
电解加工异形型腔的试验研究
2013-04-13 06:37干为民
电加工与模具 2013年4期
许 越,干为民
(1.河海大学机电工程学院,江苏常州 213022;2.常州工学院江苏省数字化电化学加工重点建设实验室,江苏常州213002)
近年来,机械零件不断向着结构复杂化、加工难度大的方向发展,零件的精度要求高、材料硬度高,尤其像一些整体构件的型腔,型面加工可达性很差,且薄壁整体构件较多,采用常规加工极易变形,给加工制造带来了很大的困难。人们研究了很多新的加工方法,以达到优质、高效、低成本的目标。其中,数控技术与电解加工技术的集成,就是实现这一目标的重要技术途径。
电解加工不受加工材料本身力学性能的限制,适用于复杂型面零件的加工;且生产效率高,加工出的工件表面质量好,可获得较低的表面粗糙度值。在电解加工过程中,阴极在理论上没有损耗,所以在正常情况下,设计出来的阴极可长期使用。
1 加工间隙分析
电解加工主要是间隙加工,其加工间隙主要有3种:①在加工进给方向上,阴极与阳极之间的间隙称为底面加工间隙;②在与进给方向垂直方向上的表面加工中,阴极与阳极之间的间隙称为侧面间隙;③在三维表面加工中,除了端面间隙外都被称为法向间隙。底面间隙主要影响着工件加工区横截面上的复制精度;而侧面间隙影响着纵截面上的成形精度,产生侧面间隙的主要原因是电解加工所引起的二次腐蚀[1]。
在电解加工实际应用中,为使问题简化且又能满足实际生产需求,常采用近似分析的方法,最常用的是cosθ法。它是基于以下简化电场的假设条件下进行研究的:欧姆定律在阳极表面、阴极表面及整个加工间隙电解液中都成立;工具阴极和工件阳极表面为不同电位值的等位面;金属阳极溶解过程中的电流效率η在加工零件表面所有区段都相同;同一电流线上的电解液电导率κ相同。
基于上述简化电场的假设条件及电流线长度计算的近似处理,根据欧姆定律和法拉第定律,结合图1可得电解加工的端面间隙为:

式中:η为电流效率;ω为体积电化当量;κ为电解液的电导率;U为阴极与工件之间的外加电压;δE为阴、阳极极化电位值总和;va为工件在θ处的电解速度。而电解加工的侧面间隙会在加工过程中随着端面的加工自然形成[2]。
