
钛合金表面阳极化处理对钛合金/复合材料胶接性能的研究
2013-04-13 05:16:47宿凯曲春艳王德志李琳李奇琳
化学与粘合 2013年4期
宿凯,曲春艳,王德志,李琳,李奇琳
(1.黑龙江省科学院石油化学研究院,黑龙江哈尔滨 150040;2.黑龙江省科学院高技术研究院,黑龙江哈尔滨 150040)
钛合金表面阳极化处理对钛合金/复合材料胶接性能的研究
宿凯1,2,曲春艳1,2,王德志1,李琳1,李奇琳1
(1.黑龙江省科学院石油化学研究院,黑龙江哈尔滨 150040;2.黑龙江省科学院高技术研究院,黑龙江哈尔滨 150040)
通过碱性阳极化方法NaTESi处理钛合金/碳纤维复合材料胶接试件中钛合金的表面。主要研究了阳极化前碱洗酸洗、阳极化过程中的电压、温度、时间以及该方法与喷砂法结合对处理后的钛合金胶接试件胶接性能的影响。结果表明:钛合金阳极化前的碱洗酸洗能提高钛合金/碳纤维复合材料胶接试件的粘接强度,阳极化过程中,电压在8~12V,温度在15~25℃,时间在15~25min之间时处理出的钛合金所制成的胶接试件有较好的湿热耐久性能;喷砂法与NaTESi阳极化法配合处理钛合金表面,可使钛合金/碳纤维复合材料胶接试件湿热耐久性能得到进一步的提高。
钛合金;阳极氧化;表面处理;耐久性
前言
钛合金是一种重要的航空用金属结构材料,具有比强度高、耐温性好、抗腐蚀性好,以及在温度高达400~500℃的环境条件下仍能保持自身的强度等优异性能,特别是与碳纤维复合材料有良好的电化学相容性和相近的热膨胀系数等特点,二者的胶接结构被广泛应用于航空航天领域[1~4]。钛合金/碳纤维复合材料这种胶接结构的耐久性能对于航空航天器材的安全稳定非常重要,而胶接前钛合金的表面处理对胶接耐久性能起着至关重要的作用[5~8]。
钛合金的表面处理方法有很多种,例如机械打磨、喷砂、化学法及电化学法等。本文主要研究的是一种钛合金碱性阳极化(NaTESi)表面处理方法,其具有低成本、污染相对较小、工艺参数易控等优点,可以明显提高钛合金/碳纤维复合材料胶接试件的湿热耐久性能。
1 实验部分
1.1 主要实验原料及仪器
氢氧化钠、磷酸钠,分析纯,北京益利精细化学试剂厂;氢氟酸、碳酸钠,分析纯,天津市双船化学试剂厂;氟化钾、硫酸钠,分析纯,天津市津北精细化工有限公司;酒石酸钠、乙二胺四乙酸、硅酸钠,分析纯,国药集团化学试剂有限公司;碱洗液:3%~5%NaOH,3%~6%Na3PO4和2%~3%Na2CO3的混合液;酸洗液:20%~30%HNO3和1%~2%HF混合液;NaTESi阳极化槽液:20%~40%NaOH,1%~2% EDTA,4%~8%Na2C4H4O6和0.3%~0.8%Na2SiO3的混合液,以上处理液均为自制;钛合金(Ti-6Al-4V),宝鸡德昌钛镍有限公司;单向环氧基碳纤维复合材料(5228A/CCF300),北京航空材料研究院;J-271高温结构胶黏剂,黑龙江省科学院石油化学研究院,INSTRON4467万能材料实验机。
