
30 t EBT 电弧炉-LF 精炼炉生产铁路铸钢件的工艺研究
2013-07-11 04:01贾长江宋德晶孙宝金
铸造设备与工艺 2013年2期
贾长江,宋德晶,孙宝金,隋 臣
(齐齐哈尔轨道交通装备有限责任公司热工艺部,黑龙江 齐齐哈尔 161002)
随着铁路货车提速重载技术的迅速发展,国内运行时速提高到120km/h,运用转向架达到25t轴重、27t轴重和30t轴重,载重量由60t提高到70t~100t,列装由3000t-5000t提高到1万t-2万t。我国至今已为国际矿石出口商澳大利亚力拓公司、BHP公司、FMG公司和巴西淡水河谷公司生产了近10000辆矿石车。最大的矿石车编组为240辆/列,总牵引重量为3.84万t,为大秦线总牵引重量的1.7倍,其运用转向架已经达到了35t轴重、37t轴重和40t轴重,可见其运行工况非常恶劣。
重载、快捷货车的关键、核心部件大多为铸钢产品(如摇枕、侧架、车钩等)。随着铁路货车提速重载技术的深入发展,对铁路铸钢产品的质量、性能提出了更高的要求。如摇枕、侧架、车钩技术条件对钢中[O]含量和夹杂物进行了严格规定。通过精炼技术提高铸钢件质量是铁路铸钢件生产发展的必然趋势,偏心底出钢电弧炉的留钢留渣操作,可实现无渣出钢,钢流短且呈直线状,为精炼炉提供优质钢液。LF炉精炼具有精确控制钢水成分和浇注温度,降低钢中[O]、[N]、[P]、[S]含量,降低钢中夹杂物含量和改变夹杂物形态等功能,而且设备简单,投资费用低,操作灵活被广泛应用。
国内一家公司于2012年7月投产30t偏心底出钢电弧炉-30tLF钢包精炼炉,此套装备是目前世界上用于铁路铸钢件生产的吨位最大的现代化冶炼和精炼装备。经过半年的试验和改进,生产流程日趋稳定,产品质量稳步提高。主要生产铁路低合金铸钢件,如摇枕、侧架等,钢种为DB钢(低温B级钢)、B级钢(ZG25MnNi)、B+级钢(ZG25Mn-CrNi)、C级钢(ZG25MnCrNiMo)等。
1 工艺流程及主要设备参数
冶炼工序主要工艺流程为:EBT电弧炉初炼(降碳、去磷、去气)——出钢(控渣、初调成分)——LF炉精炼(升温、造渣脱硫、成分微调)——喂线(软吹)——热装塞杆——引流浇注。EBT电弧炉及钢包炉(LF)的主要技术参数见表1.

表1 EBT 电弧炉及钢包炉(LF)的主要技术参数
2 主要工艺要点
2.1 EBT 电弧炉初炼工艺
熔氧期的主要任务是采用熔氧结合的方式,合理供电,及时吹氧助熔,尽快使固体炉料熔化成为均匀的钢液;利用熔氧前期温度不高对去磷的有利条件,及时造渣及流渣,使磷低于成品规格的一半以下;控制好脱碳速度,保证熔池均匀激烈的沸腾,去除钢中的气体和非金属夹杂物,使熔氧末期钢液的成分和温度达到出钢工艺要求。
采用留钢留渣操作,留钢量10%~15%。生铁配碳,熔清碳0.50%以上,三次装料法,石灰随废钢加入料罐。留钢留渣操作在通电后即可吹氧,利用熔化前期温度不高对去磷的有利条件,调整好炉渣的碱度、氧化性、流动性和渣量,去除钢中50%~70%的磷。熔化后期及时推料,以加速熔化,去磷操作应在熔化期完成,保证炉渣的碱度和氧化性,及时补加石灰和吹氧操作。及时放掉高磷炉渣,以免后期发生返磷。最后一次加料前根据前期流渣情况部分放渣,一般为渣量的10%~30%。全熔后取熔清样,如磷高则进行换渣操作,低功率供电。在磷能达到要求的情况下,熔氧后期以吹氧升温为主,保证熔池均匀而活跃的沸腾,促进气体和夹杂物的去除。根据不同的吹氧目的采用不同的吹氧操作,化渣操作在渣面或渣层中吹氧;脱碳操作吹氧管与钢液面成20°~30°角,插入钢水深200mm左右,沿水平方向徐徐移动;脱磷操作在钢渣界面吹氧,增加反应界面,促进钢渣反应。整个熔化、氧化过程渣量要达到3%~4%,前期渣量偏大,后期偏小,碱度达到2~3.在熔氧后期操作中应做到:在氧化顺序上,先磷后碳;在温度控制上,先慢后快;在造渣上,先大渣量去磷,后薄渣脱碳。