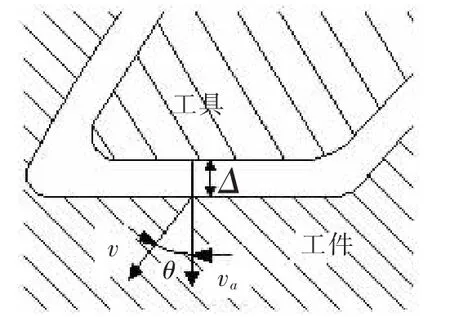
图1 电解速度与加工间隙示意图
假设工具阴极以速度v恒速进给,无论阴极的进给速度v及加工初始间隙Δ0为何值,总会有一个时刻使va=v,即工件的电解速度与阴极的进给速度相等,两者达到动态平衡。此时,加工间隙将会稳定不变,即平衡加工间隙为:

研究加工过程的间隙变化规律,对掌握电解加工工艺规律、保证加工过程的稳定及加工精度有着重要的意义。本课题以工业上应用较多的金属碳钢作为加工对象,在其上电解加工一条圆弧形异形型腔通道,具体的研究内容有:①分析型腔的具体形状,对加工阴极进行设计,保证加工通道内电解液流动顺畅,通道内各个地方不缺液;②利用数控电解加工的方法在一整块构件上加工复杂的异形型腔,进而打通整个构件;③对加工后的工艺参数进行记录,并将加工后的实际尺寸与理论尺寸进行对比,分析误差,并对加工结果进行分析总结。
2 试验设备与阴极设计
2.1 试验设备
试验所用的设备包括数控电解加工机床、加工电源及电解液系统(图2)。五轴数控电解加工机床可加工工件的尺寸受加工空间尺寸的影响,适合加工体积小、重量轻的工件[3]。加工电源是高频开关电源,输出电流为0~20 000 A,输出电压为0~300 V,其效率高,体积小,且稳压、稳流精度高,可靠性好。电解液是产生电解加工阳极溶解的载体,试验选用NaNO3电解液,其加工精度高,应用面较广。电解液系统采用二级过滤,在泵入口处及机床管路入口处均设有过滤网,管路压力由溢流阀进行调节,压力范围为0.1~1.1 MPa,电解液温度可通过加热器与冷风扇进行调节,电解液循环控制装置主要由高压泵和过滤泵组成[4]。
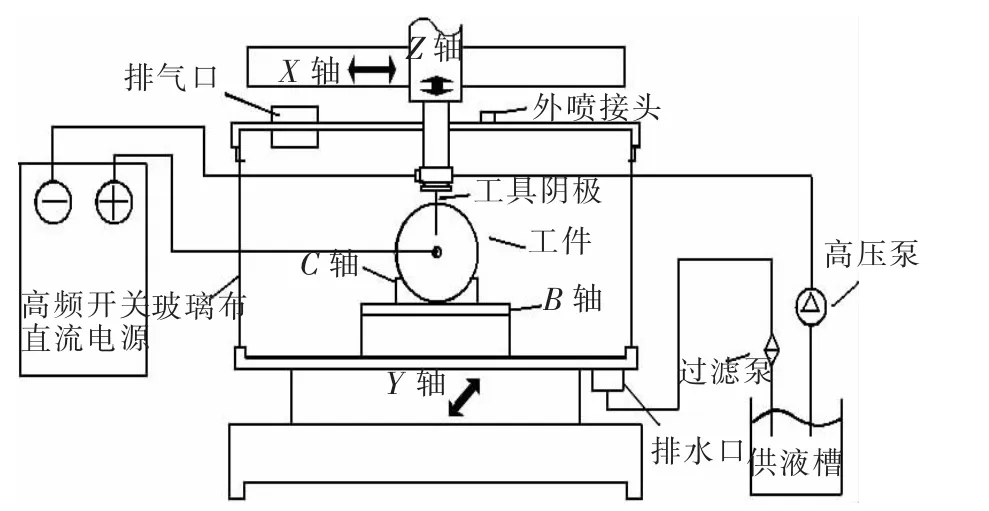
图2 数控电解加工装置示意图
2.2 阴极设计
电解加工使用的阴极一般可分为外喷式、内喷式两种,外喷式电极用于对已加工型面进行精加工,而内喷式电极常用于在实体上开槽及复杂型面的光整加工。考虑到加工效率与型腔的复杂程度,试验选用内喷式阴极。
