
TA2+16MnR复合板焊接技术在冷凝器上的应用
2013-03-28 05:38黄向红
焊管 2013年12期
黄向红
(四川机电职业技术学院,四川攀枝花617064)
1 概述
钛及其合金具有显著的耐蚀性,这是由于它与氧的亲和力强,会在表面生成一层致密的氧化膜,阻止介质的腐蚀。在大多数水溶液中,钛及其合金都能在表面生成一层钝化膜,因此,在酸、碱、盐水溶液和氧化性介质中,钛及其合金表现出很好的稳定性,比现有的不锈钢和其他常用有色金属的耐腐蚀性好,被大量用于各种热交换器、化学反应容器材料及防腐蚀领域。
图1照片所示为攀煤化公司煤气净化车间回收二系氨气处理冷却器。过去氨气处理冷却器采用不锈钢材质制造,由于介质的腐蚀性很强,设备的使用寿命很短,因此决定改用钛材来制造。考虑到全部使用纯钛材成本太高,而钛钢复合板既具有钛复层优良的耐蚀性,又具有基层碳钢的强度和塑性,可以节约钛材,降低成本,因此决定采用TA2+16MnR钛钢复合材料(12 mm+2.0 mm)作为氨气处理冷却器的筒体材质,这样一来,保证钛钢复合板的焊接质量就显得尤为重要。

图1 氨气处理冷却器照片
2 TA2与16MnR的性能特点
TA2是工业纯钛,尽管其强度不高,但具有优良的塑性、韧性和抗腐蚀性能,多用于化学工业和石油工业的耐腐蚀容器、管道等的制造。根据JB/T 4745—2002《钛制焊接容器》标准,TA2的化学成分及力学性能见表1和表2。16MnR是锅炉压力容器用低合金高强钢,其化学成分及力学性能见表3和表4。

表1 复层TA2(工业纯钛)的化学成分 %
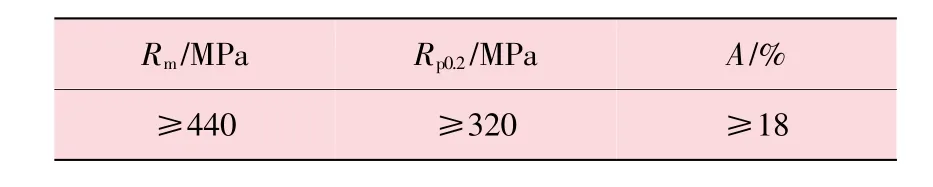
表2 复层TA2的力学性能
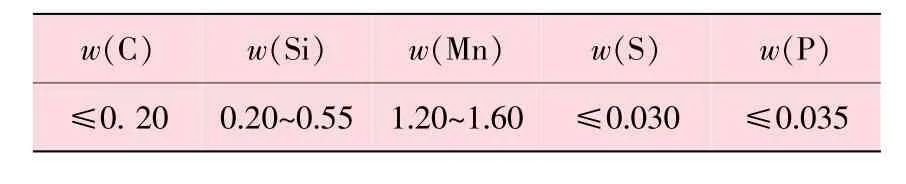
表3 基层16MnR的化学成分 %
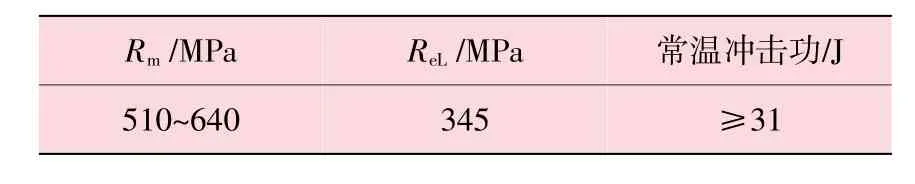
表4 基层16MnR的力学性能
3 TA2+16MnR复合板的焊接性分析
TA2+16MnR钛钢复合板是以16MnR为基层,以工业纯钛TA2为复层,以爆炸或轧制等方法制成的双层复合板。基层16MnR主要用来满足焊接结构设计的强度和刚度要求,复层TA2则用以满足耐腐蚀等特殊性能要求。因TA2与16MnR在化学成分、金相组织、物理性能等方面差异很大,这就大大增加了焊接难度。并且Ti与Fe互熔会形成TiFe和TiFe2等脆性化合物,使焊缝塑性严重下降甚至产生裂纹。因此,TA2和16MnR不具有良好的异种金属焊接性,需对其焊接性进行分析,以制定出合理的焊接工艺措施。
3.1 TA2焊接性分析
3.1.1气体及杂质对TA2焊接性能的影响
