基于模糊参数自整定PID的凹印机张力控制系统
2013-06-25 08:13张莹
渭南师范学院学报 2013年9期
张 莹
(渭南师范学院物理与电气工程学院,陕西渭南714000)
0 引言
凹版印刷技术以其印刷速度快、墨色厚实、层次丰富、立体感强等一系列特点,目前已被广泛应用于报纸、杂志、书刊、证券及各类厚卡纸包装盒及塑料薄膜软包装袋的印刷,在包装印刷及图文出版领域占据着非常重要的地位.随着PLC及光纤传感器等技术在凹印机上的应用,凹印机的自动化及智能化水平更加完善,印刷速度及套准精度越来越高.简易凹印机印刷速度一般为20~50 m/min,套准精度±0.4~0.5 mm;中高档凹印机速度已达250~300 m/min,套准精度±0.1 mm[1].凹印机的张力控制系统是整机的核心,印刷过程中纸带的张力需要保持恒定和大小适当,否则将造成纸带飘移、皱褶、套印不准等问题,最终影响生产质量,尤其在高速印刷过程中,要确保印刷品的品质,必须配备功能完善的张力控制系统.
1 张力控制的数学模型及设计的改进
1.1 张力控制的数学模型
印刷过程中,卷材的收卷和放卷直径是不断变化的,而直径的变化必然会引起张力的变化,其受力情况如图1如示[2].
设卷材半径为r,其等效转动惯量为Jeq,张力的合力为F,转轴角速度为Ω,制动阀制动力矩为M,转动阻尼系数为C,则卷材动力学运动规律为:

图1 卷材受力状况示意图

由于v=r·Ω,其一阶导数和二阶导数分别为:
其转动惯量

其中:ρ和L分别为卷材的密度和轴向长度.
将(2)(3)(4)式代入(1)式,得:

由(5)式可以看出,若放卷力矩不变,直径减小,张力将随之变大;收卷力矩不变,直径增大,张力将随之变小.印刷速度越快,卷材的张力变化也就越大.因此,在印刷过程中,随着卷材直径的不断变化,为保持张力的恒定,需及时对制动力矩进行调整.而该系统模型是多变量和时变的,常规的控制方法很难实现张力的精确控制,印刷品的品质难以得到保障.
1.2 张力PID控制的改进设计
PID控制结构简单、鲁棒性强,可以改善系统的动态特性和稳态特性,因此被广泛应用于张力控制系统中,以保证卷材张力的恒定[3-4].传统的PID控制是按照控制系统的要求,对系统的动态和静态性能进行折中,整定出一组固定的P、I、D参数用以进行张力控制.而凹版印刷机是一个多变量、非线性时变的复杂系统,卷材的直径是不断变化的,常常在卷材直径大时调整好的PID参数,到了小卷径时又不适用,难以实现张力的稳定控制,实际应用中可造成卷取不整齐、跑偏甚至断带的现象,严重影响印刷的品质和套准精度.为了实现张力控制系统的稳定性和可靠性,可以将模糊控制理论和传统的PID控制算法相结合,将人的经验提炼成模糊控制规则从而对张力控制系统中的PID参数进行实时在线整定,以达到张力的稳定控制.
2 张力的模糊自整定PID控制
2.1 模糊自整定PID控制器的结构及工作原理
模糊控制可将人的经验和智慧等提炼成用于模糊控制的规则,使控制过程模仿人的经验进行直接推理而不依赖于具体的对象模型.张力的模糊自整定PID控制系统的结构如图2所示,它是在参数可调整的PID控制器的基础上增加了一个用于生成模糊推理规则的模糊控制器,以不同时刻系统的偏差e和偏差变化率ec(de/dt)作为系统的输入,通过模糊推理的方法实时调节PID控制器的三个参数KP、KI和KD,以满足不同时刻偏差对PID调节器参数自整定的要求[5].模糊自整定PID控制就是要找出PID调节器参数与e和ec间的关系,在运行过程中对e和ec按一定的时间间隔进行采样,根据模糊控制规则对KP、KI、KD在线整定.
模糊控制器常常是以控制查询表的形式出现,将语言变量的论域从连续域转换成有限整数的离散论域.在本设计中,为提高控制精度,取e和ec的论域为[-6,6],量化等级分为{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},其模糊子集取{NB,NM,NS,ZE,PS,PM,PB}7 级,子集中的元素分别代表负大、负中、负小、零、正小、正中、正大;取模糊输出KP论域为[-3,3],量化等级分为{-3,-2,-1,0,1,2,3},模糊子集取{NB,NM,NS,ZE,PS,PM,PB}7级;取模糊输出 KI和 KD论域为[-2,2],量化等级分为{-2,-1,0,1,2},其模糊子集取{NB,NS,ZE,PS,PB}5 级.