2.2 EBT 电弧炉出钢
2.2.1 成分要求
1)出钢前碳含量,考虑后期加入合金,造渣材料、电极及包衬所带入的碳后不大于规格要求。
2)熔氧期加入镍、钼等合金的,其成分小于成品要求。
3)出钢前磷含量,加入合金所带入的磷加上回磷0.002%~0.003%后不大于规格要求,具体磷含量要求见表2.

表2 出钢前磷含量要求(质量分数,%)
2.2.2 出钢温度要求见表3.

表3 出钢温度要求
2.2.3 出钢工艺
钢包烘烤温度超过800℃,包衬呈亮红色。出钢前60s内精炼包开始吹氩,保证透气正常,若不透气,不允许出钢,必须换包处理。出钢时,炉体向出钢方向倾4°~6°,形成足够的钢水静压力,打开出钢口底板,放掉出钢口填料,钢水自动流出,如烧结层较厚,钢水流不出来,要用氧气烧开。炉体倾动速度合适,保证出钢口上面的钢水深度基本不变,炉体的倾动角度要与装入量和出钢的吨位密切配合,出钢箱内的钢水液位不能过高,防止钢水从EBT填料孔溢出或者烧坏水冷盘。但钢水液位也不能太低,否则出钢时的涡流现象卷渣进入钢包。出钢时随钢流加入铝饼或铝块0.7kg/t~1.1kg/t,合金在出钢1/4左右时按规格下限加入,同时加入精炼渣5kg/t~8kg/t,石灰3kg/t~5kg/t.严格控制出钢量,当电子显示屏显示出钢量达到计划出钢量的95%时,迅速将炉摇到出渣方向5°位置。出钢过程中重点控制不能下渣,如果下渣,根据下渣多少加10kg~15kg碳化硅进行脱氧。
2.3 LF 钢包炉精炼
钢包炉精炼的主要任务是使钢液脱氧,尽可能地降低钢液中溶解的氧和氧化物夹杂;将钢中的硫去除到小于钢种规格要求;调整钢液的合金成分,保证成品钢中所有元素的含量都符合标准的要求;全程吹氩,促进钢中非金属夹杂物上浮;调整钢液温度,确保精炼正常进行并有良好的浇注温度。
钢包到位后,降下炉盖,补加石灰、萤石并以中低功率供电,化渣阶段中等强度供氩,以加速化渣并促进钢渣反应。精炼过程中,总渣量保持在当炉钢水量的1.5%~2.5%,渣中的主要化学成分见表4.

表4 精炼渣(变渣后)的主要化学成分(质量分数,%)
化渣结束后加入碳化硅粉(或硅铁粉+碳粉)脱氧造渣,炉渣转白后高强度供氩4min~6min,促进钢渣界面反应,促进脱氧、脱硫反应进行。温度达到1550℃,取样分析钢液化学成分。根据分析结果调整化学成分,确定合金加入量。增碳时要抬起电极,高强度供氩,将增碳剂加入氩气翻腾处,使成分均匀,碳收得率稳定。调整成分合金加入后,在炉内还原气氛下高强度供氩5min以上,测温,取第二个还原样分析,选择合适的电压档位,使钢水达到工艺要求的温度。根据第二个还原样分析结果确定是否再进行成分调整。测温取样时,停电并调低氩气压力,取样部位为钢包中心,深度在钢液面以下300mm~500mm处。合金加入量计算公式:合金加入量(kg)=(目标成分%-终点残余成分%)×钢水量(kg)/(合金元素含量%×元素收得率%),元素收得率见表5.