1.2 被粘材料的表面处理
钛合金的表面处理:将钛合金用丙酮或乙酯擦拭除油后,用80目金刚砂对钛合金表面进行喷砂处理,然后用去离子水洗净,放入到60~80℃的碱液中,浸渍2min后取出用去离子水洗净后再放入酸液中处理2min,用去离子水洗净;最后放入NaTESi阳极化槽液中阳极化,阳极化条件为:槽液温度10~30℃,电压5~15V,时间10~30min。取出后用去离子水洗净。
1.3 试件的制备及固化
胶接时将胶膜铺贴在两块尺寸为100mm× 25mm×1.25mm的钛合金试片上,此两试片在长度方向上一字平放,中间空有3mm的距离,然后在其接口处与上下两块5层厚单向碳纤维复合材料进行胶接组成双搭接胶接试件,碳纤维复合材料尺寸为28.4mm×25mm,每侧钛合金试件胶接搭接长度为12.7mm。
固化条件:固化压力为0.3±0.02MPa;固化时间为90±5min;固化温度为180±5℃。
1.4 湿热老化及测试方法
湿热老化条件:试件在55℃,RH为95%~100%条件下老化1000h后进行测试。
剪切强度:按标准GB7124-86进行,加载速度1.5mm/min。
2 结果与讨论
2.1 碱洗、酸洗对钛合金/碳纤维复合材料胶接试件性能的影响
碱液除油是为了除去轧制和加工时残留在钛合金表面上的各种油剂;而酸洗是为了除去钛合金材料放置在空气中而生成一层黑色的、疏松的氧化膜,同时酸洗还能增加钛合金表面的粗糙度,有利于提高粘接强度。以下是钛合金经不同方法处理后与碳纤维复合材料胶接的胶接强度。
式(2)中第一项为顺时针光束的一次环行,Sagnac相移是φR/2,φ是Y波导上/下分支尾纤输出的平行线偏振光的初始相位,偏置相位是-π/4;第二项为二次环行,Sagnac相移是φR,偏置相位也是-π/4;第三项为三次环行,Sagnac相移是3φR/2,偏置相位是零,所以三次环行对解调输出无影响.同理,由式(3)(4)(5)可知,一次环行影响5、7时隙的解调输出,三次环行影响6、8时隙.
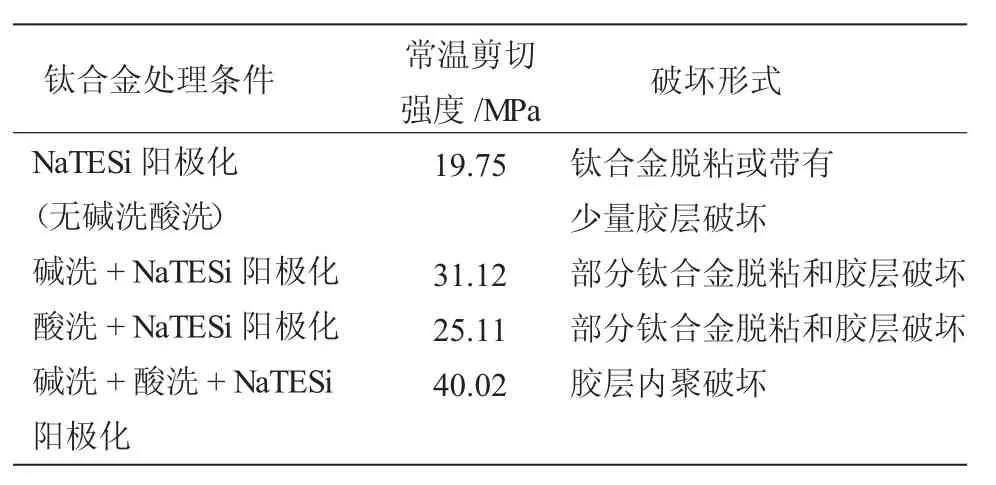