图2 模糊参数自整定PID控制器结构
2.2 模糊自整定PID控制规则
按照系统稳定性、响应速度、稳态精度及超调量等方面的控制要求,设计模糊控制规则时考虑以下因素:KP用于加快系统的响应速度,而KP过大将产生超调;KI主要用于消除系统的稳态误差,KI过大将导致积分饱和,影响系统响应速度并产生超调;KD用于改善系统的动态性能,抑制超调,但其过大会延长调节过程,降低系统的抗干扰性.
综合上述因素,确定模糊控制规则[6]:调节过程初期,KP和KI适当小些,KD适当大些,以防止出现积分饱和及系统超调;调节过程中期,逐渐增大KP和KI,同时保持KD中等偏小水平,以提高响应速度和系统稳定性;调节过程后期,逐渐减小KP和KD,增大KI以提高稳态精度,降低调节时间.根据上述原则设计模糊控制规则,如表1、表2、表3所示.
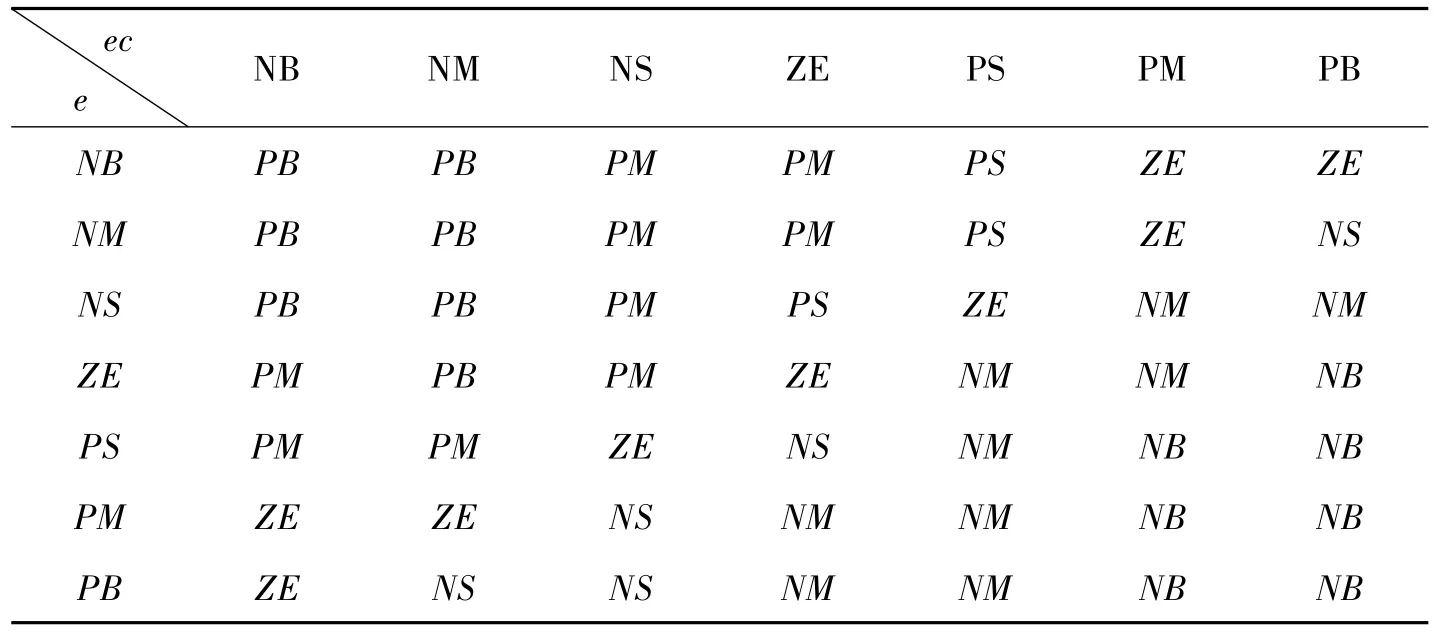
表1 KP模糊控制规则

