
X80M管线钢焊接接头性能研究
2013-03-28 05:38磊李志宏王国平王登树
焊管 2013年12期
于 磊李志宏王国平王登树
(1.安徽省特种设备检测院,合肥230051;2.合肥工业大学,合肥230000;3.合肥紫金钢管有限公司,合肥230000)
1 X80M钢材料特征简介
X80M钢属于热机械成型高强度用钢,与碳钢和普低钢的区别在于钢中加入了多种微合金化元素,通过控轧控冷工艺(TMCP),充分发挥了合金元素析出强化和固溶强化等作用[1],显著改善了钢材的力学性能。目前,X80M宽厚钢板化学成分及力学性能能够达到:碳当量CEpcm≤0.25%,屈服强度下限为555 MPa,抗拉强度下限为625 MPa,且-20℃横向冲击功≥150 J[2]。使得钢材在保证足够强度和良好冲击韧性的同时,依然具有良好的焊接性能。其主要化学成分和力学性能分别见表1和表2。
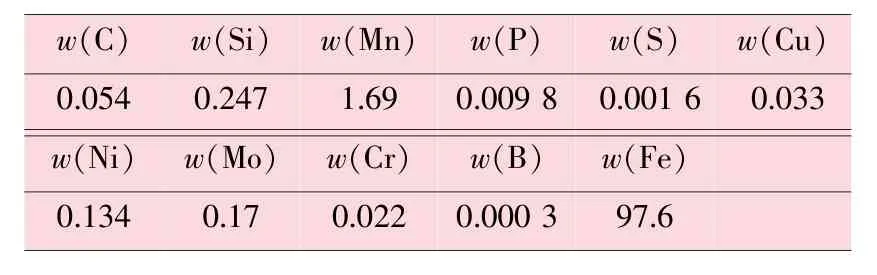
表1 X80M钢板主要化学成分 %
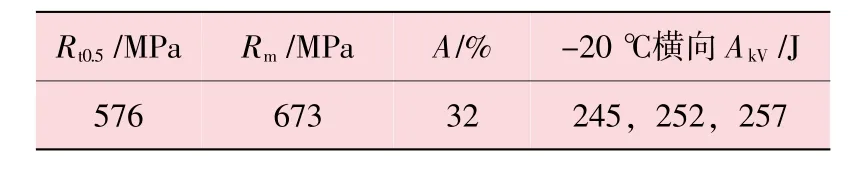
表2 X80M钢板的力学性能
2 焊接工艺参数设计
2.1 坡口尺寸及焊接顺序
X80M钢板焊接时采用的坡口形式为带钝边的X形坡口。根据板厚和焊接效率等因素,选择的焊接坡口尺寸如图1所示。按图中顺序依次进行1,2和3焊道(层)的焊接。1表示GMAW预焊,2表示SAWL内焊,3表示SAWL外焊。
