热轧板卷边缘起筋缺陷的成因分析及控制措施
2013-05-16 06:08:42郭志强
天津冶金 2013年3期
郭志强
(天津天铁冶金集团有限公司技术中心,河北涉县 056404)
热轧板卷边缘起筋缺陷的成因分析及控制措施
郭志强
(天津天铁冶金集团有限公司技术中心,河北涉县 056404)
对天铁热轧板卷边缘起筋缺陷进行了分析。通过大量数据统计,总结出边缘起筋的位置、形成原因、与中间坯板型的关系。通过改进轧制工艺、调整板型的凸度和楔形、改善轧辊的磨损等措施,有效控制了热轧板卷边缘起筋缺陷的产生,提高了产品质量。
热轧板;起筋;板型;缺陷
1 引言
2011年天铁热轧板在冷轧过程中出现大量边缘起筋缺陷,严重影响了产品的板型和表面质量,全年因边缘起筋缺陷造成的质量异议达5000t,造成巨大的经济损失。通过在实际生产中进行跟踪,发现这种缺陷主要是由热轧板边缘起筋遗留造成的,通过总结边缘起筋产生的规律,找出了缺陷产生原因,并制定出相应的预防措施,消除了边部起筋缺陷,提高了产品的市场竞争力。
2 热轧板边缘起筋的成因分析
通过在冷轧跟踪500卷热轧板生产过程发现:其中150卷出现不同程度边部起筋现象,比例高达30%。起筋缺陷主在工作侧附近通条出现,距热轧板边缘50~150mm[1]。起筋部位厚度稍高于正常厚度,在冷轧后有明显可见的一条亮线,起筋严重的在热轧板上有手感,虽然局部的高点只比板卷的基本部分稍厚一点,但在卷取时上百层累计后可产生达6 mm的起筋[2]。通过金相分析和硬度检验,起筋部位晶粒度和硬度都明显高于正常部位,见图1。

图1 起筋部位和正常部位组织对比图
2.1 轧辊磨损程度对热轧板边缘起筋影响
热轧板的表面质量很大程度上受到轧辊表面质量的影响,轧辊表面磨损程度越高,出现表面质量缺陷的几率越高,因此对边缘起筋的热轧卷进行统计,总结起筋卷在轧辊使用周期中出现的规律,得出起筋卷产生几率与轧制公里数关系,见表1。

表1 起筋卷发生机率与轧制公里关系
通过分析可得出如下结论:随着轧制公里数增加,轧辊的工况条件产生恶化,局部磨损比较严重,即对应于板带宽度边缘位置处不均匀磨损加剧,产生起筋卷的几率成抛物线式增加,在40km后开始大量出现。可见热轧板的边缘起筋缺陷与轧辊的磨损程度有很大关系。
2.2 热轧板卷边缘起筋与板型关系
大量资料显示,带钢的起筋现象在冷轧后显现更为明显,在热轧过程中来料板型出现局部高点与凸度和楔形的相互作用可能成为出现起筋卷的原因,通过参考文献,可得到起筋卷局部高点、凸度以及楔形之间的关系,见图2。
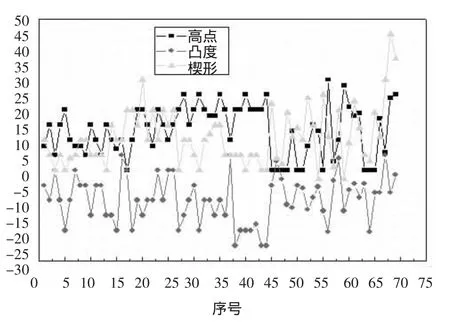
图2 局部高点、凸度、楔形对应关系
由图2可得出,起筋卷有3个普遍特征:带钢负凸度、凸度小于楔形、凸度小于局部高点[3]。可以理解为当来料凸度偏小或存在楔形,在轧制过程中由于板卷的边缘部位局部厚度增加,造成局部的变形量偏大,使这部分硬度升高,轧辊的磨损偏大于正常部位,造成轧辊的局部不均匀磨损。
3 热轧板卷边缘起筋的控制措施
通过大量的生产实践,认为轧辊的局部不均匀磨损是造成热轧板卷边缘起筋缺陷的主要原因,这种缺陷在冷轧过程有放大倾向。轧辊冷却不均、轧制公里数过高、来料的板型和局部温降大都可以在一定程度上造成轧辊不均匀磨损。因此,采取了一系列有针对性的措施,并优化轧制工艺,避免有起筋隐患的产品流入冷轧环节,具体措施包括以下几点。
3.1 合理安排轧制计划
根据起筋卷与轧制计划公里数的对应关系,对于用于做冷轧原料的产品,轧制公里数尽量控制在40km以内,以避免在冷轧过程中将缺陷扩大。
3.2 调整轧辊冷却水,保证冷却均匀
调整轧辊冷却水,降低轧辊轴向温差,主要是调整轧辊冷却水嘴喷淋重合量,确保水嘴安装及焊接角度,对磨损水嘴进行更换,对堵塞水嘴进行通透,确保切板的切水效果,达到轧辊均匀冷却的目的。
3.3 提高来料凸度减少楔形
实现提高热轧板卷的凸度减小楔形的具体方法有:
(1)适当提高板卷成品的目标凸度,在保证产品板型要求的基础上不宜过小。这一措施目标是,使带钢的目标凸度值为50~60μm。
(2)调整辊型,控制最大弯辊力。