表2 KI模糊控制规则

表3 KD模糊控制规则
其模糊自整定表达式如下:

2.3 去模糊化
去模糊化即模糊量的清晰化,也称模糊判决,是把模糊量转换为清晰量的过程.去模糊化的方法很多,本文采用重心法[7],以KP的去模糊化为例,其重心法计算公式为:

其中:ΔK*P为去模糊化后的输出量,μ为隶属函数,P为单点集数.将(9)式代入(6)式,得:

同理,可得:

3 仿真与结果分析
在Matlab环境下对系统进行建模和仿真,在单位阶跃信号下常规PID和模糊参数自整定PID的阶跃响应曲线如图3所示.从图3可以看出,模糊参数自整定PID的响应曲线超调量小,过渡过程缩短,具有较好的跟随性和较高的稳态精度,表现出良好的动态性能.
4 结语
将传统的PID控制与先进的模糊控制理论相结合,既保持了传统PID控制器结构简单、鲁棒性好的优点,又能把专家经验有效地应用到PID参数的调节中,实现系统的最佳控制.在印刷过程中,采用模糊参数自整定PID控制纸张张力,可实现快速检测、快速响应,这对高速印刷过程中提高套印精度和印刷品的品质有着重要的现实意义.

图3 阶跃响应曲线比较
[1]刘飞.凹印机张力控制系统的配置与应用[DB/OL].(2006-09-18)[2013-03-28].http://wenku.baidu.com/view/abc32347b307e87101f696e0.html.
[2]刘美俊.基于模糊参数自适应PID的纸张张力控制系统[J].湖南工程学院学报,2006,16(1):9-11.
[3]赵庆海,贾中华.模糊自适应PID控制在张力控制中的应用[J].包装工程,2008,29(1):87-89.
[4]蒋胜,刘惠康.模糊自适应PID控制器在张力控制中的应用[J].微计算机信息,2006,22(8-1):32-34.
[5]金轶锋.锅炉温度模糊PID控制系统研究[J].渭南师范学院学报,2010,25(5):19-21.
[6]何致远.模糊自整定PID在交流收卷张力控制中的应用[J].浙江工程学院学报,2006,17(2):100-102.
[7]于文凤,杜京义.模糊自适应整定PID在张力控制系统中的应用[J].自动化技术与应用,2007,26(4):26-28.
猜你喜欢
石油沥青(2022年1期)2022-04-19
少儿科技(2022年4期)2022-04-14
建筑与预算(2022年2期)2022-03-08
马克思主义哲学研究(2021年2期)2021-06-05
新世纪智能(高一语文)(2020年9期)2021-01-04
建筑与预算(2020年10期)2020-11-04
中华诗词(2018年4期)2018-08-17
中国公路(2017年15期)2017-10-16
西南交通大学学报(2016年3期)2016-06-15
电子制作(2016年21期)2016-05-17