表1 钛合金经不同方法处理后进行胶接的钛合金/复合材料胶接剪切性能Table 1Effect of different surface treatments of titanium alloy on the shear strength of titanium alloy/carbon fiber composite
从表1数据可看出,在NaTESi阳极化前不进行酸洗和碱洗,其处理后的钛合金所制的钛合金/复合材料胶接试件的胶接强度最差,而且其破坏形式很不理想,大部分为钛合金表面脱粘,只经过碱洗或酸洗中一项的钛合金所制的试件的强度其次,但破坏形式也不是很理想,而只有同时经过碱洗和酸洗的钛合金,其胶接试件的剪切强度最好,而且其破坏形式也比较好。
2.2 阳极化条件对钛合金/碳纤维复合材料胶接试件湿热性能的影响
钛是一种化学性质比较活波的金属,与氧有很大的亲和力,容易在空气或有氧的介质中氧化腐蚀,其表面会生成一种钝化的氧化层,其可有效地降低或阻止钛及钛合金进一步氧化腐蚀。钛合金在阳极化时其表面就会生成一层氧化膜,但在不同的阳极化工艺条件(如电压、温度和时间的变化)下会产生不同状态的氧化膜,其比较直观的现象就是颜色差异比较大。具有不同状态氧化膜的钛合金其抗腐蚀能力不同,所以其胶接试件的湿热耐久性能也不同,以下是不同工艺条件对胶接试件的湿热耐久性能的影响。
2.2.1 阳极化电压对试件湿热性能的影响
下图1为不同阳极化电压下处理的钛合金进行胶接的胶接件的湿热老化前后的剪切强度对比,其阳极化槽液温度为20℃,阳极化时间为10min。
从图中可看出阳极化电压在8~12V时,其处理的钛合金所粘接的胶接试件剪切强度较高,而且湿热老化后其剪切强度下降也较小。当电压小于8V时,电流密度小,形成的氧化膜偏薄,不够稳定,所以试件的耐久性能较差。当电压增大时,电流密度增大,更易击穿先前产生的氧化膜,从而形成孔径更深附着力更强的氧化膜层,其能使钛合金胶接件在湿热环境下保持更好的耐腐蚀性能。电压过高,产生氧化膜膜层较厚,其与基体的附着力反而降低,从而导致试件湿热老化性能下降。所以通过实验分析,选择阳极化电压为8~12V。
2.2.2 阳极化温度对试件湿热性能的影响
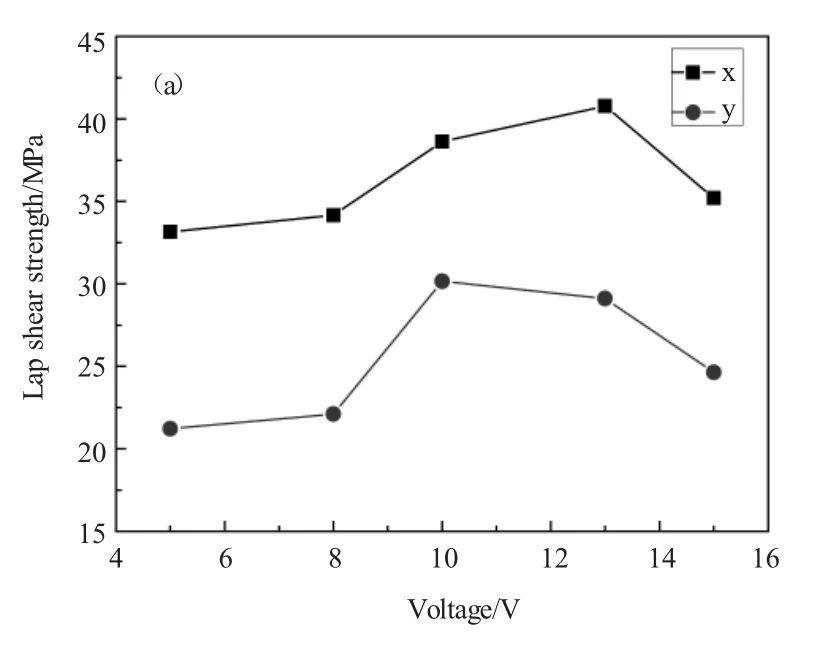
图1 不同阳极化电压对钛合金/碳纤维复合材料胶接试件湿热耐久性能的影响x:未老化试件剪切强度;y:湿热老化后试件剪切强度;Fig.1Effect of anodizing voltage on the hydrothermal durability of the titanium alloy/carbon fiber composite jointx:shear strength of non-aged joint;y:shear strength of aged joint