表5 常用合金元素收得率(质量分数,%)
2.4 喂线
吹氩压力0.15MPa~0.25MPa,根据透气砖情况适当调节,吹氩搅拌强度控制钢液面微露即可,禁止大面积裸露。铝线铝含量≥99%,铝线直径9.5mm.喂线速度80m/min~150m/min,保证铝线穿入钢水内,避免飘浮在表面烧损。喂入量0.5kg/t~0.7kg/t(成品要求铝含量:0.02%~0.06%),喂线结束后,软吹氩3min以上。
2.5 热装塞杆
精炼炉热装塞杆多箱浇注技术的成功应用,解决了实施电弧炉+精炼炉双联工艺流程进行多箱铸件浇注的工艺难题。先进行塞杆冷装,冷装结束后用塞杆吊将塞杆吊出放入塞杆窑中进行烘烤,温度150℃~240℃,加热时间1h以上。
钢包到达热装塞杆工位以后,对横臂与钢包升降机构连接部位进行清理、吹扫,保证接触良好,接触面无灰尘杂物、无残钢残渣。操作者启动塞杆吊,将加热后的塞杆吊到盛满钢水的精炼包上部。将塞杆压入钢液内,横臂定位销子插入连接架销孔中,将锁紧销子插入定位销孔打紧,并用力紧固顶紧螺栓,使塞杆装置中横臂及塞杆与连接件连接紧密、牢固。旋转塞杆吊手轮将塞杆吊与塞杆及横臂松开,将塞杆吊旋开,热装塞杆结束,操作过程如图1所示。
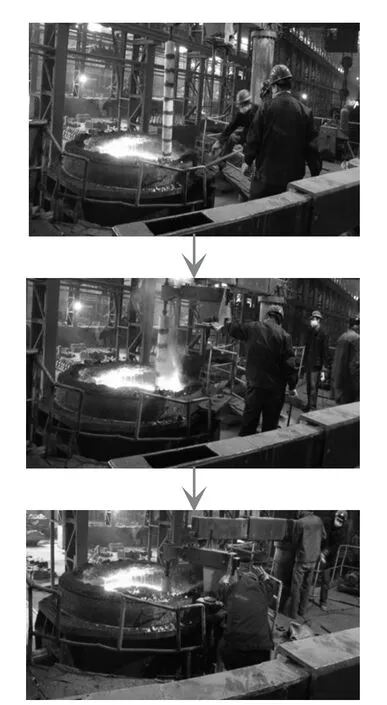
图1 热装塞杆过程
2.6 开浇引流
热装塞杆结束后,精炼包吊到引流场地,打开浇注口底塞,放掉引流砂,钢水就会自动流出。如果烧结层较厚,要用铁钩引流或烧氧处理。放掉300kg~500kg钢水预热铸口,关闭后到浇注区进行浇注。
3 生产实践
半年多的生产实践,留钢留渣操作,熔氧结合操作,偏心底电弧炉冶炼时间控制在90min~150min.LF炉精炼时间控制在40min~50min,成分、温度、[P]、[S]、[O]、[N]、夹杂物均控制在较好的水平。
3.1 温度控制
LF炉的加热工位通过合理调整电流电压和供电时间,调整吹氩强度可使钢水的温度得到有效控制,温度范围可控制在±3℃。LF精炼时间45min左右,精炼包工作层耐火材料与钢水达到热平衡,浇注过程的温降较小,约为1℃/min。精炼过程全程吹氩,钢水温度特别均匀。工艺要求的浇注温度1580℃以下,随机抽取2012年11月份8炉铸钢件浇注情况如表6.
