
聚磁提高复杂型腔电解加工精度的研究
2013-04-13 06:37郭永丰
电加工与模具 2013年2期
唐 霖,郭永丰
(1.哈尔滨工业大学机电工程学院,黑龙江哈尔滨150001;2.西安工业大学机电工程学院,陕西西安710032)
大型工业设备、武器装备、航空航天、航海等领域的产品都朝着轻量化、高性能和高可靠性的方向发展,越来越多的整体构件被广泛使用,并已成为一种趋势。整体构件异形型腔在航空、航天、轮船、航母中的应用越来越广泛,是因为整体构件省去了零部件之间的连接,不但结构紧凑、强度高、重量轻、可靠性好,而且能大大减少零件连接处的泄漏逸流损失,提高产品的综合性能。整体构件的材料多为耐热合金、钛合金、高温合金、特种不锈钢等,分布几个甚至几十个形状复杂的型腔、型槽。考虑到刀具可达性及刀具的成本,采用数控铣削的方法加工复杂型腔较困难,采用数控电火花加工又效率较低。而电解加工技术具有高效、高表面质量及无应力、阴极不损耗的优点,使其成为制造业中重要的加工手段,其离子蚀除的原理使其具有精密加工的潜质。但由于影响电解加工的因素较多且复杂,为提高加工精度,国内外学者从计算机模拟仿真、计算机辅助阴极设计、机床、电源、工艺试验、优化加工参数及检测等方面进行了不懈努力,取得了许多进展。朱荻等提出采用双电极的方法提高电解加工的精度[1]。Klocke等通过采用电解加工的方法加工镍基高温合金,降低加工成本[2]。孙春华等基于Laplace方程通过有限元的方法求解间隙电位分布,将等位线与阳极边界的偏差映射到阴极,实现修正阴极边界的目的[3]。通过有限元法等数值解法,Purcar等采用边界元法将电极边界的结点沿法向迭代,在计算机上模拟得到E字形工件[4-5]。此外,调节电解加工的加工参数[6]、采用超声振动辅助电解加工[7]及参数优化[8]的方法都能提高电解加工的复制精度。电解加工计算机三维流场仿真、数控技术及加工过程的实时监测加工间隙等方法,均在一定程度上提高了电解加工的精度[9-11]。范植坚等采用磁场辅助电解加工的方法来提高电解加工的精度和减少电解液对工件的杂散腐蚀:当磁力线与电解液流向正交时,能改善流场,提高工件的表面粗糙度;当磁力线与电场方向正交时,能有效减少杂散腐蚀[12-17];同时,采用整体阴极对多工位复杂型腔进行了cosθ法阴极设计和试验研究[18-20]。研究人员还将磁场应用到电化学抛光和光整加工中,取得了满意的效果[21-26]。