图2所示为不同阳极化温度下处理的钛合金进行胶接的胶接件的湿热老化前后的剪切强度对比,其阳极化电压为10V,阳极化时间为10min。
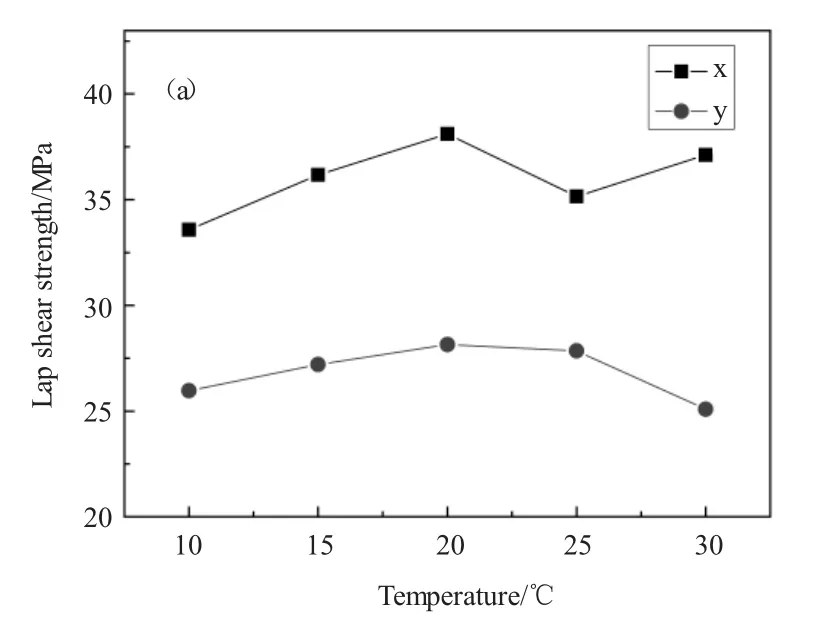
图2 不同阳极化温度对钛合金/碳纤维复合材料胶接接头的湿热耐久性能的影响x:未老化试件剪切强度;y:湿热老化后试件剪切强度;Fig.2Effect of anodizing temperature on the hydrothermal durability of the titanium alloy/carbon fiber composite jointx:shear strength of non-aged joint;y:shear strength of aged joint
从图中可看出,当阳极化温度低于15℃或高于25℃时,其试件的湿热耐久性能均不佳,这可能是因为当电解液温度过低时(低于15℃),膜的生成速度小于溶解速度,生成的膜较薄,不利于胶接试件的耐久性能。当温度升高时,溶液分子布朗运动加剧,分子间碰撞增加,传递电子速度加快,物质间交换速度加快,从而加快氧化膜生成速度,而只有当成膜速度大于溶解速度时才能获得一定厚度和性能的膜层,其试件的抗腐蚀能力和耐久性能也较好。但当溶液温度过高,成膜速度太快,在这一过程中膜层内部积聚的热量不易散发,会使膜层疏松多孔,质地不均一,其胶接试件的耐久性能也较差。所以通过实验分析,选择阳极化温度为15~25℃。
2.2.3 阳极化时间对试件湿热性能的影响
图3所示为不同阳极化时间处理的钛合金进行胶接的胶接件的湿热老化前后的剪切强度对比,其阳极化的电压为10V,温度为20℃。
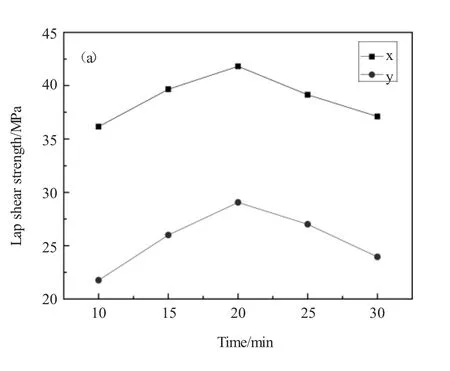
图3 不同阳极化时间对钛合金/碳纤维复合材料胶接接头的湿热耐久性能的影响x:未老化试件剪切强度;y:湿热老化后试件剪切强度;Fig.3Effect of anodizing time on the hydrothermal durability of the titanium alloy/carbon fiber composite jointx:shear strength of non-aged joint;y:shear strength of aged joint