TA2的熔点为1 680℃,在常温下,由于其表面致密的氧化膜使得其性能非常稳定,但在高温下呈现出很强的化学活泼性。高温时Ti在空气中具有强烈吸收H,O和N的作用。空气中的固态Ti从250℃开始吸收H,从400℃开始吸收O,从600℃开始吸收N;另外,当温度达到400℃以上时,除了H,O和N以外,还和其他诸如C,Fe和Si等杂质发生反应,从而降低焊接接头的塑性和韧性,增加强度和脆性,在焊接应力作用下易产生裂纹。
3.1.2焊接接头易产生裂纹
TA2的导热性差,导热系数低,热容量小,如果熔池停留时间长,冷却速度变慢,焊缝晶粒就会由于过热而变得粗大,在冷却收缩过程中,由于焊接拉应力的作用,再加上低塑脆化原因,很容易使焊缝产生裂纹。由于TA2含S,P和C等杂质的量很少,且高温强度高,塑性好,凝固时焊缝收缩量小,因而焊接接头产生热裂纹的可能性较小。TA2焊接时,热影响区易产生冷裂纹,这是由于焊接过程中H由温度高的熔池向温度较低的热影响区扩散,由于此时的α相含有过饱和氢,在发生共析反应后析出TiH2,H含量的增多会使该区析出TiH2的量增加,从而增大了热影响区脆性,另外由于氢化物析出时体积膨胀引起较大的组织应力,再加上H原子向该区的高应力部位扩散和聚集,以及焊接残余应力的作用,以致焊后产生冷裂纹。
3.1.3焊缝中易产生气孔
由于焊接温度高,TA2对H,O和N的亲和力加强,所以气孔成了TA2钛及其合金最常见的缺陷之一。气孔的存在不仅会引起应力集中而且还会使整个焊接接头的塑性、耐疲劳强度、寿命等降低。TA2焊接时主要产生的是H2孔,也有CO气孔。
3.1.4焊接时应预防焊接变形
Ti的弹性模量小,约为低碳钢的一半,焊接变形大;冷变形的回弹能力强,约为不锈钢的2~3倍,故矫形困难。因此,焊接中应采取有效措施预防焊接变形。
3.1.5焊接时应避免Fe污染
Fe对TA2的耐腐蚀性能也有很大的影响。Fe会在富铁相区与α相区建立起自发电池,产生电偶腐蚀,特别是在焊缝和热影响区会产生“优先腐蚀”;同时Fe污染会导致TA2吸氢加速,形成氢致裂纹,造成氢脆破坏。因此,TA2焊接过程中,要避免Fe污染。
3.2 TA2+16MnR复合板对接焊焊接特点
TA2+16MnR复合板对接焊时,为了保证复合钢板保持原有的综合性能,复层和基层必须分别进行焊接,基层16MnR是压力容器常用钢材,焊接性良好,采用已有的成熟焊接工艺能保证焊接质量,可以满足复合钢板对强度、刚度和韧性等力学性能要求。复层TA2是工业纯钛,焊接时要选择合适的焊接材料和焊接工艺,以避免产生冷裂纹,同时应满足设备运行时对耐蚀性的要求。由于TA2与16MnR直接熔焊会形成脆性熔合物,严重降低焊缝的塑性甚至产生裂纹,因此对基层与复层交界处只能采取间接熔焊焊接。
