金属成形工艺在航空紧固技术上的应用
2013-06-29 02:26赵庆云刘华东
锻压装备与制造技术 2013年1期
赵庆云,刘华东
(北京航空制造工程研究所,北京100024)
1 引言
机械连接是现代飞机结构的主要连接方法,虽然各种新型连接技术不断涌现,铆接和螺栓连接等传统连接方法仍是飞机装配的主要连接方法。相应地,紧固件在飞机上广泛分布,一架飞机上使用的紧固件,少的几十万件,多则二、三百万件。因而,如何高质、高效地生产出高性能的紧固件,满足各种机型的性能要求,并实现大批量稳定生产十分重要[1]。
紧固件的制造工艺与其性能和质量有密切的关系。先进的制造工艺不仅可以稳定和提高紧固件的质量,而且可以提高或者改善紧固件的性能。同时,由于紧固件是标准化的基础零件,批量大,使用范围广。工艺的制定一定要与紧固件的特点相适应。在保证产品质量和性能的前提下,尽可能提高材料利用率、提高制造效率和降低成本[2]。
金属成形工艺在紧固工艺上得到了应用,并对保证紧固件及其结构的性能起到重要的作用。本文在紧固件的制造加工技术的基础上,阐述金属成形技术在紧固件制造上的应用,并介绍了干涉连接技术和孔强化技术。指出金属成形技术是保证紧固性能的重要关键技术之一,强调了加强其研究的重要性和必要性。
2 镦锻
连续镦锻对大批量生产是一种非常高效的方法。好的镦锻工艺使工件能够快速精确地生产出来而没有报废。然而镦锻工艺的设计是个复杂的工作,大多数情况下依赖于经验。镦锻次数的选择依赖于工件的结构形状、尺寸精度以及所用的材料,其次使用的设备(几模几冲)和模具,也有很大的影响。
镦锻各工步采用诸如挤压、镦粗、矫方、冲孔等金属塑性成形方法[3,4],具体介绍如下。
2.1 正挤压
此工艺用于减小工件的横断面,冲头推动工件毛坯沿冲头运动方向流过模具。正挤压有两种工艺,通常用于成形紧固件螺纹毛坯以及光杆和螺纹毛坯的过渡部位。
2.1.1 开放式挤压
挤压时毛坯不在模具内。由于挤压力不能超过材料的屈服强度,所以开放式挤压的挤压量受限。然而,想要达到的挤压量可以通过多次挤压达到。此工艺成形的紧固件光杆与螺纹毛坯过渡部位为倒角,如航标系列螺栓。

2.1.2 封闭式挤压
挤压时工件被模具完全包围。封闭式挤压通常用在工件形状简单,挤压量大的情况。此工艺成形的紧固件光杆与螺纹毛坯过渡部位为圆弧,通常用于干涉紧固件,如英制HST 系列和公制YSA 系列螺栓。
2.2 反挤压
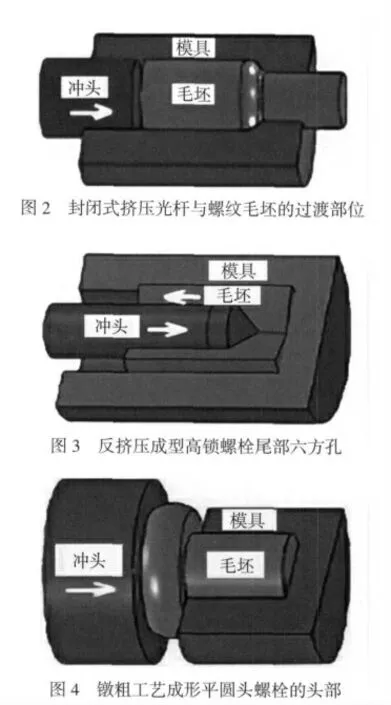