本文基于磁场和电场相互作用改变电解液中离子运动轨迹的原理,进行了聚磁磁场辅助电解加工仿真研究。采用等间隙缩放设计的整体阴极,选择合适的电解加工参数,提出采用聚磁技术减小杂散腐蚀,提高电解加工成形精度,在电解加工夹具上设计聚磁磁路,并进行实验验证。
1 七工位复杂型腔电解加工装置设计
针对某发动机复杂型腔零件的难加工问题,设计七工位同时加工的电解加工装置,零件材料为4Cr2NiMoVSi,其成分见表1。
加工对象见图1。7个复杂形状的型腔均匀分布,每个型腔C-C剖面为半径2 mm的半圆,沿B-B方向的2个母线间的夹角为5°的相贯柱面,型面复杂且要求两个相贯的曲面平滑过渡。
一般电解加工的阴极是通过反复试验、多次修正才得到合格的尺寸,需较长的设计周期,耗费很多人力、物力。鉴于磁场有提高电解加工精度的作用,本文试图在此基础上对磁场的设计作进一步的挖掘和探讨,以缩短阴极研制周期。针对七工位复杂型腔设计了镶嵌聚磁磁路的电解加工装置,阴极采用等间隙缩小的方法设计制造。单边加工间隙设定为0.1 mm,阴极材料为黄铜,阴极形状见图2。

表1 4Cr2NiMoVSi材料的成分
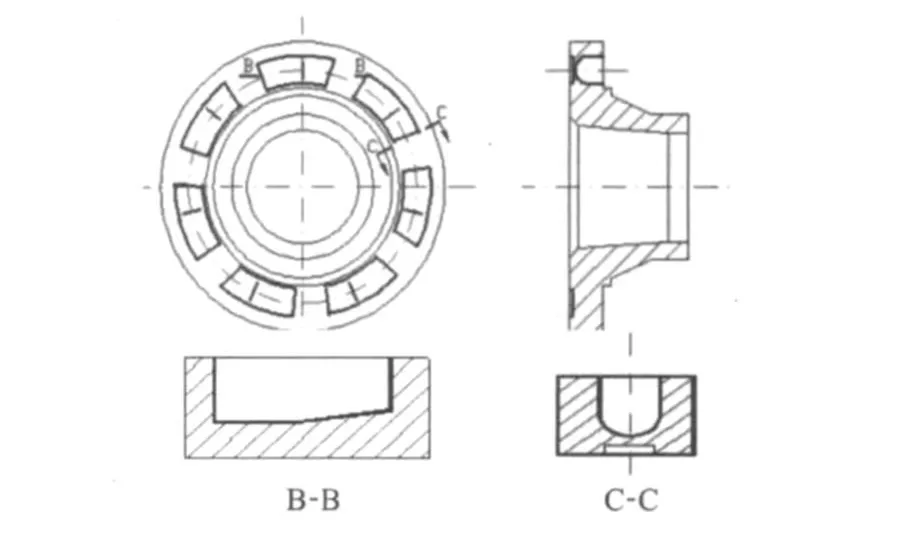
图1 加工对象设计图

图2 七工位电解加工等间隙设计阴极
为保证槽底平整,电解液采取侧向供液方式。为使流场均匀,设计了导向板(图3),其作用是定位、导电、绝缘、均匀分配电解液。导向板的中心孔和底面作为加工工件的定位面,7个通槽是阴极加工时向下进给的导向孔。导向板由夹布胶木层和金属层组成,电解液从引导管进入导向板中心孔,分配到导向板上的7组49个小孔,分别通过7个导流段注入各自的加工间隙,再由7个通槽外侧挖低的溢流槽流出,溢流槽深度及形状由实验优化。

图3 导向板设计
要实现七工位复杂型腔同时加工,电解加工装置除了考虑装卡、定位、导电、绝缘、密封外,还要考虑多槽流场问题。整个电解加工装置设计见图4。
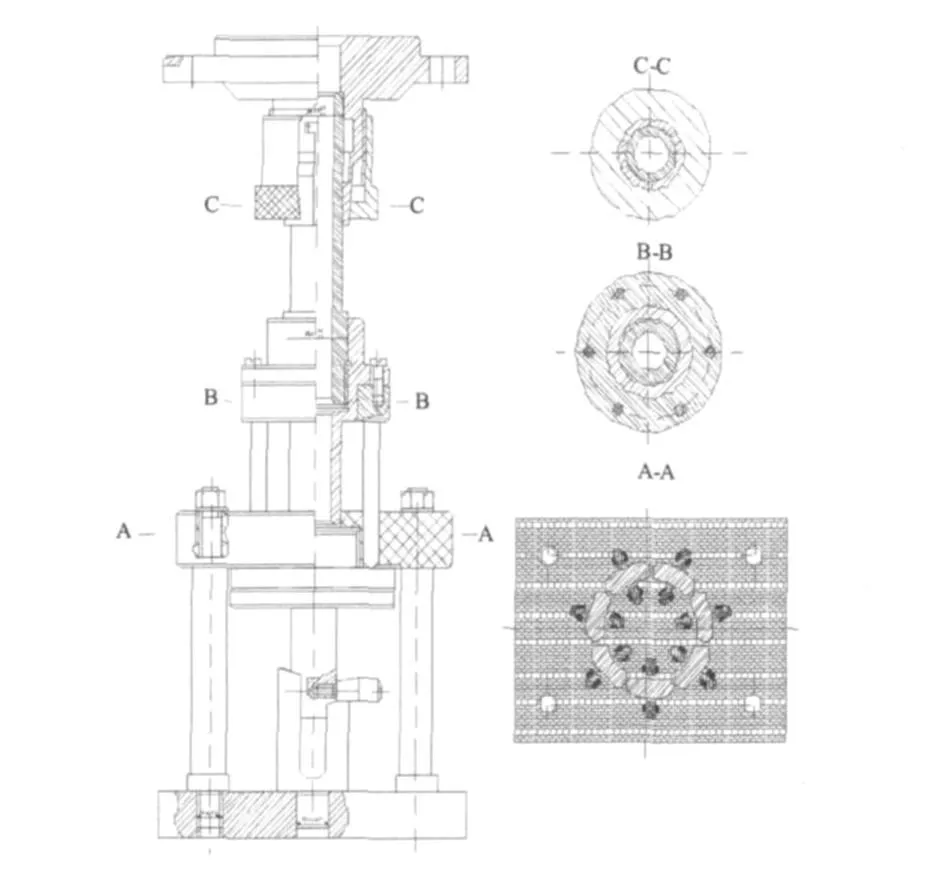
图4 电解加工装置设计
2 聚磁磁路设计原理
采用聚磁磁路的结构设计,使磁路的气隙磁场落到加工间隙上,覆盖加工间隙,按切割流线的方向设计磁场消除束流[12]。磁场设计包括选择磁源,设计磁体尺寸和几何形状,确定磁化强度及其在电解加工装置中的排布,使加工间隙获得足够强度和所需方向的磁场。永磁体是具有巨大磁滞的材料,充磁后不再需要外加电源,体积小、结构简单、对密封绝缘没有苛刻要求。聚磁磁路的原理是在侧面加上永磁体,气隙磁密将显著增加,其原理见图5。