2.2 焊接工艺参数
预焊采用纯CO2气体保护焊,为保证焊接过程的稳定性,采用直流反接[3]。内焊采用埋弧双丝焊接工艺,前置焊丝采用直流反接,后续焊丝采用交流焊接;外焊采用埋弧三丝焊接,采用“直流+交流+交流”模式,前置焊丝采用直流反接,中间和后续焊丝采用交流焊接。埋弧焊时前置焊丝焊接电流较大,主要是为了保证熔透深度,后续焊丝电流较小,主要是为了控制焊缝表面成形质量。
X80M直缝焊管焊接工艺参数见表3。
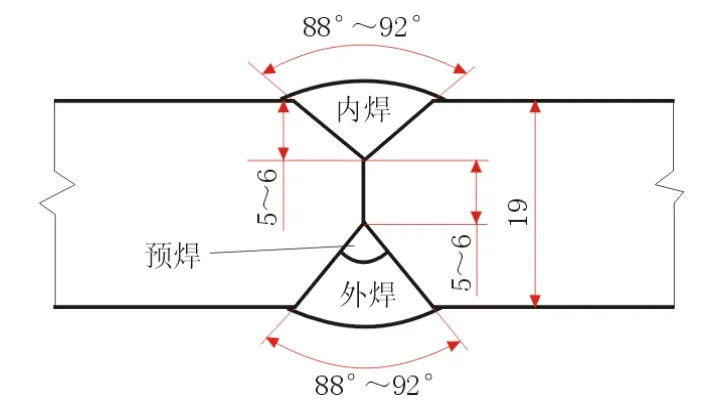
图1 X80M直缝焊管的坡口尺寸
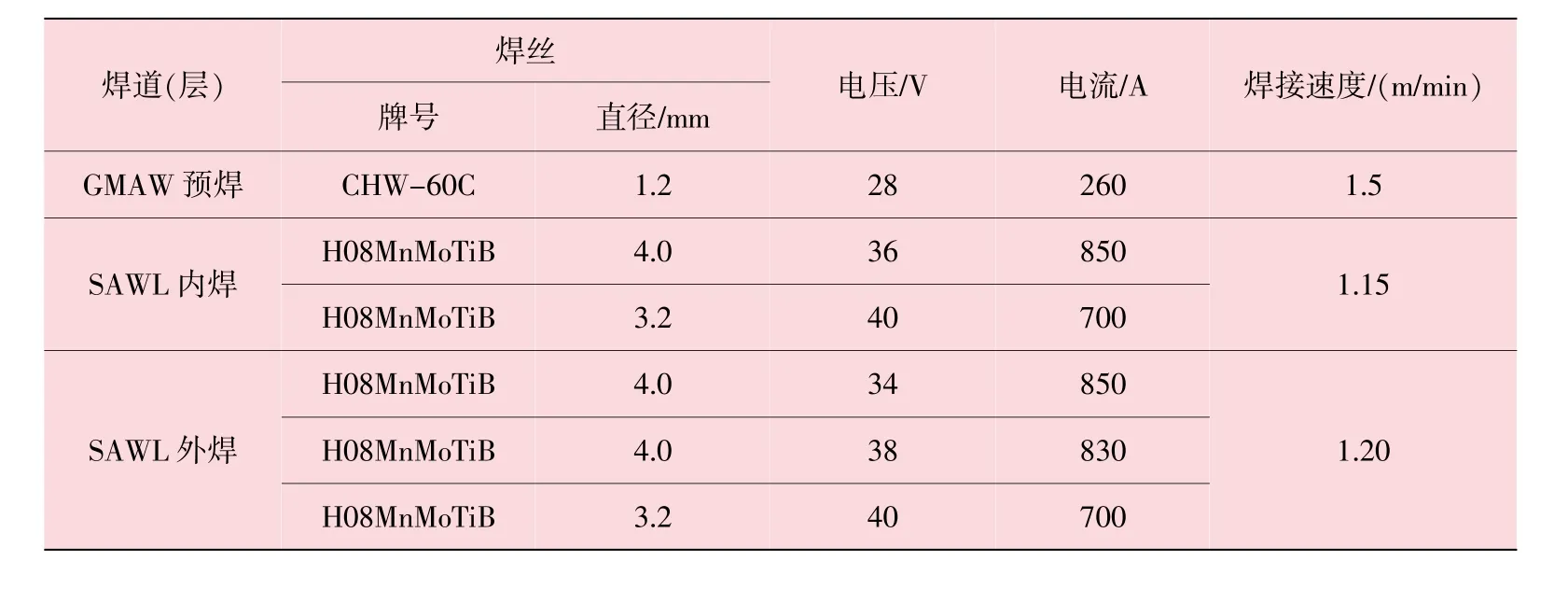
表3 X80M直缝焊管焊接工艺参数
3 焊接接头理化性能测试
3.1 横向拉伸性能
截取钢管全壁厚试样,焊缝位于试样中心。将试样在室温下压平,压平后试样尺寸为19 mm(厚)×38 mm(宽)×350 mm(长)[4], 试验按照 GB/T 228.1—2010标准进行。测得焊接接头抗拉强度为693 MPa,试样断裂于母材,为塑性断裂。
3.2 焊缝横向导向弯曲试验
焊缝导向弯曲试样为全壁厚带弧度试样,焊缝位于试样中心。试样经室温压平后的尺寸为19 mm(厚)×38 mm(宽)×350 mm(长), 试验方法按照GB/T 232标准进行。弯曲后试样如图2所示。对弯曲后试样进行观察,没有发现管体、焊缝及热影响区存在任何裂纹,证明焊缝、热影响区与管体之间结合良好,塑性良好。