反挤压也减小毛坯的横面,只是材料流动方向与冲头运动方向相反。此工艺通常用于在工件上制造空洞或孔,如高锁螺栓尾部的六方孔初孔。
2.3 镦粗
此工艺使工件的横断面增大,材料堆积,形成头,如平圆头螺栓的头。材料流动方向通常垂直于冲头运动方向。
2.4 镦锻工艺设计
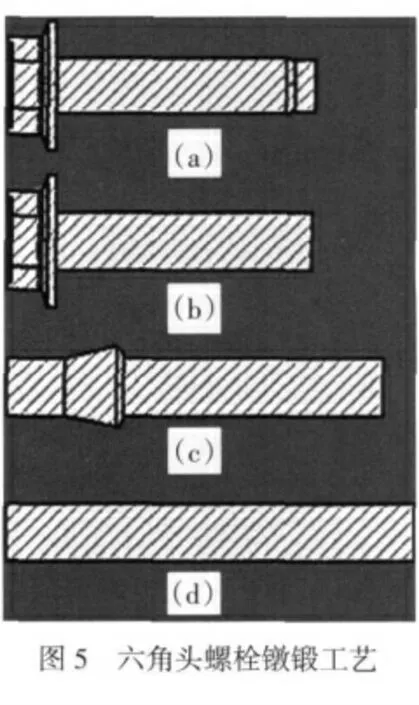
镦锻工艺通常在多工位镦机上,采用上述金属塑性成形方法进行。以六角头螺栓的成形为例,如图5 所示,挤压和镦粗成形方法得到应用。采用多工位镦机,第一步进行棒料裁剪,第二步初冲头部,第三步头部镦粗成形,第四步螺纹毛坯挤压成形。
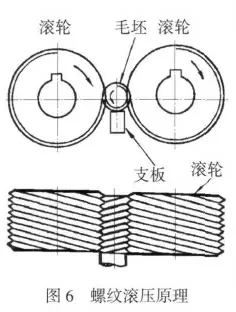
3 螺纹滚压
螺纹滚压是利用某些材料在冷态下的可塑性使工件在滚压工具的作用下产生塑性变形,滚制出相应的螺纹。其成形原理如图6 所示,一副滚丝轮置于工件两侧,两滚丝轮螺纹旋向相同,转速相同,工件螺纹旋向与之相反。安装调整,保证两滚丝轮螺纹相互错开半个螺距。滚丝轮径向进给,两滚丝轮与工件接触,产生摩擦,摩擦力带动工件旋转。随着滚轮的径向运动,工件产生变形,逐步形成螺纹,直至与滚丝轮螺纹牙?相贴合,成形的螺纹牙达到?要求,滚丝轮退回,完成螺纹滚压[5-7]。
一些更高强度的材料,需要将材料加热,进行温滚螺纹。一方面保证滚制出的螺纹满足强度要求,另一方面使滚轮不致崩齿,延长寿命。
4 圆角强化
为了提高螺栓的抗疲劳强度,航空工业高强度螺栓要求头下圆角进行冷滚压。如图7 所示,所谓冷滚压,就是将螺栓的头杆结合处放在3 个小滚轮上,在施加轴向压力的同时旋转螺栓,使圆角处形成一个冷作硬化层。使其圆角部位的表层金属晶粒在压应力作用下产生塑性变形,使表层的组织致密,纤维保持连续流畅的状态,表面产生有利的残余压应力,使产生螺栓疲劳裂纹的拉应力值下降,从而提高螺栓的抗疲劳强度和可靠性[8-9]。
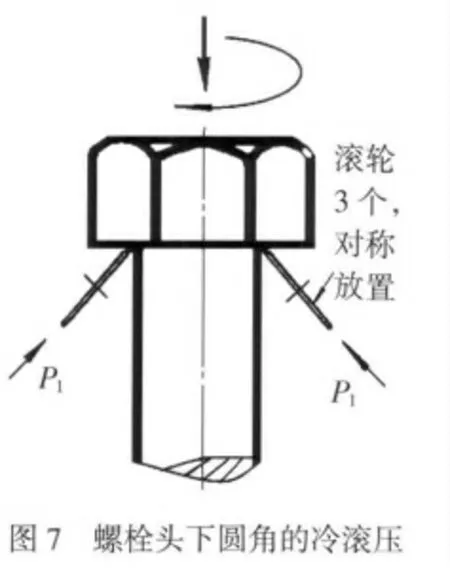
需要注意的是,冷滚压只能在最终热处理之后进行,否则冷作硬化层消失,提高强度的作用也随之消失。
5 干涉配合连接
如图8 所示,干涉连接的工作原理为采用大于安装孔径的紧固件,在外力的作用下强行通过安装孔,使得孔壁产生永久变形。外力去除后,孔周存在较高的残余压应力,使得交变载荷的平均应力和应力幅都得到降低,从而在孔周建立起能抵抗结构疲劳破坏的屏障[10-11]。