通过合理设计,使间隙具有磁场,加工过程中有效改变电解液中离子的流向。为了把尽可能多的磁通量汇聚到工作气隙中,只有依靠高矫顽力的永磁体。它的磁力线不仅可进入工作气隙,而且能使其他永磁体的磁力受到一定约束,更多地进入工作间隙。聚磁磁路的夹具设计见图6。

图5 聚磁磁路原理图

图6 聚磁磁路夹具设计
具有高矫顽力Hc、高剩磁Br的稀土钴(Rco5)永磁体提供了允许较大气隙长度和气隙磁密度的可能性,其线性退磁曲线的优异性能为磁路设计带来很大的灵活性,同时在大气隙时,中心磁体以高 Hc的稀土钴永磁体为好。故选择稀土钴磁体作为中心磁源,侧边采用低 Br、高 Hc的铁氧体(Ferrite)作为辅助磁源。确定中心磁源稀土钴磁体的尺寸为5 mm×3 mm×10 mm,侧面的铁氧体尺寸为3 mm×2 mm×10 mm,均匀分布。采用聚磁磁路的磁感应强度为0.91 T。
3 磁场仿真分析
电解加工过程非常复杂,常常伴随着电场、磁场、流场、温度场、电化学反应的发生。为求方便,本文主要研究磁场设计对电解加工的影响。在电解加工装置中添加磁体,磁体周围的磁感应强度B可通过矢量磁位U计算,则:

引入Maxwell方程的微分式,对标量 U求解,对于单块磁体的磁场,取距磁体足够远处为边界,则边界上Um=0。

式中:Ω为求解区域;L1为永磁体与其他介质的分界线;L2为其他不同介质之间的分界线;M为永磁体的磁化矢量;N为永磁体表面外法线单位矢量;μ为磁导率。
对模型进行网格划分,离散后各不同单元的磁场强度B不同,为减少离散误差,网格剖分应足够细。Comsol提供了各种类别的单元,按照图5所示排布磁体的方案,对聚磁磁场进行网格剖分,为了提高计算精度,对加工间隙的磁场进一步细化(图7)。

图7 聚磁磁场加工网格划分
对图7所示的磁场分布的求解结果见图8。当采用聚磁磁路,加工间隙中最大磁感应强度为1.47 T。
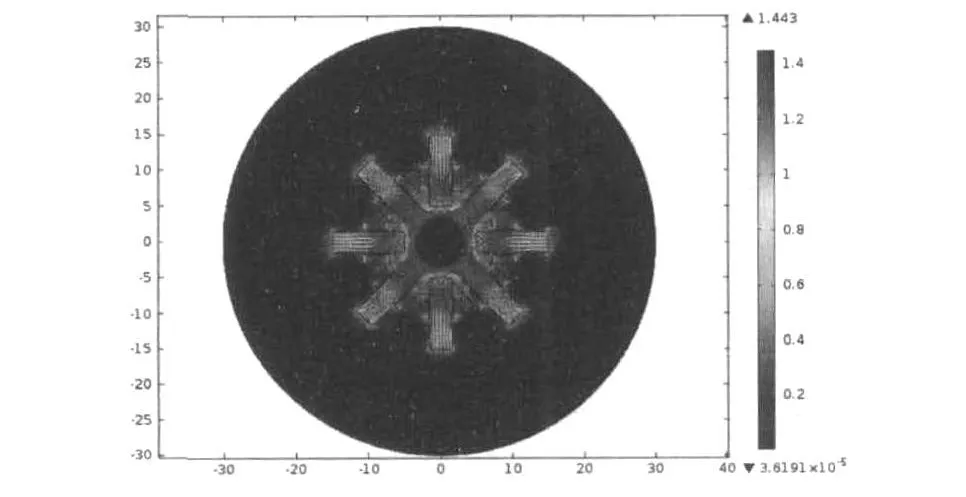
图8 聚磁磁场仿真结果
4 实验分析
加工装置、阴极结构及磁路设计的合理与否要通过实验来比较验证。在电解加工机床上加工4C-r2NiMoVSi材料的复杂型腔,整个装置见图9。加工参数为:电解加工电压 14 V,电解液压力 0.9 MPa,NaNO3质量分数15%;液温32℃;阴极进给速度0.9 mm/min;初始加工间隙0.2mm。在上述加工条件下分别进行不加磁场及嵌入聚磁磁场2种方式的实验,加工后的工件见图10。