4 TA2+16MnR复合板焊接工艺
4.1 焊前准备
4.1.1焊件的切割
TA2+16MnR复合板切割必须用机械方法进行,在切割过程中,不得使其过热而变色,在坡口内外表面20 mm的范围内用砂轮和不锈钢丝轮打磨出金属光泽,用刮刀修正坡口的毛刺和钝边后再打磨光滑。
4.1.2焊前清理
做好复层TA2的焊前清理工作是非常重要的。污物易在焊缝中产生气孔和非金属夹杂,一旦焊接材料及焊件不干净会使焊缝的塑性和耐腐蚀性显著下降。因此,应特别注意TA2+16MnR钛钢复合板的焊前清理工作。
常用的清理方法有两种:①机械清理,用切削加工、喷砂、喷丸或钢丝刷清除焊接区的污物和氧化皮等;②化学清理,将焊件在酸洗液中进行清洗,去净焊件表面氧化物,至呈银白色为止。酸洗后的工件要在流动的清水中洗净,焊前再用丙酮或酒精将焊件焊接区域的表面擦净。如清洗后4 h未施焊,焊前应重新清洗,表面需要擦拭时,须用绸布。
钛贴条及钛焊丝需用3%HF+w35%HNO3酸洗液清洗。酸洗后必须用清水冲洗,然后烘干,酸洗至施焊的间隔时间不应超过2 h,同时,酸洗后应确保不受二次污染。
4.1.3焊接方法的选择
由于钛及其合金的化学活性强,易被O,N和H污染,所以不能采用一般的手工电弧焊或CO2气体保护焊等焊接方法施焊。TA2必须在惰性气体保护下焊接,不但熔池处要进行保护(利用枪体保护),而且应对焊后刚开始冷却时的焊缝和热影响区也要进行保护(后拖装置保护),即300℃以上区域均应进行惰性气体保护。手工钨极氩弧焊是最常用的焊接方法。
4.1.4焊接材料的选择
正确选择焊接材料是保证焊接质量的关键。从保证接头焊接质量考虑,基层16MnR的焊接需采用E5O15手工电弧焊焊条;TA2是工业纯钛,所选用焊丝在正常焊接工艺下,应使焊缝的抗拉强度达到母材抗拉强度标准值的下限,同时焊缝的塑性不低于母材或与母材相当,所用焊丝应具有与母材相当的耐蚀性。焊丝中的N,O,C,H和Fe等杂质元素的含量上限值应大大低于母材中杂质元素的标准含量上限值。一般不允许从所焊母材上裁条充当焊丝。
根据标准JB/T 4745—2002,本次施焊采用的焊丝牌号为STA2R,其化学成分见表5。

表5 STA2R焊丝的化学成分 %
焊前将焊丝放在专用的酸洗槽内,严格按规定进行酸洗。然后将焊丝放在保温箱内随用随取,并用白丝绸渗入丙酮擦洗后再焊接。
氩气的纯度将直接影响TA2焊缝的硬度和韧性,对焊接裂纹的产生也有着明显的影响。所以要求TA2焊接时所使用的氩气必须是高纯氩气(99.99%),杂质的总体积分数小于0.02%,相对湿度小于5.0%,露点在-50℃以下,H2的体积比小于0.001 mL/L,且符合JB/T 4745—2002规定,当瓶装氩气压力低于0.5 MPa时不宜使用。