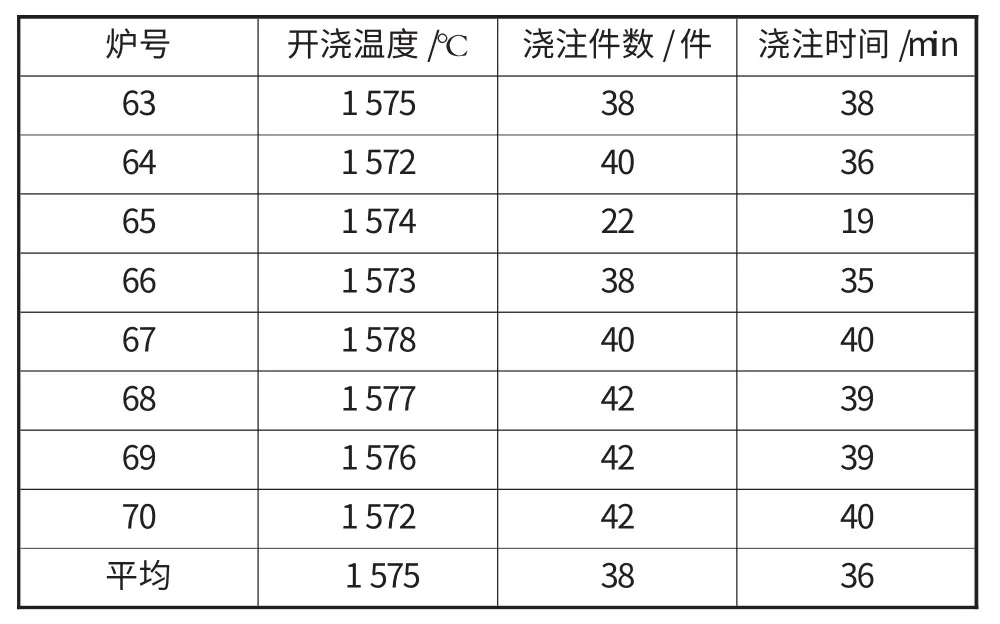
表6 浇注情况统计表
3.2 成分控制
初炼炉留钢留渣操作,熔氧结合工艺,造高碱度、高氧化性、流动性良好的氧化渣,在熔氧前期温度较低的情况下对脱磷十分有利,熔氧后期流渣操作,放掉高磷炉渣造新渣,出钢前可控制在较低水平。留钢操作,出钢过程不下渣,减少了后期还原的回磷,磷含量可控制在0.015%以下。
出钢过程随钢流加入低熔点合成渣,利用钢渣混冲扩大脱硫反应界面,可去除钢中30%~50%的硫,LF精炼过程中造高碱度、低氧化性、流动性良好的炉渣,在较高温度下利用氩气的搅拌,硫可控制在0.010%以下甚至更低。
其他化学成分在出钢时粗合金化过程中达到钢种规格下限,在精炼炉中微调到中限,补加合金的准确称量和氩气的充分搅拌,逐步将成分调到理想数值。脱氧、脱硫、合金化完成后,喂铝线终脱氧并调整铝含量,铝含量可控制在较小范围内。随机抽取2012年11月份生产的DB钢化学成分如表7.