紧固件与结构孔壁之间的干涉量选取、安装方法和制孔精度等,对连接结构的寿命有至关重要的影响。国外适合飞机长寿命需要,开发了多种适合金属结构干涉连接的干涉钛螺栓、干涉钛高锁螺栓、锥形钛螺栓、干涉钛环槽钉以及铆钉等,并制订了指导工程应用的技术标准和工艺规范。
6 孔强化
6.1 强化工艺
开缝衬套冷挤压强化工艺是通过使用锥形芯棒,配合内部预润滑的不锈钢衬套来完成的。如图9所示,当芯棒拉过孔时,鼻顶冒限制了孔中的衬套。衬套保护孔免受损伤,锥形芯棒径向扩张,使孔周屈服。孔冷挤压强化完成后,衬套被废弃。此工艺为单面安装,芯棒的插入和衬套的去除都不接触结构的另一侧,这是适用于结构维修和工艺自动化的便利条件。
6.2 强化原理及应用
孔冷挤压强化通过使孔周产生一个可控的永久残余压应力区,来改善金属结构的疲劳寿命。如图10的光弹图,显示了此工艺引起的残余应力场。孔的机械扩张使材料塑性屈服形成了残余应力,相应的塑性变形孔周也存在着回弹[12-13]。
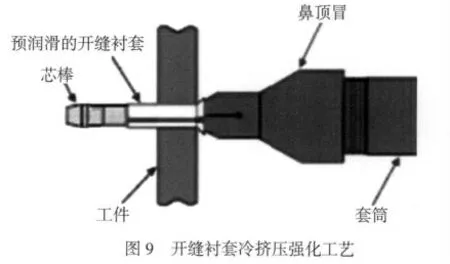
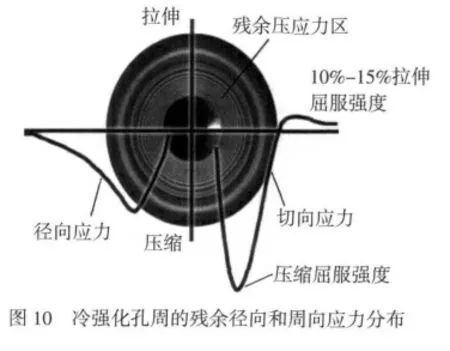
图10 也给出了孔冷挤压强化产生的典型残余径向和周向应力,压缩应力从孔边沿径向扩大到一个直径的环形区域,达到峰值,大致等于材料的压缩屈服强度。同时,峰值为材料拉伸屈服强度10%~15%的拉伸应力区存在于压缩应力区之外。这样循环拉应力不可能顶掉残余压缩应力,孔有效地屏蔽了将缺陷扩展为疲劳裂纹的拉应力。在典型的飞机结构上,孔强化所带来的疲劳寿命改进通常达3~10倍,因而在飞机起落耳片孔、机翼主梁螺栓孔、机身框架螺栓孔、刹车片、扭力筒等零件上得到广泛的应用[13-20]。
随着飞机减重、长寿命、可靠性的需求增长,以孔的开缝衬套冷挤压为基础,结合干涉配合连接技术,ForceTec®无耳托板螺母系统等多种紧固系统得到开发。充分发挥了孔挤压和干涉配合连接技术相结合提高飞机寿命的良好效果,不但能提高接头的强度,还可大大提高结构的疲劳性能和简化结构密封,可使结构重量减轻4%左右,提高结构疲劳寿命2 倍以上。这些技术及相应的紧固系统在世界各国都得到了广泛应用。
7 结语
金属成形工艺在航空紧固技术上得到了广泛应用,此技术是保证紧固性能的重要关键技术之一,必须加强研究保证紧固件制造工艺稳定,保证干涉配合连接和孔强化技术的良好应用,最终保证制造的紧固件和相关结构的安全可靠。
[1]张全纯,汪裕炳,瞿履和.先进飞机机械连接技术[M].北京:装备工业出版社,2000.