这一措施有两方面效果,一方面为调整辊型,目的就是为了达到钢种PDI中的目标凸度值,这正好适用于现在的状况。虽然目标值设定的相对较大,但是在实际轧制过程当中,带钢的实际凸度却达不到目标值,调整辊型则是有效实现的方法。而另一方面为控制最大弯辊力,其目的也是保证负凸度辊型达到目标凸度,但是由于我厂的一些实际情况,如一套辊型轧制多钢种、板坯同板坯温差大等情况,需要有弯辊力进行调整,以满足不同钢种和目标凸度的变化,故在轧制冷轧原料时,采取经验弯辊力进行强制。
(3)适当提高中间坯的凸度
目前已试验两种方法,一种为更改粗轧辊型,将粗轧工作辊辊型调整为-200μm,凹辊型的自动对中性,有效改善了中间坯的跑弯现象。另一种为加大粗轧的负荷,会使工作辊的挠度增加,从而加大中间坯的凸度。但这种方法的效果没有凹辊型明显,加大负荷就意味着中间坯的减薄,不利于精轧凸度的控制。
(4)调平辊缝,减小楔形
加强粗轧和精轧标定的精度,保证辊缝的调平,同时粗轧与精轧操作人员加强楔形情况的联系沟通,避免出现严重的楔形。
3.4 控制来料边部温降
粗轧立辊处应避免小压下量轧制造成的边部尖角,由于尖角部位温降相对较快,造成带钢边部一条硬度较大的线。通过加大立辊压下量,使其产生一个相对圆滑的凸起,减缓温降的速度,使其与本体温度保持基本一致,避免局部温度低造成的轧辊磨损加剧,以达到消除局部高点的目的。
4 结论
实践证明,通过针对性地控制轧辊的局部磨损不均,同时尽量避免有起筋隐患的板卷流入冷轧环节,可以有效控制热轧板卷的边部起筋缺陷。采取上述措施后,2012年全年未因此原因造成一起质量异议,提高了产品的市场竞争力。
[1] 白振华,刘献东.冷轧钢卷起筋量的测量及影响因素研究[J].钢铁,2004,39(12):47-50.
[2] 王超海,黄河,史民清,等.热轧带钢局部高点的原因分析及改进措施[J].河南冶金,2009,17(2):47-50.
[3] 张国河.带钢起筋原因分析及对策[J].鞍钢技术,2007(5):47-49.
Cause Analysis and Control Measures of Edge Ridge Buckle Defect of Hot Rolled Plate Coil
GUO Zhi-qiang
(Tianjin Tiantie Metallurgy Group Company Limited,She County,Hebei Province056404,China)
The edge ridge buckle of Tiantie hot rolled plate coil was analyzed.Statistics of a large amount of data showed that the position and formation causes of edge ridge buckle were related to intermediate plate profile.Measures of improving rolling process,adjusting plate crown and wedge and improving roller wear effectively controlled the formation of coil edge ridge buckle defect and improved product quality.
hot rolled plate;ridge buckle;plate profile;defect
2013-02-04
2013-03-01
郭志强(1978—),男,河北张家口人,工程师,主要从事轧钢方面的研究工作,E-mail:ttjszx123@126.com。
(编辑 潘娜)
猜你喜欢
机电工程技术(2022年12期)2023-01-10 03:25:36
四川冶金(2022年5期)2022-12-09 03:04:50
机械制造(2022年3期)2022-04-07 08:02:02
中国金属通报(2021年2期)2021-05-23 10:09:08
中国金属通报(2020年20期)2020-03-27 07:19:20
中国科技纵横(2019年19期)2019-12-06 06:22:00
山东工业技术(2018年14期)2018-08-20 09:58:30
世界家苑(2018年6期)2018-07-23 04:06:48
电子测试(2018年6期)2018-05-09 07:32:31
中国科技博览(2017年2期)2017-03-30 18:11:28