用表面粗糙度仪测得未加磁场的工件表面粗糙度为Ra0.3 μm,聚磁辅助电解加工后的工件表面粗糙度为Ra0.16 μm,采用聚磁磁路较不加磁场的表面粗糙度提高了46.7%。

图9 电解加工装置
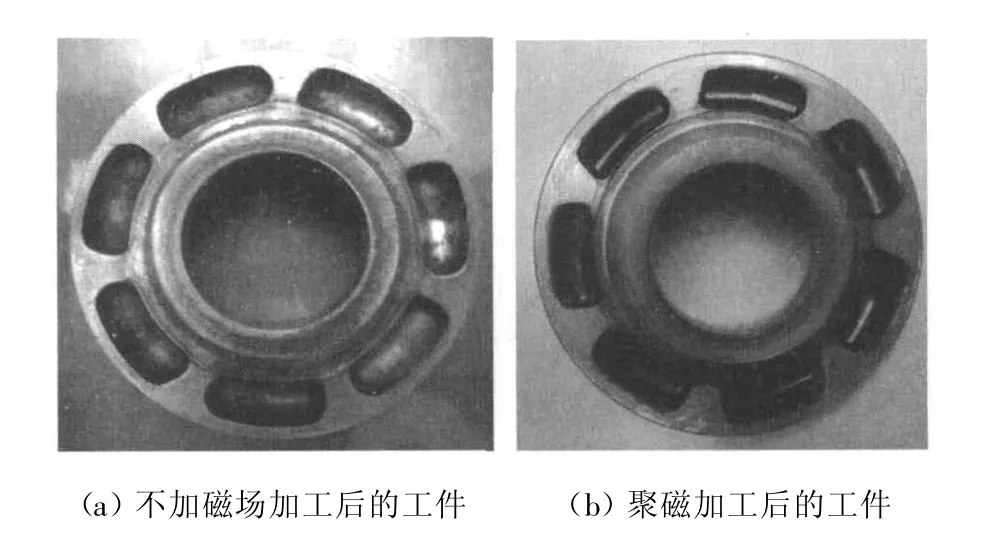
图10 加工工件
用电火花线切割机床将工件沿C-C方向切割出2 mm的薄片,在三坐标测量仪下进行测量,将测量值与设计值进行比较,结果表明:采用等间隙缩小设计的阴极,在合理的电解加工参数下,添加聚磁磁场能提高电解加工的成形精度。采用聚磁磁路较不加磁场的成形精度提高33.3%。

图11 实验值与理论值的比较
从图10可看出,不加磁场时,由于加工间隙较大,电解加工复制精度不高,不能满足设计要求;而采用聚磁磁场的成形复制精度高。其原因从微观看,可通过磁场对电场中的带电粒子、电解液的物理化学性质、电解过程的影响来解释。在切割流线的方向添加磁场,洛仑兹力的作用有利于成股的束流展开;磁场可减小溶液的粘度,使传质速度提高,有利于电解产物及时排出;磁场提供了额外的电极极化能量,使反应粒子从低能级激发到高能级的几率增高,加快了电极过程的传质步骤,在磁场作用水分子之间的氢键会产生弯曲,使相邻水分子中心线与这些分子中的一个O-H键方向的夹角变化,从而使水的性质发生变化,减小了气泡沿程的变化率,使加工间隙中的电导率趋于均匀,从而使型面各处加工间隙趋于均匀,有利于提高复制精度和表面粗糙度[20]。宏观上则表现为减少电解加工杂散腐蚀、减轻流纹,从而使电解加工精度得到提高。
本文研究的在夹具体上添加聚磁磁路的方法,是在不影响工件成形精度的基础上,减少阴极设计周期和降低成本的一条有效途径。但要形成一套完整和成熟的磁场设计方法,还必须从机理和技术上进行进一步系统的研究。在磁场复合电解加工的研究取得工艺效果的基础上开展聚磁电解加工技术研究,必将加快电解加工向精密加工方向发展的速度。
5 结论
(1)为解决多工位复杂形状型槽成形难的问题,设计了一套能实现多工位同时加工的电解加工装置,进行多工位复杂型腔同时电解加工,提高了加工效率,降低了成本。
(2)采用聚磁辅助电解加工技术可有效减轻杂散腐蚀,改善流场,较不加磁场成形精度提高33.3%,表面粗糙度值达 Ra0.16 μm,降低 46.7%。在误差允许范围之内,采用聚磁磁路设计加工的工件满足尺寸设计要求。