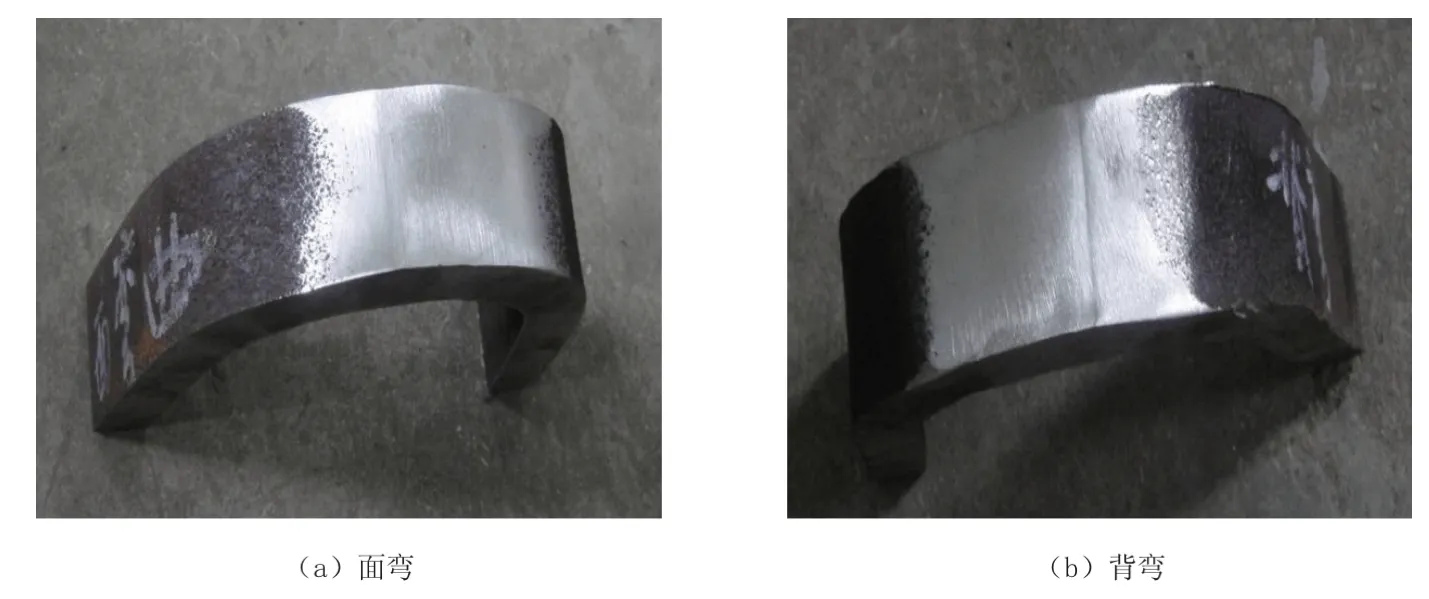
图2 X80M直缝焊管横向弯曲试验结果
3.3 V形缺口夏比冲击试验
试验用主要设备为微机控制用金属摆锤冲击试验机和低温保温箱,截取10 mm×10 mm×55 mm的横向试样,试验按照GB/T 229—2007标准要求进行。
X80M直缝焊管横向冲击试样的断后形貌如图3所示。图3(a)为焊缝冲断后的试样,从左依次编号为 1#,2#和3#; 图3(b)为热影响区冲断后的试样,依次编号为1#,2#和3#。从图3可以看出,热影响区冲击断口剪切面积较大,说明在承受冲击载荷时迅速发生塑性变形的能力较强。焊缝和热影响区冲击试验结果见表4。
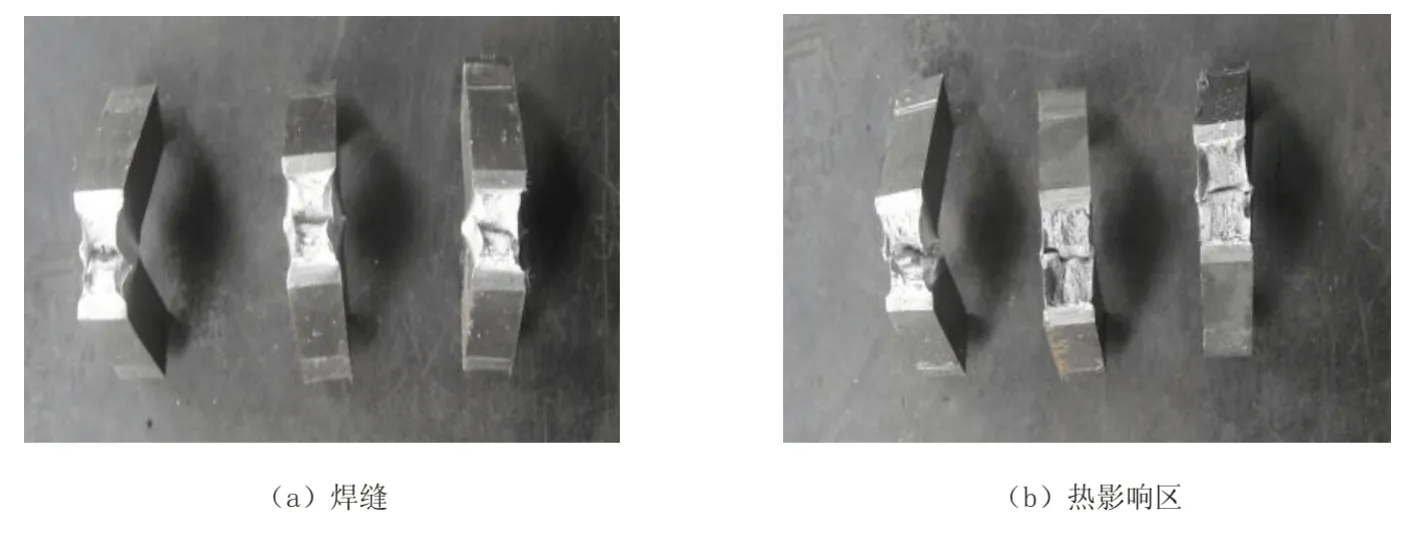
图3 X80M直缝焊管横向冲击试样断后形貌
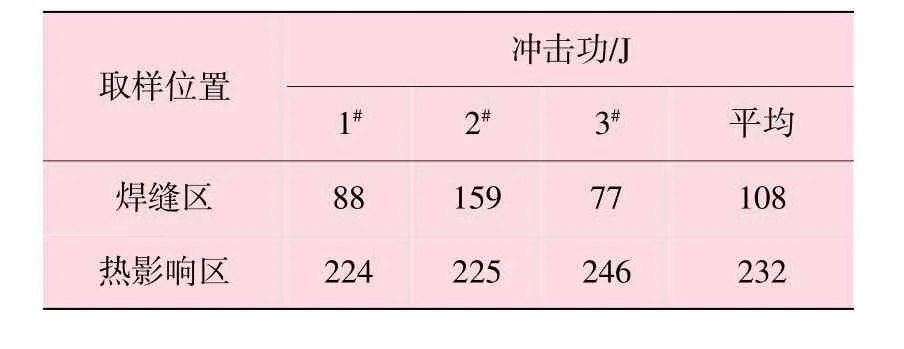
表4 X80M直缝焊管横向冲击试验结果
从表4可以看出,焊缝和热影响区冲击值均低于母材。主要原因是在整个焊接热循环过程中奥氏体晶粒急剧长大[5],以及焊后冷却过程使组织变得较为粗大所致。
3.4 微观金相组织观察
采用线切割方法,将试样切割成40 mm(长)×19 mm(宽)×15 mm(厚)的小试样, 并按顺序进行打磨、抛光,采用4%硝酸酒精进行腐蚀。在金相显微镜下观察焊接接头的显微组织,结果如图4所示。