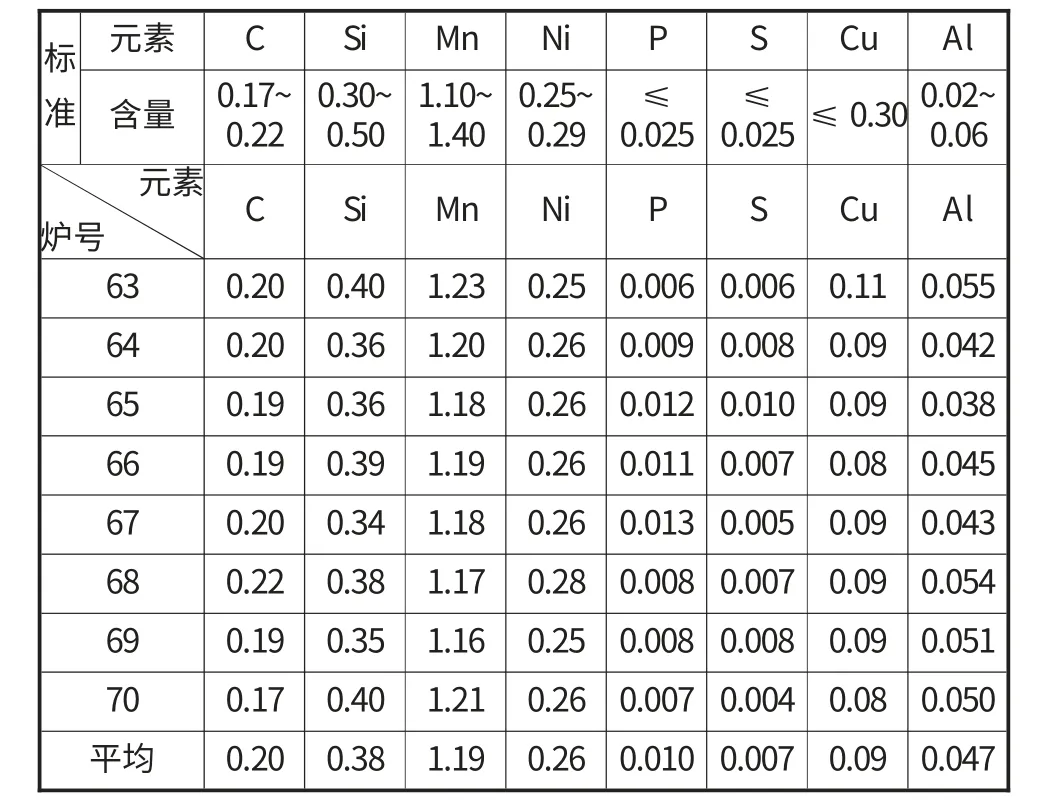
表7 DB 钢化学成分(质量分数,%)
3.3 [O]、[N]和夹杂物控制
熔氧期脱碳量在0.30%以上,脱碳速度控制在0.01%/min~0.03%/min,保证熔池均匀活跃的沸腾,去除钢液气体(氢和氮)及夹杂物,以达到清洁钢液的目的。钢水中碳氧反应生成CO气泡,并在钢液中上浮。这些CO气泡对于熔解在钢中的[H]、[N]就是一个真空室,钢中的氢和氮将不断向CO气泡扩散,随气泡上浮而带出熔池。同时悬浮在钢液中的SiO2、TiO2、Al2O3等细小固体夹杂物,在氧化性的钢液中易形成FeO·SiO2、FeO·TiO2和FeO·Al2O3等低熔点大颗粒夹杂物,在沸腾的钢液中夹杂物容易相互碰撞形成更大的夹杂物,并上浮到渣中被炉渣吸收。CO气泡在上浮过程中,其表面也会粘附一些氧化物夹杂,在钢液沸腾时去除。
LF炉操作过程中钢液会吸氮。在精炼温度下,钢液中的氮远未达到平衡,只要钢液与大气接触就会吸氮,因此合理控制精炼时间,控制吹氩强度和高强度供氩时间,减少钢液裸露时间非常重要。全程吹氩有利于脱氧产物的上浮去除,氩气泡的搅拌类似于熔氧期CO气泡的搅拌环境。钢水弱搅拌净化处理技术是通过弱的氩气搅拌促使夹杂物上浮,它对提高钢水质量起到关键作用。由于钢包熔池深,钢液循环带入包底的夹杂和卷入钢液的渣需要一定时间和动力促使上浮。弱搅拌不会导致卷渣,吹入的氩气泡可为10μm或更小的不易排出的夹杂颗粒粘附在气泡表面,随着气泡的上浮而排入渣中。弱搅拌时间为3min~5min,夹杂物总量可降低50%左右。随机抽取2012年11月份生产的铸钢件[O]、[N]及夹杂物如表8.