从图中可看出,阳极化化时间在15~25min之间,其胶接试件的耐湿热性能较好。阳极化的时间过短,形成的氧化膜偏薄,时间过长,又会使氧化膜偏厚,与基体附着力降低。实验证明,钛合金氧化膜偏薄或过厚都不利于钛合金胶接件的耐久性能,所以通过实验分析,选择阳极化时间为15~25min。
2.3 机械喷砂对钛合金/碳纤维复合材料胶接试件湿热耐久性能的影响
经过实验发现,在进行钛合金阳极化表面处理前,对其表面进行喷砂化处理有利于提高胶接试件的耐久性能。以下是钛合金经喷砂、NaTESi阳极化及二者结合的表面处理后进行胶接的胶接件的性能:
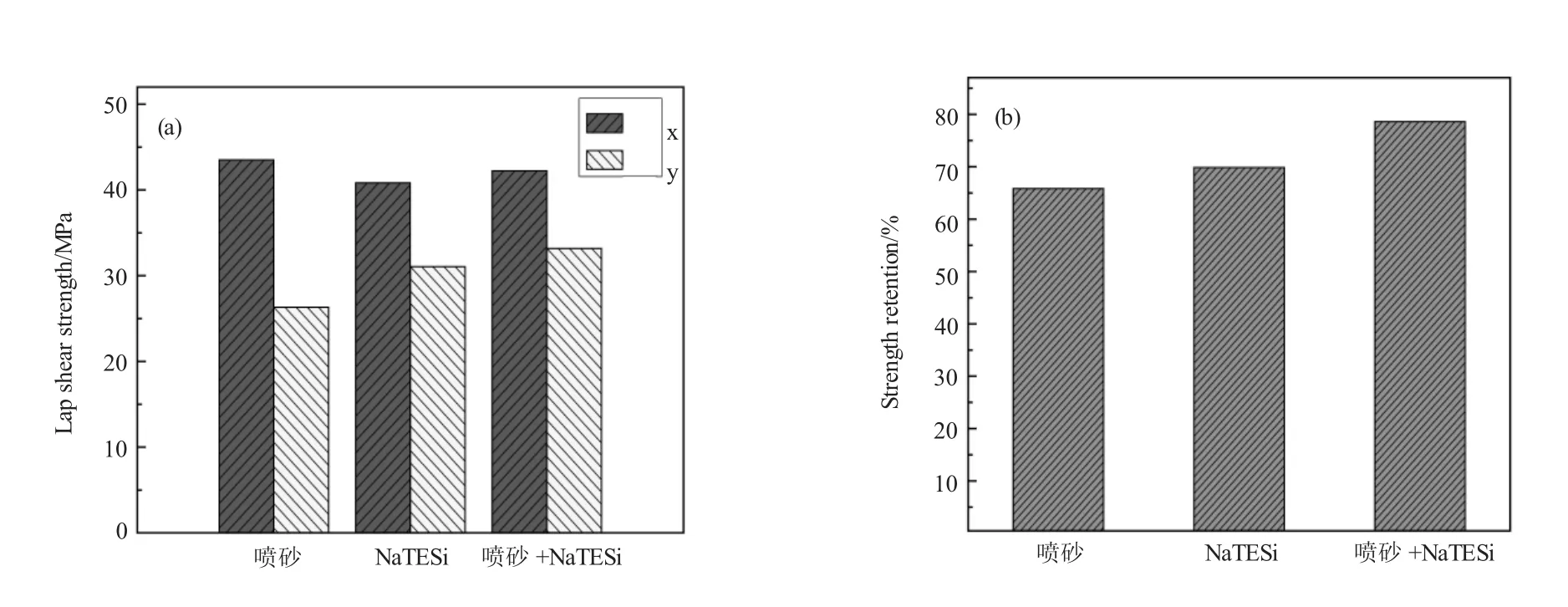
图4 喷砂,NaTESi及喷砂+NaTESi对钛合金/碳纤维复合材料胶接接头的湿热耐久性能的影响(a)湿热老化前后胶接试件的剪切强度对比(x:未老化;y:湿热老化后);(b)湿热老化后胶接试件的剪切强度保持率Fig.4The effect of sandblast,NaTESi and sandblast combined with NaTESi on the hydrothermal durability of the titanium alloy/carbon fiber composite joint(a)The shear strength comparison of non-aged and aged joint(x:non-aged;y:aged);(b)The shear strength retention of aged joint
从上图4(a)中可看出三种方法处理钛合金表面后与碳纤维复合材料进行的胶接试件的剪切强度相差不大,但从耐久性能上看,喷砂+NaTESi法处理的钛合金所胶接的胶接件的耐久性能最好,其次是NaTESi法,最后是喷砂法,见4(b)图。喷砂法结合NaTESi法处理的钛合金胶接件的耐久性能比单独NaTESi法处理的有所提高,这可能是因为为喷砂可以提高钛合金表面的宏观粗糙度,提高了胶接界面的机械互锁程度,从而对试件的湿热耐久性能也起到了一定的辅助作用。
3 总结
(1)钛合金在进行NaTESi阳极化前应进行碱洗和酸洗,可去除钛合金表面的油污并产生一定的粗糙度,有利于提高钛合金/碳纤维复合材料胶接试件的胶接强度。
(2)通过实验发现,在阳极化的过程中,阳极化的电压在8~12V,温度在15~25℃,时间在15~25min之间时处理出的钛合金所制成的胶接试件有较好的湿热耐久性能。
(3)通过机械喷砂法与NaTESi阳极化方法相结合处理钛合金,可以使钛合金与碳纤维复合材料胶接试件的湿热耐久性能进一步提高。
[1]张招贤.钛电极工学[M].北京:冶金工业出版社,2003:6.