从图4可以看出,内、外焊缝中以铁素体和粒状贝氏体组织为主,粗晶区以块状铁素体和粒状贝氏体为主,细晶粒区组织则相对细小,除块状铁素体和粒状贝氏体外,出现了针状铁素体组织,成分和性能进一步向母材靠近;内焊缝比外焊缝的组织细小。因为按照焊接顺序先内焊、后外焊,外焊时,内焊缝处于“正火”[6]温度范围内,致使内焊缝晶粒组织较外焊缝细小。
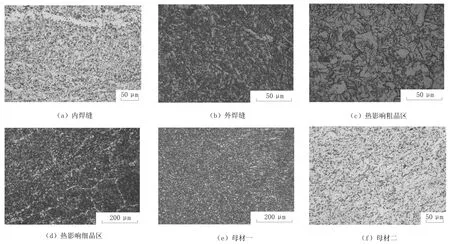
图4 X80M直缝焊管焊接接头的金相组织
3.5 断口SEM扫描
利用SEM扫描电子显微镜对3#试样的焊缝和热影响区冲击断口分别进行扫描,扫描结果如图5所示。从图5可以看出,焊缝断口形貌主要呈撕裂状“河流花样”特征[7],也有少部分呈韧窝特征;而热影响区断口形貌主要呈现韧窝断口特征,以塑断为主。说明热影响区冲击试样在断裂前发生了很大的塑性变形。
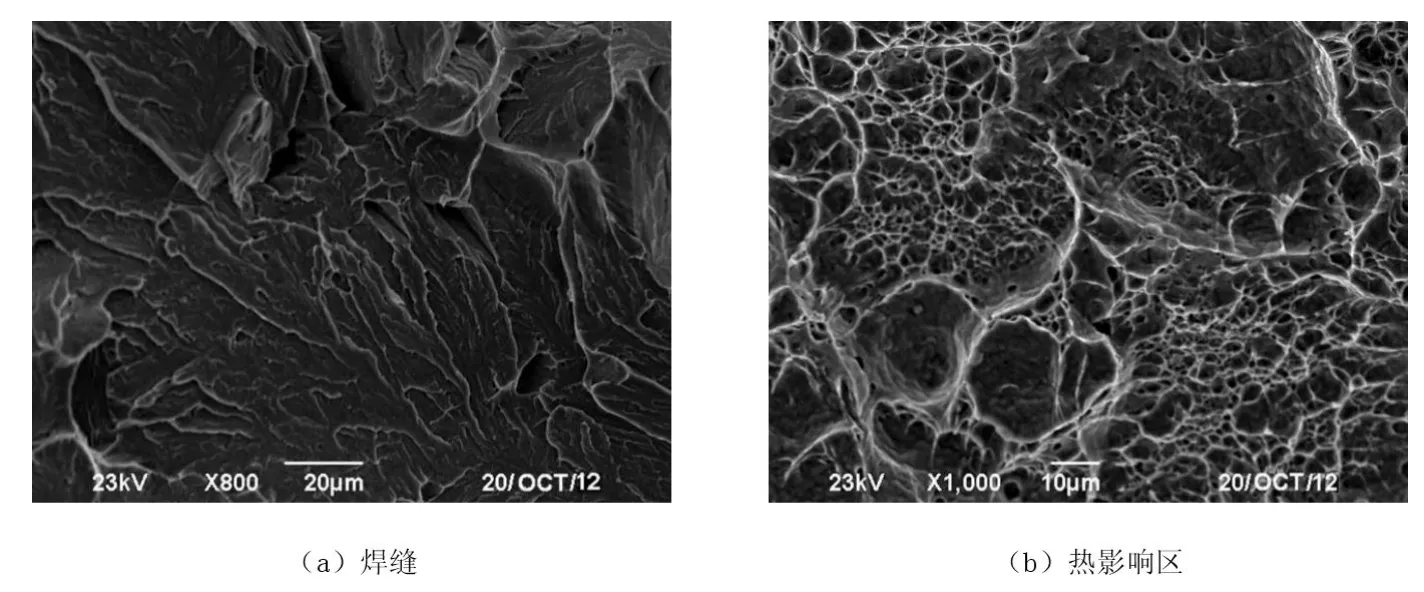
图5 3#试样焊缝和热影响区冲击断口SEM形貌
4 结语
采用熔化极气体保护焊和埋弧焊组合的方式对X80M管线钢板进行了焊接性试验。对X80M直缝焊管的焊接接头进行了力学性能测试、微观金相观察及冲击试样断口SEM扫描。结果表明,采用该工艺所焊接头的各项指标符合GB/T 9711—2011和其他安全技术规范与标准要求。焊缝中粗大柱状晶导致该区域韧性较低,在实际生产过程中应将焊接热输入量控制在适当的范围之内,以保证焊接质量。
参考文献:
[1]兰亮云,邱春林,赵德文.高钢级管线钢的常规TMCP工艺与 HTP 工艺[J].轧钢,2009,26(05):40-41.
[2]GB/T 21237—2007,石油天然气输送管用宽厚钢板[S].
[3]王长忠,高艳华,卢大勇,等.焊工工艺与技能训练[M].北京:中国劳动社会保障出版社,2005:158.
[4]GB/T9711—2011,石油天然气工业管线输送用钢管[S].
[5]张文钺.焊接冶金学[M].北京:机械工业出版社,2008:185-186.
[6]石德珂.材料科学基础[M].北京:机械工业出版社,2003:336.
[7]崔忠圻,覃耀春.金属学与热处理[M].北京:机械工业出版社,2007:185-189.
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
中国金属通报(2022年1期)2022-06-02
建筑与预算(2022年3期)2022-04-22
锻压装备与制造技术(2021年2期)2021-07-19
建材发展导向(2019年11期)2019-08-24
金属加工(热加工)(2018年2期)2018-03-22
现代冶金(2016年6期)2016-02-28
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
焊接(2015年2期)2015-07-18