焊接基层16MnR钢采用的手工电弧焊焊条牌号为E5O15,焊前需经350~450℃烘干1 h,然后放在100℃保温箱内随用随取。
4.1.5焊件的坡口设计与组对
为保证焊接质量,避免基体16MnR钢焊接中污染复层TA2,钛复层采用搭接焊形式,所以在设计焊接坡口时,冷却器纵缝、环缝基体选择V 形坡口, 坡口角度 60°~70°, 钝边取1~2 mm,焊接间隙取1.5~2.0 mm;基板对接坡口内壁应平齐,错口值不应超过壁厚的10%,且≤1 mm。TA2+16MnR复合板焊接接头形式如图2所示。
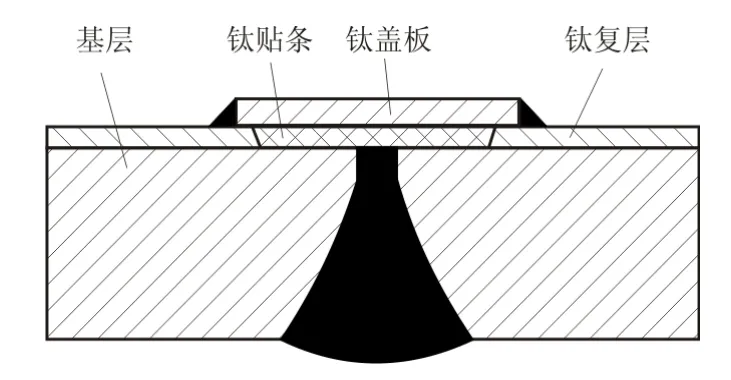
图2 TA2+16MnR复合板焊接接头形式示意图
坡口组对时,定位焊缝应与正式焊接采用的焊接材料及焊接工艺相同,即所选用的焊丝、焊条、焊接工艺参数及氩气保护条件都应与正式焊接时相同。焊前应对焊丝表面和焊接坡口及其两侧各20 mm范围内的氧化物、油污、水分、锈蚀等进行清理,并且应由合格焊工施焊。
4.2 焊接工艺参数及焊接顺序的确定
TA2+16MnR复合板对接接头的焊接顺序为:对基层16MnR钢手工钨极氩弧焊打底→手工电弧焊填充→背面机械打磨清根→背面手工电弧焊填充及盖面→基层检验→填入钛贴条→钛盖板与钛复层的点焊和焊接。焊接工艺参数见表6。
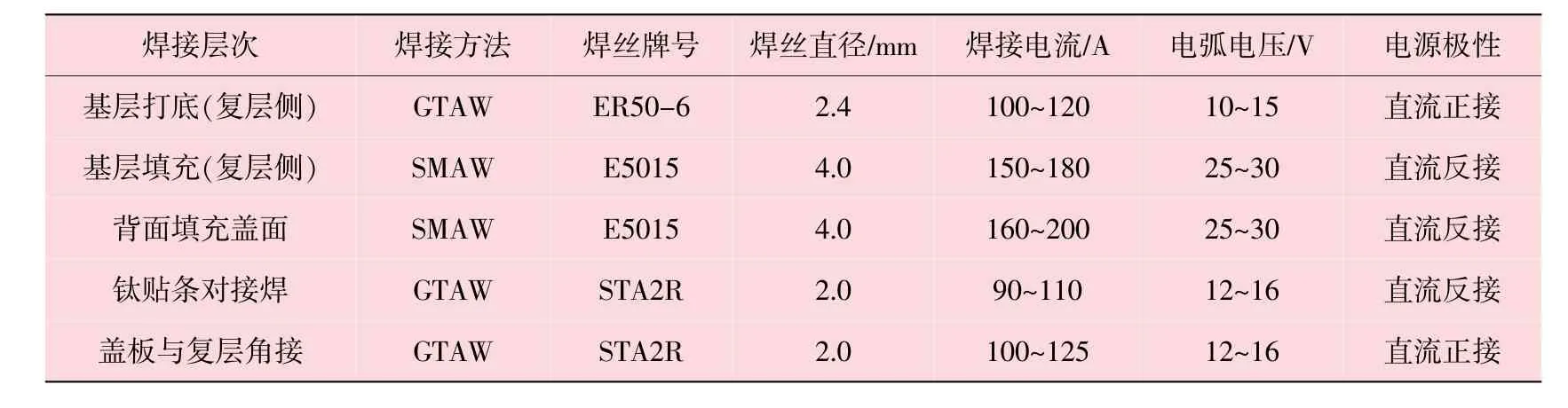
表6 TA2+16MnR复合板焊接工艺参数
4.3 焊接操作
4.3.1基层焊接
(1)氩弧焊打底。TA2+16MnR复合板焊接时,复层TA2受热循环的影响较大,因此基体打底焊时必须严格控制焊接线能量,防止因焊接区域过热而引起复层TA2的变形和污染。进行手工氩弧焊时,除了对焊缝正面充氩保护外,焊缝背面也应充氩气保护并降温。
(2)填充焊接。填充层采用手工电弧焊,焊接时必须采用短弧操作,以防止焊缝金属增氧、产生气孔而使焊接接头力学性能降低。
基体焊缝焊完经检验合格后再进行钛贴条对接的点焊及焊接。
4.3.2钛盖板与钛复层搭接焊
氩气的保护效果直接影响复层TA2焊缝的质量,无论是焊接过程还是焊后冷却过程都必须将焊缝与热影响区中温度高于300℃的区域置于氩气的良好保护之下。所以除了正面从焊枪通氩气保护焊缝外,还要采取措施进行后拖保护。
氩弧焊时采用左向焊法,焊枪喷嘴尽量与被焊工件垂直,焊丝与焊件间应尽量保持最小夹角(10°~15°), 钨极伸出长度和喷嘴离焊件表面距离尽量小,以获得良好的氩气保护效果。
5 焊后质量检验
5.1 外观检查