(3)表面粗糙度和复制精度均显著提高的原因之一,是聚磁磁场对带电粒子和电解液理化性质的影响更明显。在切割流线的方向上加聚磁磁场,洛仑兹力的作用更有利于成股的束流展开,是改善流场的主要原因。
[1] Zhu Di,Xu Huiyu.Improvement of electrochemical machining accuracy by using dual pole tool[J].Journal of Materials Processing Technology,2002,129:15-18.
[2] Klocke F,Zeis M,Klink A.Technological and economical capabilities of manufacturing titaniumand nickel-based alloys via electrochemical machining(ECM)[J].Key Engineering Materials,2012,504-506:1237-1242.
[3] 孙春华,朱荻,李志永.基于正问题数值求解模拟“试验修整”的电解加工阴极设计[J].机械设计与制造,2004(6):81-83.
[4] Purcar M,Bortels L,Bossche B V,et al.A user-friendly simulation software for 3D ECM[J].Journal of Materials Processing T echnology,2004,149(1-3):486-492.
[5] Purcar M,Bortels L,Bossche B V,et al.3D electrochemical machining computer simulations[J].Journal of Materials Processing Technology,2004,149(1-3):472-478.
[6] Brusilovski Z.Adjustment and readjustment of electrochemical machines and control of the process parameters in machining shaped surfaces[J].Journal of Materials Processing Technology,2008,196(1-3):311-320.
