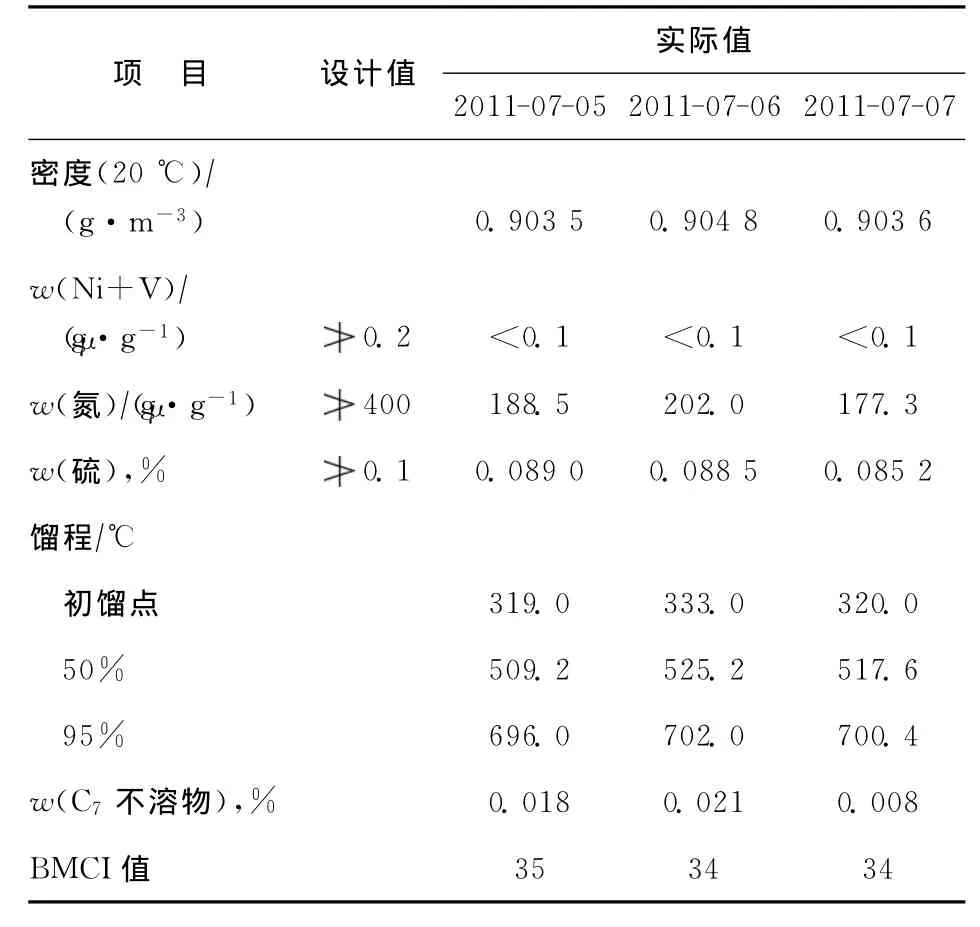
表7 精制蜡油主要性质

表8 标定期间能耗、收率情况
4 结 论
采用劣质蜡油加氢预处理RVHT技术及相应的RN-32V催化剂,福建联合石油化工有限公司2.3Mt/a蜡油加氢处理装置加工脱沥青油和焦化蜡油含量高的原料,在适宜的反应条件下能生产出硫、氮含量低的精制蜡油;尾油收率高,柴油收率低,催化剂选择性较好;能耗较低,化学氢耗较低,催化剂裂化性能较弱。
[1]蒋东红,龙湘云,胡志海,等.蜡油加氢预处理RVHT技术开发进展及工业应用[J].石油炼制与化工,2012,43(3):1-5
[2]胡志海,聂红,石亚华,等.RIPP催化裂化原料加氢预处理技术实践与发展[J].石油炼制与化工,2008,39(8):5-9
[3]于德海,廖勇,闫乃锋,等.加氢装置改造及RN-32V蜡油加氢催化剂的工业应用[J].石油炼制与化工,2006,37(8):20-23
[4]胡文景,孙振光.渣油加氢处理(RHT)系列催化剂的工业生产和应用[J].石油炼制与化工,2005,36(7):55-58
猜你喜欢
价值工程(2022年19期)2022-06-14
能源化工(2021年2期)2021-12-30
石油炼制与化工(2020年7期)2020-07-08
石油石化绿色低碳(2019年6期)2019-01-14
文学少年(绘本版)(2018年5期)2018-07-02
广东石油化工学院学报(2016年6期)2016-05-17
化工管理(2015年14期)2015-12-21
化工管理(2015年36期)2015-08-15
重庆三峡学院学报(2015年3期)2015-06-27
合成化学(2015年5期)2015-03-26