内喷式阴极除了在外形设计方面必须保证其加工形状的要求以外,在阴极结构设计方面还应满足以下原则[5]:① 流场合理,保证流场分布均匀;②刚性好;③防止干涉。加工型腔的大小有限,必须保证阴极不与已加工面发生干涉;④结构简单,工艺性好。
根据型腔的形状及其加工特点,结合电解加工异形腔的加工方案,加工阴极的设计见图3。该阴极背后为进水孔,同时阴极的下方也设有出水槽,这样可保证在加工时,阴极的下端不会缺液。在整个加工过程中,由于采用内喷的加工方式,所以在型腔内加工可避免供液难的问题。同时,阴极根部进水口较大,有利于阴极的进水。而阴极前端的出水口较小,这样可增加出水口处的压力,有利于整个加工。
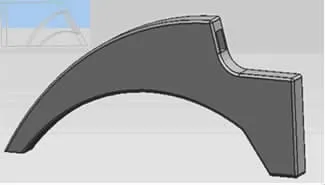
图3 异形腔的加工阴极设计示意图
加工时,阴极进给速度越快,加工间隙就越小;相反,阴极进给速度越慢,加工间隙就越大。阴极根部的法向进给速度最大[6],所以其根部的加工间隙最小。在选取进给速度等加工参数时,要特别注意此处的加工间隙。
2.3 阴极与工件之间的加工对刀
加工整体装配见图4。加工过程中,工具阴极与工件之间的距离不停地向着平衡间隙变化,所以在加工开始前,预留的初始加工间隙应大于平衡间隙。在加工过程中,随着阴极刀具不断进给,一旦工件的溶解速度低于工具的进给速度,加工间隙越来越小,就会产生短路现象。所以加工前的准确对刀,设置精确的初始加工间隙是保证稳定加工的必要条件。通过计算与经验分析,本试验将初始加工间隙设定为1 mm。
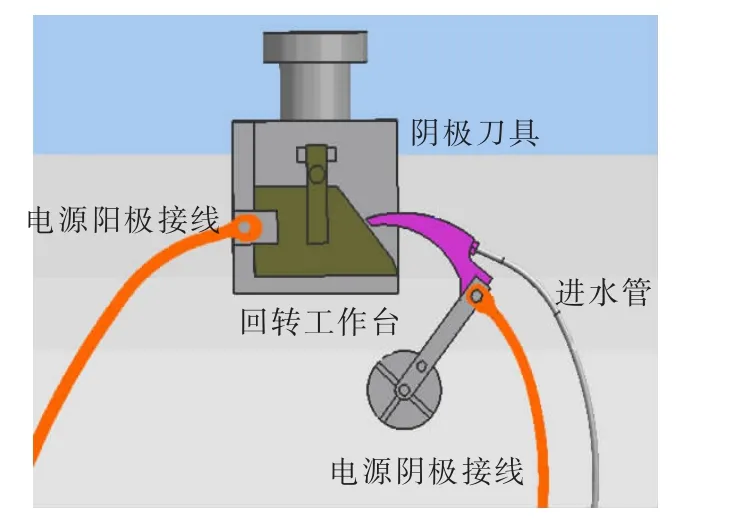
图4 试验初始加工位置
3 异形型腔试验加工工艺研究
3.1 加工参数的正交试验设计
控制电解液中NaNO3质量分数在12%~13%,选取加工电压、阴极进给速度、主轴转速、电解液压力、电解液温度5个因素建立正交试验(表1)。
对试验结果进行处理,得到加工电压与电解液温度对加工去除量的影响最大,其次是阴极进给速度,最后是电解液压力与主轴转速。最优水平组合为A4B3C4D5E4。其中,电解液温度一般在30~40℃范围内是最有利的,温度过高会严重影响工件的表面质量,且会烫伤软管[7]。