[7] Hewidy M S,Ebeid S J,El-Taweel T A,et al.Modelling the performance of ECM assisted by low frequency vibrations[J].Journal of Materials Processing Technology,2007,189:466-472.
[8] Asokan P,Kumar R R,Jeyapaul R,et al.Development of multiobjective optimization models for electrochemical machining process[J].The International Journal of Advanced Manufacturing Technology,2008,39:55-63.
[9] Wu J M.Numerical simulation of three-dimensional cathode flow field of ECM for inner-wall rectangle weight-reduction blind groove[J].Advanced Materials Research,2010,102-104:321-325.
[10] Yang Yong,Kang Mim,Fu Xiuqing.Research on the process of NC-ECM with ball-end cathode based on FEM[J].Key Engineering Materials,2011,458:93-98.
[11] Lu Yonghua,Liu Kai,Zhao Dongbiao.Experimental investigation on monitoring interelectrode gap of ECM with six-axis force sensor[J].International Journal of Advanced Manufacturing Technology,2011,55(5-8):565-572.
[12] 范植坚,李新忠,王天诚.电解加工与复合电解加工[M].北京:国防工业出版社,2008.
[13] 范植坚,王天诚,李福援,等.永磁场提高电解加工尺寸精度的试验研究[J].兵工学报,2001,22(4):563-565.
[14] 范植坚,钟灵,李福援,等.基于电化学过程的电解加工间隙电场的研究[J].兵工学报,2003,24(4):516-519.
[15] 范植坚,马保吉,王天诚.嵌入磁路的电解加工技术[J].机械工程学报,2006,42(2):96-100.
[16] Fan Zhijian,Zhang Lixin,Tang Lin.Influence of magnetic field on accuracy of ECM by changing the conductivity of anode film[J].Chinese Journal of Mechanical Engineering,2008,21(4):11-14.
[17] 范植坚,王岗罡,唐霖,等.磁场辅助电解加工装置的磁场设计和试验[J].机械工程学报,2010,46(1):194-198.
[18] 范植坚,赵刚刚,张丽娟.多工位同时加工的整体阴极及电解加工装置设计[J].兵工学报,2011,32(4):482-486.
[19] Fan Zhijian,Zhao Ganggang,Zhang Lijuan.Design of anasysbased cathode with complex groove[J].Journal of China Ordnance,2012,8(1):31-34.
[20] Fan Zhijian,Wang Tiancheng,Zhong Ling.The mechanism of improving machining accuracy of ECM by magnetic field[J].Journal of Materials Processing Technology,2004,149(3):409-41.
[21] 方建成,金洙吉,徐文骥,等.磁场辅助电化学抛光试验研究[J].中国表面工程,2002(3):24-32.
[22] 方建成,金洙吉,徐文骥,等.磁场电化学磁粒复合光整加工实验研究[J].中国机械工程,2001,12(9):1033-1036.
[23] 方建成,金洙吉,王续跃,等.磁场电化学光整加工研究[J].大连理工大学学报,1999,39(6):761-765.
[24] 唐兴伦,范群波,张朝晖,等.ANSYS工程应用教程:热与电磁学篇[M].北京:中国铁道出版社,2003.
[25] 范植坚,王天诚,李福援,等.基于改变间隙电场特性的磁场复合电解加工研究[C]//2001年中国机械工程学会年会暨第九届全国特种加工学术年会论文集.北京:机械工业出版社,2001:189-191.
[26] 徐泽华,李滨.深孔电解加工中模糊神经网络控制方法的探讨[J].西安工业学院学报,2000,20(2):91-96.
猜你喜欢
有色设备(2022年2期)2022-08-06
军民两用技术与产品(2021年10期)2021-03-16
传感器世界(2018年5期)2018-11-16
电子制作(2018年12期)2018-08-01
振动与冲击(2018年12期)2018-06-28
橡塑技术与装备(2018年2期)2018-02-19
微特电机(2016年9期)2016-12-20
中国塑料(2016年5期)2016-04-16
锻压装备与制造技术(2015年4期)2015-07-01