[2]王金友.航空用钛合金[M].上海:上海科学技术出版社,1985:1~41.
[3]赵树萍,吕双坤,郝文杰.钛合金及其表面处理[M].哈尔滨:哈尔滨工业大学出版社,2003:5~9.
[4]WOOD R A,FAVOR R J.钛合金手册[M].重庆:科学技术文献出版社重庆分社,1983:46~74.
[5]DICKSTEIN P A,SPELT J K,SINCLAIR A N,et al.Materials EValuation InVestigation of nondestructiVe monitoring of the en-Vironmental degradation of structural adhesiVe joints[J].materials eValuation,1991,1498~1515.
[6]NGUYEN T,BYRD E,BENTZ D.Quantifying Water at the Organic Film/Hydroxylated Substrate Interface[J].Journal of Adhesion,1995,48:169~194.
[7]KINLOCH A J.Interfacial Fracture Mechanical Aspects of AdhesiVe Bonded Joints-A ReView[J].Journal of Adhesion,1979, 10:193~219.
[8]WEITSMAN Y J.Effects of Fluids on the Deformation,Strength and Durability of Polymeric Composites An OVerView[J].Mechanics of Time Dependent Materials,2000,4:107~126.
Study on the Effects of the Anodization Surface Treatment on the Bonding Properties of Titanium Alloy/ Composite Materials
SU Kai1,2,QU Chun-yan1,2,WANG De-zhi1,LI Lin1and LI Qi-lin1
(1.Institute of Petrochemistry,Heilongjiang Academy of Sciences,Harbin 150040,China;2.Institute of Advanced Technology,Heilongjiang Academy of Sciences,Harbin 150040,China)
The surface of titanium alloy bonded with carbon fiber composite was treated by the alkaline anodization treatment of NaTESi.The influence of alkali and acid wash of titanium alloy before anodizing process,the different anodizing voltage,temperature,time and the treatment of NaTESi combined with sandblast on the adhesion properties of the titanium alloy/carbon fiber composite joint was studied.The results showed that alkali and acid wash could improve the shear strength of the joint,and when the anodizing voltage was 8~12V,the anodizing temperature was 15~25℃,and anodizing time was 15~25min,the hydrothermal durability of the joint could be improved,and it could get further improvement through the titanium alloy surface treatment by the NaTESi anodization combined with sandblast.
Titanium alloy;anodization;surface treatment;durability.
TQ438.2
A
1001-0017(2013)04-0033-04
2013-02-09
宿凯(1979-),男,黑龙江哈尔滨人,助理研究员,研究方向为高分子物理与化学。
猜你喜欢
造船技术(2022年2期)2022-07-19 02:12:38
钢管(2021年4期)2021-12-25 23:37:41
电镀与涂饰(2021年12期)2021-07-17 00:59:22
中国特种设备安全(2019年7期)2019-09-10 07:30:38
中国自行车(2018年8期)2018-09-26 06:53:32
中国公路(2017年14期)2017-09-26 11:51:43
四川冶金(2017年6期)2017-09-21 00:52:30
当代化工研究(2016年9期)2016-03-20 16:22:18
水科学与工程技术(2016年6期)2016-02-27 13:29:14
西南石油大学学报(自然科学版)(2015年5期)2015-04-16 05:12:26