从理论上来说,电压越大,加工蚀除效果就越好,但同时电流密度也会过大,使腐蚀速度过快,极易引起火花、短路等现象,造成工件表面烧伤,从而降低表面质量。

表1 正交试验因素水平表
加工完成后,异形型腔完全被打通(图5)。取出工件可发现,型腔内壁十分光滑,工件表面没有伤疤,也没有流痕,说明加工中电解液流动通畅,阴极的流场设计合理[8]。
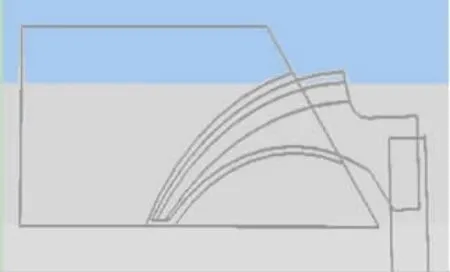
图5 加工完成后内部结构示意图
3.2 加工试验结果分析
试验采用划分网格的方法进行加工数据测量,并与理论数据进行比较,分析误差。为了更好地分析数据,将已加工的工件从中间剖开,用仪器划线尺在型腔横向上每10 mm划一条直线,在纵向上每20 mm划一条直线(图6)。然后对这些网格逐一测量,就可得到型腔的尺寸数据值。
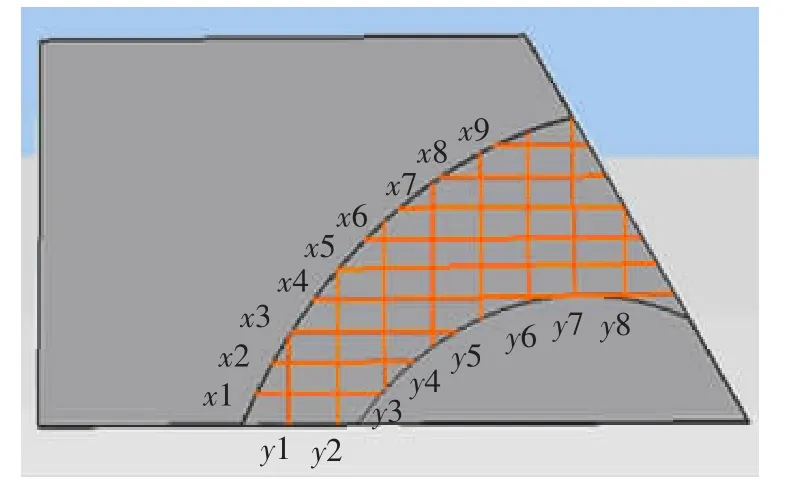
图6 型腔的剖面划线图
将型腔上的理论数据与实际加工数据进行比较(表2)。分析可得,型腔加工尺寸越大的地方,误差也越大,其中,在纵向上的最大误差已达0.18 mm。虽然本次试验的误差在允许的误差范围之内,但试验仍有需改进的地方。
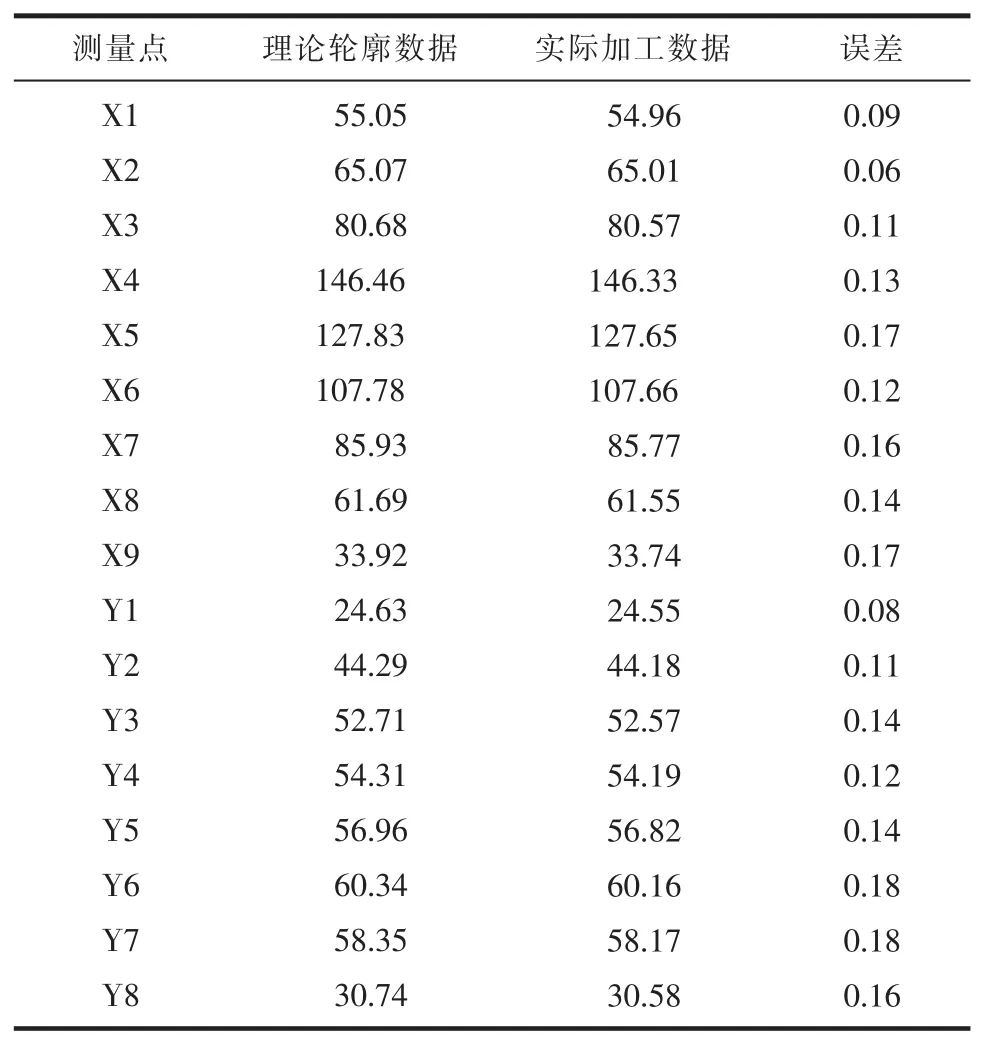
表2 实际型腔数据与理论型腔数据对比表 mm
(1)阴极的设计尺寸可再做调整。从尺寸数据可看出,根部数据误差较大,通过适当调整阴极根部的尺寸,使液流通道更匀称,从而能减少工件根部的加工误差。
(2)改进加工电源。电解加工的电源主要有直流电源与脉冲电源两种。本次试验采用的是直流电源,相对于脉冲电源而言,加工精度不高,所以今后的试验可考虑逐步采用脉冲电源。
4 结论
本文通过试验分析了异形型腔的加工工艺及其工艺规律,得出以下结论:
(1)利用数控电解加工技术能解决普通机械加工技术无法解决的复杂型腔的加工问题。
(2)通过试验发现,电解加工过程中最大的加工速度可达2 mm/min,其加工效率相比电火花加工快了将近10倍。