对钛复层焊缝和热影响区表面用10倍的放大镜进行100%检查,没有裂纹、咬边、气孔、夹渣、未熔合、弧坑和飞溅等缺陷,焊缝外也没有打弧点。焊缝及热影响区表面颜色80%以上为银白色和金黄色,其余为淡蓝色,对比标准JB/T 4745—2002中表10-5规定,质量合格。
5.2 内部检查
按标准JB/T 4745—2002中10.5规定:筒体纵缝、环缝对接焊缝的基层经100%射线检验,为Ⅱ级合格。
5.3 力学性能
按标准JB/T 4745—2002标准要求进行力学性能试验,筒体纵缝Rm为515 MPa/530 MPa、筒体环缝Rm为520 MPa/535 MPa;正面、背面弯曲试验(D=10 s, 180°)完好。
6 结语
对TA2+16MnR复合板的焊接性进行了分析,设计了合理的钛钢复合板焊接接头,制定了合理的焊接工艺,并加强了焊接过程的工艺控制,最终获得了满意的焊接接头。
将设计的焊接工艺应用于实际产品的焊接,焊后用5~10倍放大镜检查焊缝无裂纹、气孔、未熔合等缺陷;按JB/T 4745—2002标准对筒体(TA2+16MnR复合板)纵缝、环缝的焊接接头用X射线探伤检测II级合格,符合标准规定。对筒体按规定进行水压试验,经检查无渗漏,无明显的异常变形。
从煤化工厂冷凝器水压试验和投入运行以来的情况看,质量稳定。因此,TA2+16MnR复合板采用上述焊接工艺是行之有效的。
参考文献:
[1]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1980.
[2]焦万才,张文明,刘兆甲.氩弧焊/实用焊接技术丛书[M].北京:辽宁科学技术出版社,2007.
[3]杨松.锅炉压力容器焊接技术培训教材[M].北京:机械工业出版社,2005.
[4]陈倩清,唐永刚.TA2钛合金焊接实验研究[J].船舶工程,2007,29(02):58-61.
[5]机械电子工业部.电焊工基本操作技能[M].北京:机械工业出版社,2003.
[6]刘亚芬,高胜华.烟囱钢内筒钛钢复合板焊接工艺[J].焊接技术,2007,36(01):27-28.
[7]中国机械工程学会焊接学会.焊接手册(第2卷)材料的焊接[M].北京:机械工业出版社,1992.
猜你喜欢
冶金能源(2022年1期)2022-02-18
核科学与工程(2021年4期)2022-01-12
绥化学院学报(2020年12期)2020-12-11
工程与建设(2019年1期)2019-09-03
山东冶金(2018年6期)2019-01-28
海峡科技与产业(2017年6期)2017-07-01
广西林业科学(2016年1期)2016-03-20
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