[2]孙小炎,杨 林.航天紧固件实用手册[M].北京:国防工业出版社,2006.
[3]Dr.Vijay Nagpal.Basic Concepts of“Sequence Design”For Cold Forged Parts[J].Fastener Technology International,2008,(10).
[4]齐广霞,梅瑞斌,包 立.In718 合金反挤压成形数值模拟[J].锻压装备与制造技术,2005,40(6):63-66.
[5]崔长华.螺纹的滚压加工[M].北京:机械工业出版社,1978.
[6]汪秀伦.螺纹滚压加工技术[M].北京:中国铁路出版社,1990.
[7]刘红梅,李永堂,齐会萍.螺纹冷参数化造型与有限元分析[J].锻压装备与制造技术,2011,46(2):78-81.
[8]余述凡,王自勤,刘凤章.高强度螺栓圆角冷挤压工艺研究[J].新技术新工艺,1997,(3):28-29.
[9]余述凡,王自勤,刘凤章.高强度螺栓圆角冷挤机[J].航空制造工程,1997,(5):24-25.
[10]常仕军,肖 红,侯兆珂,等.飞机复合材料结构装配连接技术[J].航空制造技术,2010,(6):96-99.
[11]蔡闻峰,薛小平,等.先进复合材料结构飞机机械连接技术现状及发展方向[J].航空精密制造技术,2010,(2):22-24.
[12]韦红余,陈文亮,蒋红宇,等.面向现代飞机装配的长寿命机械连接技术[J].航空精密制造技术,2009,(17):34-37.
[13]沈忆玉,瞿为稼,等.冷挤压家族——介绍美国疲劳工程技术公司的孔强化技术[J].民用飞机设计与研究[J].1998,(1):1-7.
[14]刘长珍,唐有乾,李 立,等.开缝衬套冷挤压孔工艺[J].航空制造技术,2000,(4):46-49.
[15]张建超.开缝衬套挤压技术在飞机维修中的应用[J].民用飞机设计与研究[J].2008,(3):43-49.
[16]Chakherlou T N,Vogwell J.The effect of cold expansion on improving the fatigue life of fastener holes [J].Engineering Failure Analysis,2003,(10):13-24.
[17]钱晓明,姜银方,管海兵.飞机结构件紧固孔强化技术综述[J].机械强度,2011,33(5):749-753.
[18]Fu Shiwei,W ang M in,Z uo D unw en.Research on Cold-Expanded Hole with FEM [J].Transact ions of Nanjing University of A eronaut ics & A st ronaut ics,1998,15(6):1-8.
[19]N.C.Mahendra Babu,T.Jagadish,K.Ramachandra,A simplified 3-D finite element simulation of cold expansion of a circular hole to capture through thickness variation of residual stresses[J].Engineering Failure Analysis,2008,(15):339-348.
[20]V.Nigrelli,S.Pasta,Finite-element simulation of residual stress induced by split-sleeve cold-expansion process of holes[J].Journal of Materials Processing Technology,2008,205:290-296.
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
汽车零部件(2021年7期)2021-07-29
铝加工(2020年3期)2020-12-13
上海建材(2020年3期)2020-09-25
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年9期)2019-09-10
探索科学(学术版)(2019年11期)2019-06-16
制造技术与机床(2018年12期)2018-12-23
汽车实用技术(2018年20期)2018-10-26
民用飞机设计与研究(2018年1期)2018-05-04