(3)试验结果表明,电解加工可获得较高的表面精度,工件表面最大的误差为0.18 mm。
[1] 赵建社.整体构件异形型腔组合电解加工关键技术研究[D].南京:南京航空航天大学,2007.
[2] 王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001.
[3] 赵建社,徐家文,云乃彰,等.异形型腔组合电加工数字化制造技术研究[J].航空学报,2006,27(1):157-160.
[4] 赵建社,徐家文,王福元,等.异形型腔数控电解加工阴极及运动轨迹设计[J].中国机械工程,2006(1):17-20.
[5] 徐家文,云乃彰,严德荣。数控电解加工整体叶盘的研究、应用和发展[J].航空制造技术,2003(6):31-34.
[6] Zhu Di,Xu Huiyu. Improvement of electrochemical machining accuracy by using dual pole tool [J]. Journal of Materials Processing Technology,2002,129(1-3):15-18.
[7] 徐家文,赵建社.航空发动机整体构件特种加工新技术[M].北京:国防工业出版社,2011.
[8] Ahmed M S,Duffield A.Deep hole drilling using ECM[M].Dearborn:Society of Manufacturing Engineers,1989.
猜你喜欢
山东冶金(2019年5期)2019-11-16
石油化工建设(2018年1期)2018-07-10
橡塑技术与装备(2018年2期)2018-02-19
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年3期)2017-04-26
中国塑料(2016年5期)2016-04-16
电源技术(2016年9期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
应用化工(2014年1期)2014-08-16