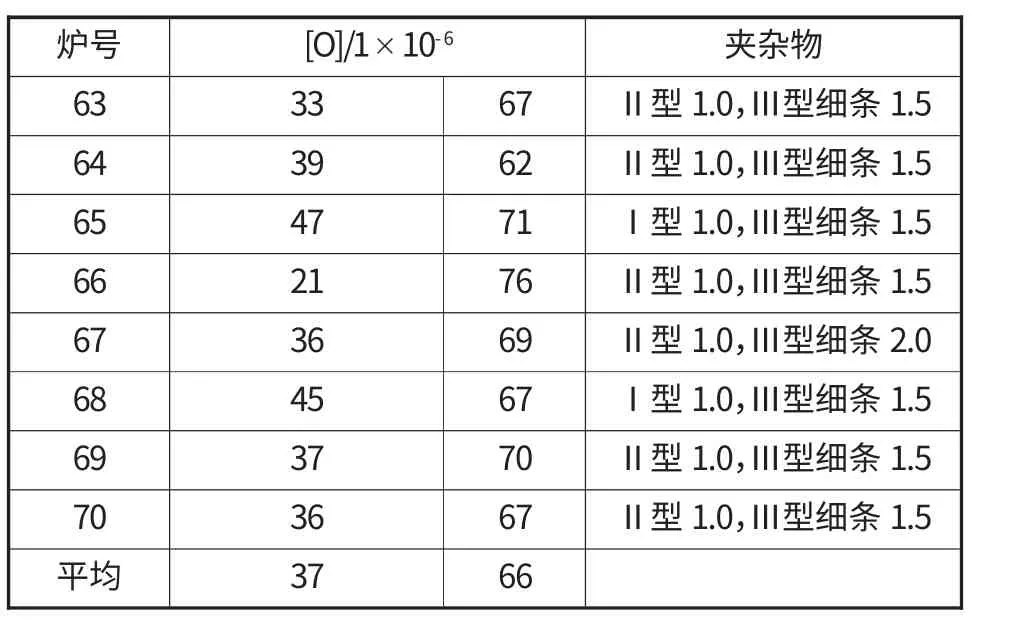
表8 [O]、[N]及夹杂物含量
4 结 语
1)EBT初炼+LF精炼工艺生产铁路铸钢件成分得到较精确控制,磷可控制在0.015%以下,硫可控制在0.010以下。
2)[O]可控制在50×10-6以下,[N]可控制在80×10-6以下,夹杂物数量、尺寸和形状得到有效控制。
3)浇注开始温度控制在(1575±3)℃范围内,钢水可浇性好。
4)EBT初炼+LF精炼工艺生产的铁路铸钢件能够满足铁路货车提速重载的发展要求。
[1]高泽平.炼钢工艺学[M].北京:冶金工业出版社,2006.
[2]俞海明.现代电炉炼钢操作[M].北京:冶金工业出版社,2009.
[3]王新江.现代电炉炼钢生产技术手册[M].北京:冶金工业出版社,2009.
[4]高泽平.炉外精炼教程[M].北京:冶金工业出版社,2011.
[5]徐强,孙宝金,出口铁路货车侧架工世分析[J].铸造设备与工艺,2012(1):21-24.
[6]黄剑,汪德伟.50 tLF 炉精炼工艺实践[J].冶金标准化与质量,2010(2):47-55.
猜你喜欢
上海金属(2022年5期)2022-09-26
材料与冶金学报(2022年2期)2022-08-10
山东冶金(2022年2期)2022-08-08
辽宁科技大学学报(2022年1期)2022-05-29
上海金属(2020年5期)2020-09-26
中国铸造装备与技术(2019年2期)2019-04-01
中国金属通报(2019年9期)2019-01-03
铸造设备与工艺(2016年5期)2016-11-26
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
